


解決磨床加工曲軸連杆頸磨偏的技術攻關
2022-5-26 來源:柳州上(shàng)汽汽車變速器有限公司柳東分公司 作者(zhě):楊方興(xìng) 農(nóng)業貴(guì) 郭海(hǎi)生
摘要: 在發動機(jī)內(nèi)三大(dà)件機加工零件中,曲軸是發動機中高速回轉零件,直(zhí)接承受各種複雜交變(biàn)載荷,為了滿足產品的質量需求(qiú),曲軸在加工過程中,對其動平衡量、軸頸平行(háng)度、直徑、軸向(xiàng)距離、粗糙(cāo)度(dù)、直線度、圓度、相位角等都會標注各自的技(jì)術要(yào)求,曲軸連杆頸磨偏問題導致 A3 跳動超差,甚至產生報廢件,對公司的效益產生(shēng)了重大影(yǐng)響。
關鍵詞:相位角 磨偏 定位銷 機械手(shǒu) 工藝
1、引言
2012 年五月曲(qǔ)軸線 OP80 加工連(lián)杆頸磨偏報廢達到 8%。根據此情況,決定對此問題進行技術攻關;OP80 采(cǎi)用美國產 LANDIS 數控雙砂輪磨床精磨連(lián)杆頸,提高其表麵光滑度,使各摩(mó)擦表麵耐磨,從而提高(gāo)其使用壽命。
2、磨偏原因分析
首先利用樹狀圖對可能造成 OP80 磨偏的各種(zhǒng)因素來(lái)進(jìn)行分析(xī),根據分析共得出以(yǐ)下的幾個因素(sù),如圖 1 所示:根據以上的要因來進行原因分析以(yǐ)及對設備進(jìn)行檢查(表 1):
表 1
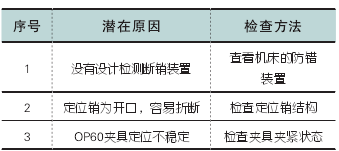
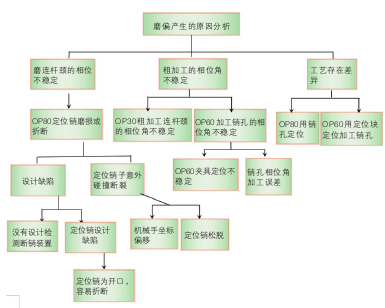
圖 1 樹狀圖(tú)分析可能造成 OP80 磨偏各種因素
3、確認(rèn)過程以及(jí)結論(lùn)
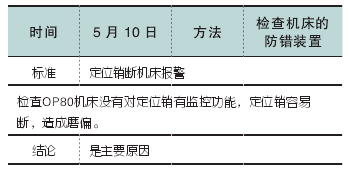
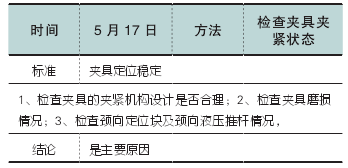
確認一:沒(méi)有設計檢測斷銷裝置(表2)
表2
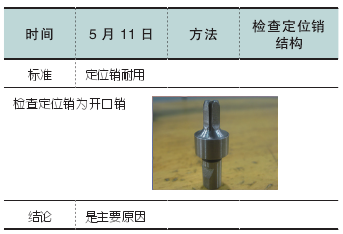
確(què)認二:定(dìng)位銷為開口,容易(yì)折斷(表(biǎo)3)
表3
確認三:OP60 夾具定位不穩定(dìng)(表4)
表 4
4、製定對策
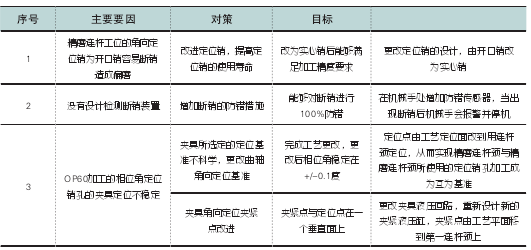
針(zhēn)對找出的三個主要原因,小組成員商討出相應的(de)對(duì)策 , 結果詳見表5。
表5
5、對策實施
實施一:改進(jìn)定位銷,提高定(dìng)位銷的使用壽命
對加工連杆頸所用(yòng)的定位銷進行改進,由原來的開口銷改(gǎi)為實心銷,提高定位銷的強度,以(yǐ)提高其使用壽命(圖 2);
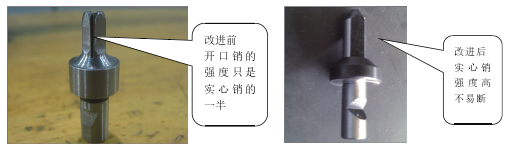
圖(tú)2
經過跟蹤,定位銷的磨損情況比之前(qián)有明顯改變
實施二:增加斷銷的防錯措施
為了避免由於(yú)意外斷銷造成(chéng)的曲軸連杆頸磨偏,所以為了(le)達到(dào)防錯的目的,我(wǒ)們在精磨連(lián)杆頸工(gōng)位(OP80)的機械手上增加一個探(tàn)測機床定位銷存在的傳感器,同(tóng)時對機械(xiè)手的運行程(chéng)序進行更改,增加當傳感器感應不到定位銷時,機械手會停(tíng)止給機床送料,
並報警提示操作工。現(xiàn)場查看,並對定(dìng)位銷斷銷防錯(cuò)功能進行驗證,能達到 100% 防錯的目的(de)。
實施三:更改 OP60 角向定位(wèi)基準,由工(gōng)藝小平麵改為第一連杆頸(jǐng)外圓對 OP60 夾具角向定位(wèi)點的定位塊(kuài)進行改造,把定位塊由直(zhí)定(dìng)位塊改為直角定(dìng)位塊(圖 3)。
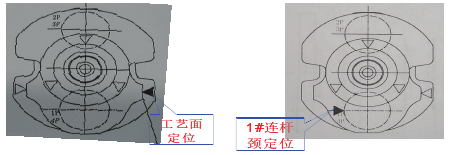
圖 3
實施四:夾具角向定(dìng)位夾緊點改進重新設計夾具夾緊液壓缸的液壓回路連(lián)接塊,並重新選用新的液壓缸,實現角向定位夾緊點的轉(zhuǎn)移,確保夾緊點與定位麵在一個垂直麵上,保(bǎo)證 OP60 相位角銷孔加工的長期穩定。
6、改造效果檢查
技術改造以後狀態(表 6):從上麵的數據發現,曲軸(zhóu)連杆頸磨偏的問題在開(kāi)始改造後明顯下降,從五(wǔ)月底開始已完(wán)成解決曲軸連杆頸磨偏的問題。
表6

7、結論
通過以(yǐ)上數據可知:通過本次攻關活動,曲軸生產過(guò)程中的曲軸連杆頸磨偏問題報廢(fèi)率(lǜ)最終達到 0%,這說明(míng)采取的措施是有效的,實施效果是穩定的。通過努(nǔ)力,成功完成了預定目標。通過此次的問題解決,我們在後續類似問題解決過(guò)程中(zhōng),對於(yú)本工序問題可改進(jìn)的方麵及前工序的優(yōu)化都需要進行充分的分析及考慮,最終以達到問題高效高(gāo)質解決(jué)。
投稿(gǎo)箱:
如果您有機床(chuáng)行業、企業相關新聞稿件發表,或進行資訊合(hé)作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床(chuáng)行業、企業相關新聞稿件發表,或進行資訊合(hé)作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業(yè)界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產(chǎn)量數據
- 2024年11月 分(fèn)地區金屬切削機床產量數據(jù)
- 2024年11月 軸承出口情況
- 2024年(nián)11月 基本型乘用車(轎車)產量數據
- 2024年11月(yuè) 新能(néng)源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承(chéng)出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月(yuè) 新能源汽車銷量情況
- 2024年8月 新能源汽車(chē)產量數據
- 2028年8月 基本型(xíng)乘用車(轎車)產量數據