



基於(yú)三(sān)菱和西門子數控係統平台對圓錐軸承磨削參數(shù)固化的應用
2021-7-14 來源:瓦房店軸(zhóu)承集團有限責任公司 高端汽車軸承 作者:陶(táo)仕翰,溫少英,王天義
摘要:本文介紹(shào)了(le)基於三菱(líng)簡易數控平台和西門子802D數控係統平台, 對汽車圓錐滾子軸(zhóu)承磨削參數(shù)固化的方法(fǎ),分析(xī)了三菱簡易數控和西門子802D數控係統對磨削參數固化的方(fāng)式(shì)並且給出了具體步驟(zhòu)。
關鍵詞:三(sān)菱簡易(yì)數(shù)控;西門子802D係(xì)統;磨削參(cān)數(shù)固化
1、前言
隨著軸承(chéng)磨削加工的高精度化、高速(sù)化(huà)、智能化、柔性化、綠色化的發展趨勢[1],同時也為了適應用戶(hù)和市場對軸承產品品質變化的要求,提高產品在磨削(xuē)加工過程中(zhōng)的質量管控,保證產品質量穩定,有必要(yào)基於(yú)三(sān)菱簡易數控平台和西門子802D數控係統平(píng)台對汽車圓錐(zhuī)滾(gǔn)子軸承磨削參數加以固化。
2、 汽車圓錐滾子軸承自動(dòng)化生產連線簡介
以高端汽車軸(zhóu)承(chéng)公司自動磨裝連(lián)線中的A1外圈生產線為例, A1外圈生產線磨削工序為:

A1生產連線(xiàn)磨床設備由浙江日發數碼精密機械股份有限公司生產,其(qí)中(zhōng)粗(cū)磨外圈(quān)滾道、終磨外圈外(wài)徑、超精外圈滾道和外圈外徑拋光設備采用的是三菱簡易數控平台,終(zhōng)磨外圈滾道設備采用西門子802D數控(kòng)係統平台 。
3 、三菱簡易數(shù)控(kòng)平台簡介及其(qí)對磨削參數固化的方法
3.1 三菱簡(jiǎn)易數控平台簡介
三菱(líng)簡易數控平台中的可編程控製(zhì)器采用的是三(sān)菱Q係列,該係列(liè)PLC的基本(běn)組成包括電源模塊、CPU模(mó)塊(kuài)、基板、I/O模塊(kuài)等(děng)。三菱Q係列PLC可(kě)以實現多CPU模塊在同一基板(bǎn)上的(de)安裝,通過擴展基板與(yǔ)I/O模(mó)塊可以增(zēng)加I/O點數,通過擴展儲存器卡可增加(jiā)程序儲存器容量(liàng) 。
3.2 三菱簡易數控平(píng)台配備
為了簡(jiǎn)化操作、節省成本,使用了一台型號為Q00UJ-S8的PLC來實現磨床的(de)控製要求, 其配有數(shù)字量輸入模塊QX40、數字量輸出模塊QY10[4]、模擬(nǐ)量輸出模塊Q64DAN和定位模塊(kuài)QD75P2[5], 係統的伺服驅動器采用三菱(líng)MR-E200A-KH003,一台三菱E740變頻器用於驅動工
件軸電機,砂輪電主軸采用一台30kW華拓變頻器(qì)驅動,觸摸屏(píng)采用三菱GT12-70VLTN 。3.3 基於三菱簡易數控對磨削參數固化的方法采用編程軟件GT Designer3 傳輸(shū)觸摸屏程序,以觸(chù)摸屏編程(chéng)軟件GT Designer3 為例,如圖 1 所示,先點擊左邊的“安全等級” 選項。
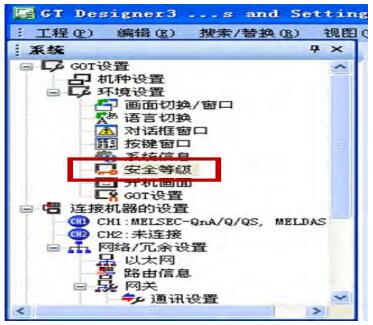
圖 1 點擊“安全等級” 選項
彈出如圖 2 所示的對話框,輸入(rù)要進行安全加密的軟元(yuán)件地址號,認證方式選擇密(mì)碼認證。選中(zhōng)後,會顯示(shì)畫麵的安全等級值的軟元件,可以在 0 至 15 的等級範圍內設置安全(quán)等級密碼,安全等級數值越大代表安全等級(jí)越高,“安全(quán)等級0”代表不設置安全功能,“安全等級 1”代表安全等級低,“安(ān)全等級15”代表安全等級高(gāo)。
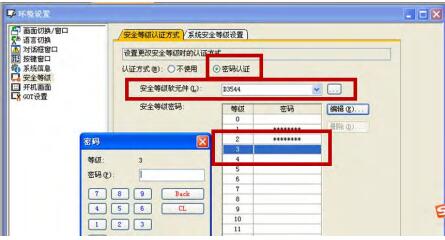
圖 2 設置驗證密(mì)碼
“安全等級1”的密碼下發給生(shēng)產(chǎn)線的操作(zuò)者用於設備的基(jī)本操作;“安(ān)全等級(jí)2”的密碼授權給作業區中的作業長;“安全等級3”的(de)密碼授權給工藝員;“安全等級4”的密碼(mǎ)授權(quán)給(gěi)設備維修人員和設備技術員。
這裏我們選擇“安全等(děng)級3”進行磨削參數固化加(jiā)密設置。
輸入(rù)要設定的密碼,點擊“確定”,這樣“安全等級3”的密碼就設置好了。以後操作者要對磨削參數安全等級(jí)為3部分修改,就(jiù)要(yào)聯係工藝員進行確認,否則(zé)就(jiù)無法(fǎ)對其修改,加強在(zài)生產過程中對磨削工藝參數的管控。 通過此種方(fāng)式實現了基於三菱簡易數控對磨削參數進行固化的目的。
4、西門(mén)子802D數控係統的磨削參數固化的研(yán)究
4.1 西門子802D數控係統平台(tái)簡介
圓錐滾子軸承(chéng)終磨滾道設備的控製係統采用西門子802D數控係統平台,使終磨滾道設(shè)備具有優越的動(dòng)態品質和控製精度。同時能通過直線、圓弧、螺旋插補及樣條插補實現(xiàn)滾道(dào)終磨設備所需要(yào)的曲線加工。具有更好的人機交互(hù)係統(tǒng)和上層應用係統集成能力,有更好的維護性。
4.2 基於西門子802D數控係統平台對磨削參(cān)數固化的方法
以(yǐ)外圈滾道磨床磨(mó)削參數中的“光磨延時”參數為例,我們將“光磨延(yán)時”設定值為3,首先選擇麵板的“0FFSET PARAM”進入到R參數(shù)界麵,確定(dìng)R值為多少,這裏參數“R=28”,確(què)定R值為多(duō)少後 ,再按(àn) “ PROGRAM MANAGER”,選擇“L0400 ”,程序(xù)編(biān)寫為:
N230IF R28>3 GOTOF LABEL520;
N231IF R28<3 GOTOF LABEL520;
N520LABEL520:MSG(R28 VALUE IS TOO LARGE);
編寫好上述程序語句後,在“主程序”中編寫判斷語句為:
N60 L0400;
通過此種方式就(jiù)對“光磨延時”參數完成固化。如果將“光(guāng)磨參數”調整成其他數值的話,機床開始磨削時會報警停(tíng)機,實現基於西門子802D數控係統平台對磨削參數的固化。
5、結束(shù)語
本文提出基於三菱簡(jiǎn)易數(shù)控和西門子802D數控係(xì)統,對汽車圓(yuán)錐滾子軸承磨削參數進行固化並且給出了具體(tǐ)操作方法。 該改進的應用,避免了(le)以往在軸承套圈(quān)磨削加工中操作人員可(kě)以任(rèn)意更改工藝參數的現象,保證了軸承套圈磨削的精度和產品質量的穩定性,同時使(shǐ)軸承套圈磨削變(biàn)得更加簡單化、智能化(huà)。
投稿箱:
如果您有機床行業、企業(yè)相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業(yè)相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息
")
業界視點(diǎn)
| 更多
查")
行業數據
| 更多
- 2024年(nián)11月 金屬切(qiē)削機床產量(liàng)數據
- 2024年11月(yuè) 分地區金屬切削(xuē)機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車(chē))產量數(shù)據
- 2024年11月 新能源汽車產量數據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車(chē)產量數據
- 2024年10月 軸承(chéng)出口情況
- 2024年10月 分地區金屬切削機床產量(liàng)數據(jù)
- 2024年10月 金屬切削機床(chuáng)產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年(nián)8月 基本型乘用車(轎車)產量數據
博文選萃
| 更多(duō)