


T68 臥式鏜床、X62W 萬能銑床電氣控製電(diàn)路的檢修與快(kuài)速故障排查
2019-1-21 來源:中山市中等專業學校 作者(zhě):餘雲輝
摘要:維修電工中級考證在機械電子專業考證中占了很大的比重(chóng),其中,T68 臥式鏜床和 X62W 萬能銑床電氣控製電路的故障排(pái)查在實操考(kǎo)試中是經(jīng)常備考的項目。如何快(kuài)速發現故障位置,縮小(xiǎo)檢查範圍,對維修人員來說很必要。本文針對常見(jiàn)故障進行分析,根據順(shùn)序操作,通過觀察照明燈、指示燈的暗亮、接觸器的(de)斷合等直觀方法,快速判斷故障位置,作一個總結供大家參考。
關鍵詞:T68 臥式鏜床;X62W 萬能銑床;電氣控製電路;快(kuài)速故障(zhàng)排查
0 引(yǐn)言
T68 臥式鏜床(chuáng)、X62W 萬能銑床(chuáng)在機械(xiè)加工中普遍使用(yòng)。T68 臥式鏜床是較精密(mì)孔加工(gōng)機床,主要用於加工比較精確的孔和(hé)孔間距離要求比較(jiào)精確的零件。X62W 萬能(néng)銑床(chuáng)是一種通用的多用(yòng)途機(jī)床(chuáng),它可以用圓柱銑刀、鋸片銑刀、成型銑刀及(jí)端麵銑刀等刀具對(duì)各(gè)種零件(jiàn)進行平麵、斜麵(miàn)、螺旋麵及成型(xíng)表麵的加工,還可以加裝萬能銑頭和回轉工作台來擴大加工範圍。
在多(duō)年來的考證輔導和實踐摸索中,如(rú)何快速發現故障(zhàng)位置,縮小檢查範圍,根據順序操作,通過觀察照明燈、指(zhǐ)示燈的暗亮、接觸器的斷合等直觀(guān)方法,快速判斷故障位置,我們總結出了一係列係統的故障快速排查方(fāng)法。讓學生按照這些方法對上述兩種機(jī)床的電氣故(gù)障進行全麵的檢(jiǎn)修,效果明顯,檢修工作非常有(yǒu)效率。
下麵將這些方法和經驗簡單介紹。
1 、T68 臥式鏜床電氣控製電(diàn)路分析
①主(zhǔ)電路在 1-4 區,如圖(tú) 1(a)標識,主要功能如下(xià)。1)主軸轉動:包(bāo)括主軸(zhóu)正、反轉和高、
低速以及連續、點動六種轉動形式。主軸電機 M1 采用雙速電動機,低速接成△形(4 極),高速接成(chéng) Y-Y 形(2極),主軸運轉時製動(dòng)電磁鐵鬆開;采用斷電製動型電磁抱閘製動。2)快速移動:包括主軸快速軸向移(yí)動(dòng),工作(zuò)台快速橫(héng)向和縱向移動,主軸箱快速垂(chuí)直移動。由電機 M2 正、反轉,短時工作完成。②控製電路在 6-18 區,如圖 1(b)標識,各部分功能如下。
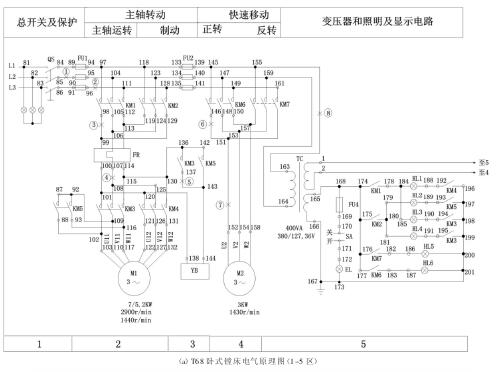
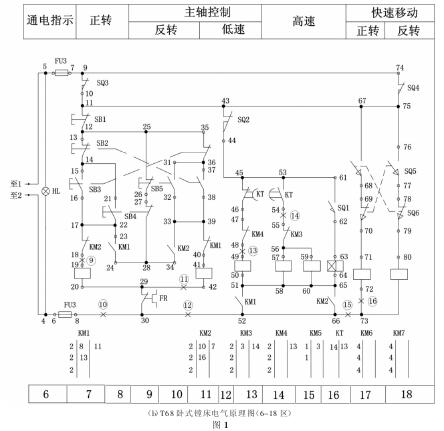
1)6 區是通電指示。2)7-16區是(shì)主軸控製,SB3、SB2分別控製主(zhǔ)軸電機連續正、反轉啟動,與(yǔ) KM1、KM2 輔助動斷觸點(diǎn)構(gòu)成雙重聯鎖,SB4、SB5 分別控製主軸電機點動正、反(fǎn)轉,SB1 控製停止。SQ1 控製時間繼電器線圈電(diàn)源,斷開時為低速運轉,KM3 動合主觸頭閉合,M1 接成△形;閉合(hé)時從低速向高速變動,控製 KM3 線(xiàn)圈延時斷電,而KM4、KM5 線(xiàn)圈延時通電,M1 接成 Y-Y 形。3)17-18 區是快速移(yí)動控(kòng)製電路,KM6 控(kòng)製(zhì) 4 區的快速移動電機正轉(zhuǎn),KM7 控製反轉(zhuǎn)。SQ5、SQ6 具有聯(lián)鎖功能。③變壓器和照明及顯示電路在 5 區。如圖 1(a)標識。1)變壓器次級繞組(zǔ) 127V、36V 兩種(zhǒng)交(jiāo)流電壓,分別供給控製電路和照明、顯示(shì)電路。2)SA 控製照明燈 EL。
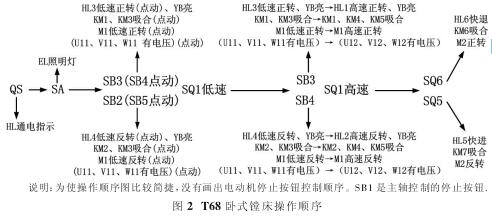
2 、T68 臥式(shì)鏜床操作順序及指示燈、接(jiē)觸器 、電(diàn)動機的(de)變化
T68 臥式鏜床操作順序、指(zhǐ)示燈、接(jiē)觸器、電動機變化情況如圖 2 所(suǒ)示.
3 、T68 臥式鏜床故障判斷 (以(yǐ) T68 臥式鏜床機床示教(jiāo)電路故障設置為例)
①合上 QS,按下 SA→HL(通電指示)、EL(照明燈)均不亮(liàng)→故障①、⑧。故障(zhàng)點①、⑧代表 L2—82—159—164—163—155—L1 的器件 QS、FU1、FU2、TC 初級或導線斷路。②按 SB3、SB2、SQ5、SQ6 以及 SQ1(高、低速開關)。HL1—HL6 都(dōu)不亮,KM1—KM6 都不吸合→故障(10)HL1—HL6 都亮,KM1—KM6 都吸合→電機 M1、M2都缺相,YB 不亮→故障 →② 故障點(10)代表整個控製電路沒有電源,即 5—7—74 或 4—8—30 相關器件 FU3 或導線斷路;故障點②代表三相電源不平衡,缺相,L3—83—86—161 相關器件 QS、FU1、FU2 或導線斷路。 ③按 SB3、SQ1(低速),SQ2、SQ3、SQ4 均閉合。HL3(低速正轉)不亮、KM1、KM3 都(dōu)不吸合→故障(zhàng)⑨HL3(低速正轉)不亮、KM1 吸合、KM3 不吸合→故障(13)、(12)HL3(低速正轉)亮、KM1、KM3 吸合→電機 M1 缺相(xiàng)→故障③、④HL3(低速正轉)亮、KM1、KM3 吸合→YB 不亮→故障→⑤故障點⑨代表主軸正轉(zhuǎn)控製支路故障,即 9—11—12—14—17—20 相(xiàng)關器件 SB1、SB2、SB3、KM2 動斷觸點、KM1 線圈或導線斷路;故(gù)障點(13)、(12)代表 45—51—52—30 相關器件 KT、KM4、KM3、KM1 或導(dǎo)線斷路;故障點③、④代表 M1 主電路缺相,即 97—99—103 或 104—106—110 相關器件 KM1、FR、KM3 或導線斷路;故障點⑤代表電(diàn)磁抱閘抱緊,主軸電機不轉(zhuǎn),可能 130—137—144相關器件 KM3、YB 或導線斷路。④按 SB2、SQ1 (低速),SQ2、SQ3、SQ4 均閉合→HL4(低速反轉)不亮、KM2、KM3 都不吸合→故(gù)障(11)。故障點(11) 代表主軸反轉控製支路故障,即 35—42—29 相關器件 SB3、SB2、KM1、KM2 線圈或(huò)導線斷路。⑤按 SB2、SQ1(高速),SQ2、SQ3、SQ4 均閉合→沒有從低速(sù)至高速切換→故障(14)。故障點(14)代表高速切換支路故障,即 53—56 相關(guān)器件 KT、KM3、KM4 線圈、KM5 的線圈或導線斷路。⑥按 SQ5(快進(jìn))、SQ6(快退)、SQ3(閉合)、SQ4(閉(bì)合)。HL5(快進)、HL6(快退)都不(bú)亮→故障(15)HL5(快進)亮、HL6(快退)不亮→故障(16)HL5(快進)、HL6(快退)都亮→電(diàn)機 M2
缺相故→故障⑥、⑥→ ⑦故(gù)障點(15) 代表(biǎo)快(kuài)速移動支路故障,即 43—67 或73—66 導(dǎo)線斷路;故障點(16)代表快進支路故障,67—67—71—73 相關器件 SQ5、SQ6、KM6 或導線斷路;故障點⑥、⑦代表電動機 M2 主(zhǔ)線路缺(quē)相故障,即 145—151—152相關器件 KM6 或(huò)導線斷路。
4、 X62W 萬能銑床電氣控製電路分析
①主電路在 1-5 區,如圖 3(a)標識,主(zhǔ)要功能如下。1)主軸轉動:包括主軸電動機 M1 啟動和正、反轉,適應順、逆銑(xǐ)的工藝要求。反接製動使 M1 準確停車、刀具裝卸方(fāng)便,由速度繼電器 KS 完成測速。2)進給傳動:進給傳動電動機 M2 正、反轉,實現工作台縱向(左(zuǒ)右)、橫向(前後)、垂直(上下(xià))6 個方向運動。電磁離(lí)合(hé)器(qì)YB 得電,減少中間傳動裝置,使工作台快速移動。3)冷卻電動機:M3提供切削冷卻液。②控製電路在(zài) 7-19 區(qū),如圖3(b)標(biāo)識。各部分功能如下:1)7 區是冷卻泵電機控製。2)8 -13 區是主軸控製,SB1、SB2 是兩個異地運轉(zhuǎn)啟動按鈕,SB3、SB4是兩個異地製動按鈕。KM3、KM2輔助動合觸點(diǎn)分別完成主軸運轉、製動的自鎖功能,KM3、KM2 輔助動斷觸點完成運轉、製動支路聯鎖功能。SQ7-1、SQ7-2 是衝動行程開關,控製電動機 M1 變速衝(chōng)動,使齒輪易(yì)於齧合。3)14-19 區是進給控製,隻有在KM3 線圈得電後,才能操控工作台。工(gōng)作台控製開關SQ1、SQ2、SQ3、SQ4 置於中間停止位置,SA1 置於“通 ”(即 SA1-2 閉合、SA1-1 和 SA1-3 斷(duàn)開),M2 電動機正轉帶動(dòng)工作台定向(xiàng)回轉運動。SA1 置於“斷”(即 SA1-2 斷開、SA1-1 和(hé) SA1-3 閉合),當 SQ3、SQ4 置於中間停止位置,工作台控製開關 SQ1 與 SQ2 聯動,SQ1 控製 M2 電動
機反轉,工作台向右移動;SQ2 控製 M2 電動機正轉,工作台向左移動。當 SQ1、SQ2 置於中間(jiān)停止位置,工作台控製開關(guān) SQ3 與 SQ4 聯動,SA3 控製 M2 電(diàn)動機正轉,工(gōng)作台向下(或向前)移動(dòng);SA4 控製 M2 電動機反轉,工作(zuò)台向上(或向後)移動。SQ6-1、SQ6-2 是衝動行程開關,控(kòng)製電(diàn)動(dòng)機 M2 變速衝動,使齒輪易(yì)於齧合。4)19 區是快速進給(gěi)控製。
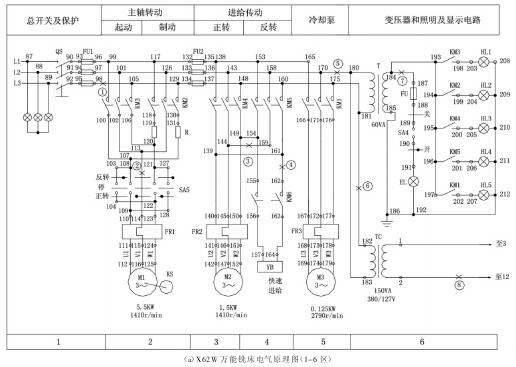
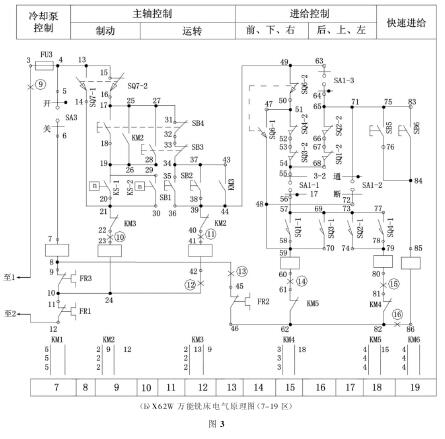
按(àn)下 SB5 或 SB6 時,減(jiǎn)少中(zhōng)間傳動裝置,使工作台實現快速移動。③變壓器、照(zhào)明及顯示電路的 6 如圖 3(a)標識。1)變壓器初級繞組輸入 380V 交流電壓,T 次級輸出36V 交流電壓,供給照明、顯示電路;TC 次級輸出 127V 交(jiāo)流電壓,供給控(kòng)製電路。2)SA4 控製照明燈 EL。
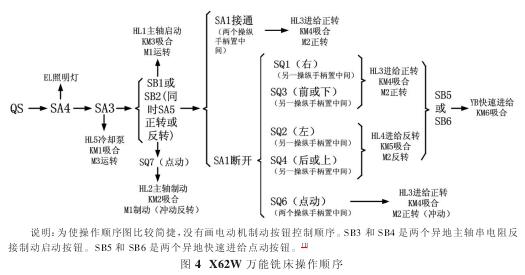
5 、X62W 萬能銑床操(cāo)作順序及指示燈(dēng)、接觸器、電動機的(de)變(biàn)化(huà)
X62W 萬能銑床操作順序、指示(shì)燈、接(jiē)觸器、電動(dòng)機變化情況如圖(tú) 4 所示。
6、 X62W 萬能銑床故障判斷
(以 X62W 臥式鏜床機(jī)床示教電路故障設置為例)①合上 QS,打開 SA3 和 SA4。EL(照明燈)、HL5(冷卻泵)均不亮→故障①、⑤EL(照明燈)不亮、HL5(冷卻泵)亮→故障⑦EL(照明燈)亮、HL5(冷卻泵)不亮→故障⑥、⑧、⑥→⑨故障點①、⑤代表 L2—88—91180—181—92—L3變壓器 T 初級回路相關器(qì)件 QS、FU1、FU2、T 初級繞組或導線斷路。故障點⑦代表 184—187—192—186—185 照明燈回路相關器件 T 次級、FU、SA4、EL 或導線斷路。故障點⑥代表 181—182—183—180 控製電路電源變壓(yā)器 TC 初級回路相關器件 TC 初級繞組或導線斷(duàn)路。
故障點⑧、⑨代表 1—3—4—12—2 控製(zhì)電壓電源變壓器 TC 次級(jí)回路和冷卻泵控製(zhì)支路相關器(qì)件 TC 次級繞組、FU3、SA3、KM1線圈(quān)、FR3、FR1 或導線斷路。②按 SB1 或 SB2。HL1(主軸(zhóu)啟動)不亮、KM3 不吸合→故障(11)或(12)HL1(主軸啟動)亮、KM3 吸合(hé)→電機 M1 缺相→故障→②故障點(11)或(12)代表 4—13—15—17—31—39—42—24 主軸運轉控製支路的器件 SQ7-2、SB4、SB3、SB1、SB2、KM3 線圈、KM2 或導線斷路。故障點②代表 101—102—113—116 主軸轉動主電路的器件 KM3、SA5、FR1、M1
或(huò)導線斷路。
③按 SQ7(點動)→HL2(主軸製動)不亮、KM2 不(bú)吸合→故(gù)障(10)。故障點(10)代表 13—14—21—24 或 13—15—17—24 主軸製動控製支路的器件 SQ7 -1、SQ7 -2、SB4、SB3、KM2、KS-1、KS-2、KM3、KM2 線(xiàn)圈或導線斷路。④按 SB1(或 SB2),SA1接通(兩個操(cāo)縱(zòng)手柄置中間)→HL3(進給正轉(zhuǎn))不亮(liàng)、KM4 不吸合(hé)→故障(3)或(14)。
故障(zhàng)點(13)或(14)代表 44—49—51—54—68—65—71—72—48—59—62—46—45—8 進給正轉 SA1 接通(tōng)支路相關器件 SQ6-2、SQ4-2、SQ3-2、SQ1-2、SQ2-2、SA1-2、KM4
線圈、KM5、FR2 或導線斷(duàn)路。⑤按 SB1(或 SB2),SA1 斷開,SQ2 置左(zuǒ)(另一操縱手柄置中(zhōng)間)。HL4(進給(gěi)反轉)不亮、KM5 不吸合→故障(15)HL4(進給反轉)亮、KM5 吸合(缺相)→故障→③故障點 (15) 代表 49—51—54—57—73—74—79—82—62 進給反(fǎn)轉(zhuǎn)控製支(zhī)路相關器件 SQ6-2、SQ4-2、SQ3-2、SA1-1、SQ2-1、KM5 線圈、KM4 或導線斷路。故(gù)障(zhàng)點③代 表(biǎo) 158—159—144—147 進 給 反 轉 主 電 路 相 關 器 件KM5、FR2、M2 或導線斷路。⑥按(àn) SB1(或(huò) SB2),SA1 斷開、SQ2 置左(另一操縱手柄置中間)→HL4 (進(jìn)給反轉)、KM5 吸合→按 SB5 (或SB6)。YB 不亮,KM6 不吸合(hé)→故障(zhàng)(16)YB 不亮(liàng),KM6 吸合(缺相)→故(gù)障→④故障點(16)代表 65—75—84—86—82 快速進給(gěi)電磁離合器控製支路相(xiàng)關器件 SB5、SB6、KM6 線圈或導線斷路。故障點④代表 161—163—164 快速進給電磁離合 器 主 電 路 相(xiàng) 關(guān) 器 件KM6、YB 或導線斷(duàn)路。
7 、生訓練的反(fǎn)饋
學生在機床維修(xiū)訓練過程中對這兩種機床的(de)故障排查(chá)很有興趣,當老師把這兩種機床的排查思路和要點介紹以後,都躍躍欲試。實踐中進行分組教(jiāo)學,效果明顯,每個小組都選取一個動手能力比較(jiào)強的同學作為組長,開展分層組合、互幫互帶教學。所有組員(yuán)都非常認真、細(xì)致、投入,經過一係列係(xì)統的排查,各組(zǔ)遇到的比較統一的(de)問題反饋(kuì)如下(xià):X62W 萬(wàn)能(néng)銑床:①如果漏接通主軸測速繼電(diàn)器 KS 時,按下主軸製動按鈕 SB3、SB4 隻起到斷開運轉(zhuǎn)支(zhī)路的電源作(zuò)用,但不能啟動反接製動達到迅速停止目的。
從電氣原理分析可知,速度繼電器 KS-1、KS-2 為主軸測(cè)速動合觸(chù)頭的動作過程:當主軸電動(dòng)機 M1 轉速時閉合,KS-1、KS-2 閉合,為M1 動做準備;M1 轉速時斷(duàn)開(kāi),KS-1、KS-2 斷開,M1 停止,製動結束。如果沒有接測速繼電器 KS,主軸製動支路斷路,KM3 線圈不能得電。②進給控製操縱(zòng)開關隻能(néng)往一個方向控製,如果同時想往兩個方(fāng)向控製,進給電機將停止工作。從電氣原理上得知(zhī),四個動作行程(chéng)開關 SQ1-2、SQ2-2、SQ3-2、SQ4-2 的聯動作用(yòng)。T68 臥式鏜床:主軸在高速 SQ1 閉合狀態下,無(wú)論按下連續啟動或點動按(àn)鈕切換時,主軸電機 1 都由低速過渡到高速。從電氣原理分析得知(zhī),KM1 和 KM2 輔助動合觸頭與低、高速控製支路相串聯,起到每次切換都要斷開(kāi),再由(yóu)低速過渡到高速
。按照上述的思路,同學最後能把問題很好(hǎo)地理解和解決。通(tōng)過(guò)上述過程,觀察照明燈、指示(shì)燈的暗(àn)亮、接觸器的斷合等直觀方法,可以快速(sù)發現故障位置,縮小檢查範圍,達到快(kuài)速檢修目的,這幾年的維修電工考證實操通過(guò)率都能達到 100%。
通過這麽多年總結出來的方法(fǎ),同學們在實踐中很(hěn)好地掌握了機床檢修(xiū)總體的思路和方法(fǎ),很多同學(xué)也由此(cǐ)走上了維修電(diàn)工的(de)工作崗位,通過這幾年學(xué)生(shēng)們工作後的反饋,一致認為這(zhè)門課的訓練對他們以後的工作很有用。現將上麵經驗推廣,希望(wàng)對(duì)大家有用。
投稿箱(xiāng):
如果(guǒ)您有機床(chuáng)行業、企業相關新聞稿件(jiàn)發表,或進行資訊合作,歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
如果(guǒ)您有機床(chuáng)行業、企業相關新聞稿件(jiàn)發表,或進行資訊合作,歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點(diǎn)
| 更多
查(chá)")
行(háng)業數據
| 更多
- 2024年11月(yuè) 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床(chuáng)產量數據
- 2024年11月(yuè) 軸承(chéng)出(chū)口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能(néng)源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車(chē)產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬(shǔ)切削機床產量數據
- 2024年9月 新(xīn)能源(yuán)汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據