")



全閉環數控係統改半閉環數控係統的方法及應用
2020-10-19 來源:中國航發西安(ān)動力控(kòng)製科技有限公司 作者:楊雲峰
摘要:闡述全閉環數控係統和(hé)半閉環數控係統的定義,通過(guò)分析日常維修中遇到的典型的全閉環數控係統故障,介紹 FANUC、SIEMEN S 和 FAGO R 係統中把全閉環改成半閉環控製的方法。
關鍵詞:全閉環數控係統;半(bàn)閉環數控係(xì)統;光柵尺
0 引言
隨著現代製造(zào)業的迅速發展,數控機床被廣泛應(yīng)用,同時對數控機床定位精度、重複定位精度的要(yào)求也日益提高。光柵尺對數控機床各線性坐標軸進行全閉環控製,提高機床的定位精度、重複定位(wèi)精度以及精度可靠(kào)性(xìng)。隨著數控機床技術的不斷更新,全(quán)閉環數控(kòng)係統越來越多的(de)應用(yòng)在高精度(dù)數控機床上。
全閉環數控係統采用的是光柵尺的全閉環控製方式來檢測機床的(de)位置,光柵尺成為全閉環控製係統中的核(hé)心功能部件,光柵(shān)尺一旦(dàn)損壞,全閉環控製係(xì)統就無法正常運行,光柵(shān)尺的訂貨周期一般比較長,如果能夠將全閉(bì)環控製係統改成(chéng)半閉環控製係統,在加工工藝(yì)允許的範圍內不影響加(jiā)工精度,使機床能夠正(zhèng)常工作的話,不僅可以減少故障(zhàng)引起的停機時間,而且還能提高機床的利用率。
1 、全閉環(huán)數控係統和(hé)半閉環數控係統
1.1 全閉環控製係統
由於開環控製精度(dù)達不到精密機床和大型機床的要求,所(suǒ)以必須檢測他的實際工作位置,為此,在開環(huán)控製控製機床上增加檢測反(fǎn)饋裝置,在加工中時刻檢測機床移動部件的位置,使之和數控裝置所要求的(de)位置相(xiàng)符合,以(yǐ)期達到很高(gāo)的加工精度。
閉環控製係統框圖如圖 1 所示。圖中 A 為速度(dù)測量元件,C為位置測量元件(光柵尺)。當指令值發送到位置比較電路時,此時若工作台沒有移動(dòng),則沒有反饋量,指令(lìng)值使伺服電機(jī)轉動,通過 A 將速度反饋信號送到速度控製(zhì)電路,通過 C 將工作台(tái)實際(jì)位移量反饋回去,在位置比(bǐ)較電路中與指令值進行比較,用比較的差值進行控製,直至差值消除時為止,實現工作台精確定位。這類機床的優(yōu)點是精度高、速度快。
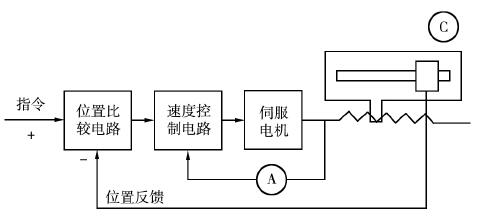
圖 1 閉環控(kòng)製係統
1.2 半(bàn)閉環控製係統
半閉環控製係統組成如圖 2 所示。這種控製方式不檢測工作(zuò)台的實際位置,通過與(yǔ)伺服電機同軸的(de)測量元件,如(rú)測速發電(diàn)機 A 和光電編碼盤 B(或旋轉變壓器)等間接檢測胡伺服電機的轉角,推算出工作台的實際位移量,用此值與(yǔ)指令值進行比較,用差值來(lái)實現控(kòng)製(zhì)。從圖 2 可以看出,由於工作台沒(méi)有完全包括在控製回路內,因此稱之(zhī)為半閉環控製。
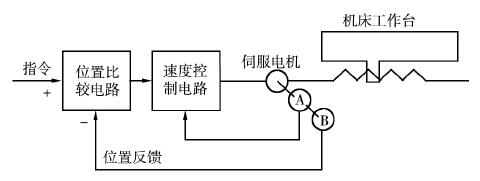
圖 2 半閉環控(kòng)製係統
2 、全閉環控製係統改半閉環(huán)控製係統的(de)方法及應用
全閉環控(kòng)製係統改半閉環控(kòng)製係統,具體方法因不同數控係統而(ér)異,下麵(miàn)就 FANUC、SIEMENS、FAGOR 三種主(zhǔ)流係統(tǒng)舉例分別加以介紹。
2.1 FANUC 係統
在一台采用 FANUC 18i 係(xì)統的瑞(ruì)士立式加工中心上,突然出現 383 X 軸脈衝丟(diū)失(shī)(EXT)的報警,首先懷疑光柵尺故障(zhàng),將全閉環改半閉環後報(bào)警消(xiāo)除。修改的具體方法(fǎ)如下:
(1)按功能鍵[OFFSET],打開設定(SETTING)畫麵,修改PWE=1,參數寫(xiě)保護打(dǎ)開。
(2)按下功能鍵[SYSTEM]後,打開參數設定畫麵,修改1815#1=0,1815#2=0,1818#3(絕對光柵尺原點)=0,2185(位置(zhì)脈衝變換係數)=0,2024(位置脈衝數)=12 500,2084(柔性齒輪比 N)=3,2085(柔性齒輪比 M)=250。
(3)進入參(cān)數設定支援畫麵,按下軟(ruǎn)件[操作],將光標移至“FSSB(軸)”處,按下(xià)軟件[選擇],出現參(cān)數設定畫麵,修(xiū)改 X 軸的 M1=0,輸入完之後按設定。
(4)關閉電源,重啟機床後出現 300 X 軸零點丟失。將 X 軸用手輪搖到負向最大位置,再反向搖 10 cm,進入參數設定畫麵,修(xiū)改 1815#4=1,關閉電源從新啟動機床,各軸回完零(líng)後機床即可正常使用。
2.2 SIEMENS 係統
在 1 台采用 Siemens 840D 係(xì)統的德國進口加工中心上,在移動 A 軸時出現“25000:Axis A hardware fault of active en-coder”的報警(jǐng),針對報警,首先懷疑是光柵尺故障,將(jiāng) A 軸由全閉環控製改成半閉環控製後,報警消除(chú),說明光柵尺故障。修(xiū)改方法如下:
(1)查看(kàn) PLC 程序(xù),這台機床(chuáng) A 軸的全閉環采(cǎi)用 PLC 機(jī)床數據(對應 PLC 數據塊 DB20)賦值:
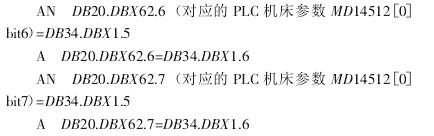
(2)按[機床菜單]軟鍵,找到[診斷]軟鍵,進(jìn)入(rù)診斷畫麵,在診(zhěn)斷畫麵下(xià)的水平方向軟鍵有一個[機床數(shù)據]軟鍵,修改 PLC機床數據 MD14512[0]bit6=0,NC 軸軸參數 MD30200=1,軸參(cān)數(shù)MD30240 [1]=0,NCKRESET 後(hòu) A 軸的第一(yī)測量係統被改為(wéi)半閉環。
2.3 FAGOR 係統
在一台采用(yòng) FAGOR 8055 係統的臥式加(jiā)工中心上,Z 軸突然出現的報警,查報警說明後(hòu),知道是 Z 軸光柵尺故障,為了不影響正常生(shēng)產,將 Z 軸原(yuán)全(quán)閉環控製係統(光柵尺檢測)改為半閉環控製係(xì)統(編碼器檢測),修改方法如下:
(1) 按 MAINMENU,再(zài)按(àn)軟(ruǎn)鍵 F7(+)
(2)按軟件 F4(機床參數),打開 Z 參數設定畫麵,修改 P5=1,P6=-601,P7(柵距)=0.004,P8(脈衝數)=0,P13(計數(shù)方向)=NO,P14(反向間隙)=0,P15(螺(luó)距補償)=ON,P19(死區)=0.01,P63(光纜)=0,P47(零點(diǎn)偏置)=3.5
(3)打開 Z 軸伺服參數設定畫麵,修(xiū)改 EP1=1250 PPV。
(4)關閉電源,重新啟動機床,各軸回完零後機床即可正常使用。
3、 結束語
高(gāo)精度數控機床的位置檢測裝(zhuāng)置都是采用光柵尺(chǐ)的全閉環控製方式,而光柵尺出現故障(zhàng)的頻率相對(duì)很高,而(ér)且(qiě)訂貨周期較長。因此,當光(guāng)柵尺出現故障時,利用參數(shù)把全閉環控製(zhì)係統更改為半閉環控製係統,從而使得機床能夠正常工作(zuò)的方法將(jiāng)會成為(wéi)日常機床維修中(zhōng)必(bì)不可少的方(fāng)法。
投稿(gǎo)箱:
如果您有機床行業(yè)、企(qǐ)業相關新聞稿件發表,或進行資(zī)訊合作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企(qǐ)業相關新聞稿件發表,或進行資(zī)訊合作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息(xī)

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金(jīn)屬(shǔ)切削機床產量數據
- 2024年11月 分地區金屬切削機床(chuáng)產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能(néng)源汽(qì)車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量(liàng)數據
- 2024年10月(yuè) 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月(yuè) 新能源汽車銷量情況
- 2024年8月 新能源汽車產量(liàng)數據
- 2028年8月 基本型乘用車(轎車)產量數據
博文選萃
| 更多