


數控磨床的自動對刀裝置設計
2018-6-12 來源:太重(天(tiān)津)濱海重型機械(xiè)有限公司 作者:鄭田
摘要:自動對刀裝置是數控磨(mó)床的主要部件。數控磨床對(duì)工件完成(chéng)裝夾後,首先(xiān)要通過自(zì)動對刀係統準確找到砂輪(lún)加工切入的位置,從而實現高效率更(gèng)加精確的自動(dòng)對刀功能。在各類數控磨床上裝置自動對刀係統(tǒng),能夠更好地優化(huà)生產工藝,提高生產效率。本文對(duì)自動對刀裝置的測量原理與結構形式進行(háng)分析,並深入介紹了數控端外圓磨床自(zì)動對刀裝置設計以及數控螺母磨(mó)床自動對刀裝置設計。
關鍵詞:數控磨床 自(zì)動對(duì)刀裝置 定位
1、自動對刀裝置的結構(gòu)形式分析
數控磨床自動對刀裝置的結構形式主要有直線式和回轉式。關(guān)於兩種結構形式的(de)確(què)定,主要取決於數控磨床(chuáng)對自動對(duì)刀(dāo)裝置(zhì)布局上的滿足度,然後是根據測(cè)量的功能、準確度以及性能大小等方(fāng)麵(miàn)來進行確定。自動對刀裝置無論是哪一個結構形式都必須結構緊湊,而且需要在準確測量後,將側頭脫離數控磨床的磨削(xuē)區域。但是(shì),需要注意的是,不(bú)能影響到需要磨(mó)削的工件裝夾,要做好設備調試,及時更換砂輪,同時要確保自(zì)動對刀裝置結構形式的密封性能。通常,數(shù)控(kòng)磨床自動對裝置中的回轉式(shì)所采用的是液壓傳動的方式,這樣能夠快速實現數據線回轉減速定位,目的(de)是確保重複定位的精確度,保持在磨削過程中的可靠性與平(píng)穩(wěn)性。
2、數控端麵外圓磨床自動對(duì)刀裝置
2.1 對刀位置設計與方法
數控端麵外圓磨床的主要用途是對(duì)滾珠絲杠螺(luó)母的外圓與端麵進行磨削,而自動對刀裝置的目的是對端麵位置進行測(cè)量,如圖 1 所示。
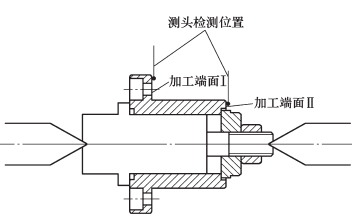
圖(tú) 1 自動對刀裝置
2.2 測(cè)量原理分析
工件完成裝夾後,需要通(tōng)過手動方式正確設定自動對刀的安全起始位(wèi)置。需要注意的是,此時側頭並(bìng)沒有接觸到(dào)需要磨削的工件。檢查完畢後(hòu),啟動自動磨削程序。首先,要將 X 軸砂輪架移動到安全區域,將(jiāng)側頭伸出來,然後將 X軸直(zhí)接切入(rù)到大端麵,沿著 Z 軸的(de)正(zhèng)方向開始進行移動。當側頭接觸到端麵後,數控磨床係統會(huì)將此次(cì)移動的位置準確記錄下來,然後再返回到安全位置。其次,側頭還需要切入到小端麵,並且沿著 Z 軸的正方向移動,側頭接觸的係統會(huì)將第二次(cì)移動的位置準確記錄下來。最後,結合前麵兩次記(jì)錄的數據(jù),對側頭、工件、砂輪的位置進行最後調(diào)整,然(rán)後開始自動磨削。另外,數控磨床自動對刀裝置的安全保(bǎo)護措施需要納入磨削程序,並且切實執行。例如(rú):手動操作過程(chéng)中,側頭能夠任意退出或者收回。但是,在具體運作的過程中,側頭要在 X 軸與 Z 移動至對刀區域的情況下才能伸出來,其他任何情況側頭不能伸出。
2.3 機械結構設計分析
機械結構設計一般是機(jī)床生產廠家根據機床產品(pǐn)的實際需要來設計的,采用液壓(yā)驅(qū)動,導柱導套在直線傳動過程中一般(bān)都會發生回轉情況(kuàng),例如:在機床上裝置回轉控製機構,但是(shì)整體結構便會更加龐大。通常會(huì)采用直線滾動導軌副傳動,以能夠更(gèng)好地控製除開直線運(yùn)動以外的自由度,而且結構比較緊湊,運作過程中(zhōng)能夠(gòu)保持更高的精準度(dù),還能提升傳動效率。另外,考慮到單機改(gǎi)造下的支架(jià)設(shè)計,采(cǎi)取鑄件形式成本(běn)較(jiào)高,因此根據實際情況選擇焊(hàn)接的方式(shì),讓整體結構能夠更加緊湊,也方便生產,能夠更好地滿足與輕載狀態的直線運作實際的需(xū)求。
3、數控螺母磨床自動對刀裝置
3.1 對刀設計與方法
數控螺母磨床的主要用途是磨削滾珠螺母(mǔ)螺紋滾道。在進行對刀的過程中,要校準螺母(mǔ)外圓上的(de)返(fǎn)向(xiàng)器,要將對刀對準(zhǔn)滾道的(de)重心(xīn),誤差不能超過 0.03mm,對(duì)刀位置如圖 2 所示。
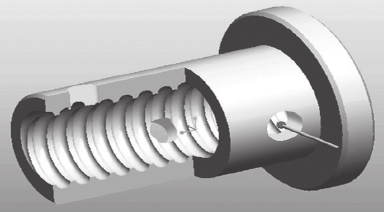
圖 2 對(duì)刀位置
3.2 測量原理分析
螺母磨床測量原理需要將對刀準確(què)對向工件(jiàn)的返向器孔中心。主要的對刀程序是:首先,要將工(gōng)件(jiàn)安裝好,將 X軸的行動(dòng)位置提前設定好,同時還要將側頭伸出來,X 軸沿著正(zhèng)方向開始(shǐ)進行移(yí)動(dòng),讓側頭(tóu)進入返向器的中心孔;其次,Z 軸(zhóu)與 C 軸必須要分別沿著(zhe)正負方向進行移(yí)動,側頭開始觸碰時係統開始記錄坐標,一般需要記錄(lù) 4 個坐(zuò)標。係統將數(shù)據進行歸納後,經過計算,能夠準確規(guī)劃(huá)出滾(gǔn)道的中心,然後將 Z 軸與 C 軸進行調整,達到正確的螺(luó)旋位置後,才能開始進行自動(dòng)磨削。
3.3 機械結構設計分析
螺母磨床自動對刀裝置機械(xiè)結構(gòu)設計過程中需要滿足:首先,側頭在伸出過程中,螺母磨(mó)床的高度和縱向在方向上必須(xū)與砂(shā)輪中(zhōng)心保持一致;其次,當側頭開始(shǐ)退回時,注意應該是低於砂輪電主軸端麵;最後,機床上側頭與砂輪中心的(de)橫向距離應該大於機床能夠加工的最大螺母外援尺(chǐ)寸,重複定位(wèi)精度不能超過 0.002m。螺母磨(mó)床的機構(gòu)比(bǐ)較複雜,砂(shā)輪架(jià)周圍的空間也不多,氣缸行程應該選擇 250mm,型號是 MAL20X250SCM,機械設計結構設計如圖 3 所示。
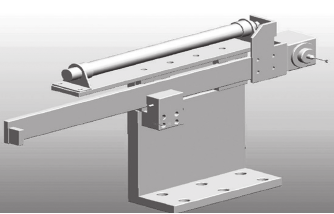
圖 3 機械設計(jì)結構設計
投稿箱:
如果您有機床行業、企業相關新聞稿(gǎo)件發表,或進行資訊合作,歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿(gǎo)件發表,或進行資訊合作,歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多(duō)相關信息

業界視點
| 更多
牌調查")
行業數(shù)據
| 更多(duō)
- 2024年11月 金屬(shǔ)切削機床產量數據
- 2024年11月 分地區金屬(shǔ)切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基(jī)本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新(xīn)能源汽(qì)車銷量(liàng)情況
- 2024年10月 新能源汽車產量數據(jù)
- 2024年(nián)10月 軸承出口情況
- 2024年10月(yuè) 分(fèn)地區金屬切削(xuē)機床產量(liàng)數據
- 2024年(nián)10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量(liàng)情(qíng)況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘(chéng)用(yòng)車(轎車)產量數據
博文選萃
| 更多