



基於 PMAC 的馬鞍形焊(hàn)縫焊機數控係統研究
2020-8-19 來源(yuán):燕山大學機械工程學院 、繼續教(jiāo)育學(xué)院 作者:李宇鵬(péng) 郭超峰 孫洪勝(shèng)
摘要: 基於 PMAC 運動控製卡開發了馬鞍形焊縫焊機數控係統。首先,構(gòu)建了數控係統硬件結構。然後,針對接管與筒體焊接前(qián)存在變形、安裝誤差等複雜情況,提出采用馬鞍形曲(qǔ)線直接插補和(hé)在線示(shì)教方式相結合的軌(guǐ)跡規劃策略。MATLAB 仿真結果表明,該策略(luè)很好地實現(xiàn)了對(duì)焊槍運動軌跡的(de)控製。最後,基於模塊化設計(jì)理念開發了(le)數控係統軟件,其功能完善,運行穩定,實現了對馬鞍(ān)形焊縫焊(hàn)機的(de)控製。
在石油、化(huà)工、核電等行業壓力容器的製造中,廣泛存在接管與筒體相貫形成的馬鞍(ān)形焊縫的焊接[1]。由於相貫線是複雜空間曲線,采用人工或半自動設備(bèi)焊接時生(shēng)產效率低、焊接(jiē)質量不穩(wěn)定(dìng),產品(pǐn)可靠(kào)性差;采用通用的機器人進行焊接時,價格昂貴(guì)且編程難度大[2]。因此,越來越多地采用馬鞍形焊縫(féng)自動焊機。由當前市場上主(zhǔ)流的日本 FANUC、德國 SINUMERIK 等CNC 係(xì)統,不具備馬鞍形曲線直(zhí)接插補算法,且其硬件和軟件的封閉性較強,很難對其進行功能擴展。
目前大多采用(yòng)直線或圓弧插補方法實(shí)現馬鞍形曲線焊縫的焊接,存在編程難度大、線速度不(bú)均勻焊接質量差等問題。開放式數控係統具有可移植性可擴展性、相互(hù)操作性等特點,已成為當前CN發展的必然趨(qū)勢[3]。
本(běn)文根據(jù)馬鞍形焊縫焊機的功能特點和壓力容器接管焊接工藝技術(shù)要求,提出采用馬(mǎ)鞍形曲線直接插補算法和(hé)示教相結合的軌跡(jì)規劃策略,基於 PMAC 運動控(kòng)製卡構建馬(mǎ)鞍形焊縫(féng)焊機數控係統硬件結(jié)構,並采用模塊化設計理念開發數控係統軟件。
1 、硬件結構
1. 1 馬鞍(ān)形焊縫焊機結構
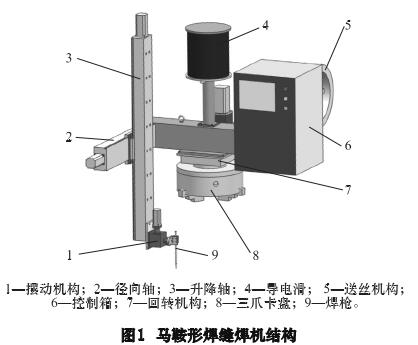
馬鞍形焊縫焊機結構如圖 1 所示(shì),焊(hàn)機主體(tǐ)部分由回轉軸、徑向軸、升降軸(zhóu)和擺動軸(zhóu)構成。焊接(jiē)機的回(huí)轉運動是由伺服電動機通過大減速比減速器,帶動整個箱體繞靜止的主(zhǔ)軸(zhóu)轉動。三爪卡盤通過法蘭盤和主軸相連接。徑向軸和升(shēng)降軸采用兩個直線模組(zǔ)組合成(chéng)的十字(zì)滑台。
焊槍擺動機構采用(yòng)蝸(wō)杆蝸輪減速器,結構更為緊湊,精度更高。在(zài)接管和筒體通過手工打(dǎ)底(dǐ)焊固定後,通過(guò)三爪(zhǎo)卡盤(pán)將馬鞍形焊縫焊機錨(máo)固在接管內壁上,通過升降軸和回轉(zhuǎn)軸的聯合運動完成接管馬鞍形焊縫的焊接。為了實現高的定(dìng)位精(jīng)度和運動平穩性,4 個軸的電動機都采用交流伺服電動機(jī),並配以相應的伺服驅動器驅動。
1. 2 馬鞍形焊縫焊機(jī)數控係統(tǒng)硬件結構
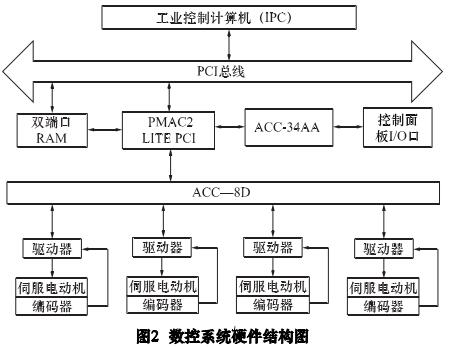
根據馬鞍形焊縫焊接對控製係統的要求,采用“工控機+運動控製卡”的上、下位機結構形式構(gòu)建的數控係統硬件結構如圖 2 所示。
上位機(jī)選用研(yán)華公司高性能 IPC-610H 工控機,下位機選(xuǎn)用 PMAC2 LITEPCI 運動控製卡,將(jiāng) PMAC 運動控(kòng)製卡插入工控機的總線(xiàn)插槽中實現 PMAC 和工控機的連接,通過 PCI 總線和雙端口
RAM 兩種方式實現工控機與 PMAC 的通訊(xùn)。PMAC 與焊機的 I/O 端口通過 ACC-34AA 接口板連接,用戶通過自行(háng)設計 PLC 程序,可(kě)實現對送(sòng)絲機、焊接電源等開關量的控製。
采用 ACC-8D 端(duān)子板連接運動控製卡和驅動器,實現(xiàn)各個運動軸的伺服閉環控製(zhì)。
2 、馬鞍形曲線插補算法
插補算法是數控係統的核心,它(tā)不僅決定著數控係統的插補精度,還(hái)對數控加工編程的複雜程度有影響。依據馬鞍形曲線焊縫的特(tè)點和壓力容器焊接工(gōng)藝要求,焊槍保持既定位姿條件下,通過回轉軸和升降軸的聯動就能夠(gòu)實現馬鞍形(xíng)曲線焊縫的焊接[4]。
采用馬鞍形曲線直接插補算(suàn)法,用戶隻需要輸入簡單的幾何參(cān)數就能夠自動規劃出焊槍的運動軌跡[5]。但實際(jì)上,由於接管定(dìng)位不準確或者筒體變形等原因造成馬鞍形曲線(xiàn)直接插補算法難以滿足高質量焊接要(yào)求。如果單純采用示教方式,不僅示教點多而且每(měi)個接管的焊接都需要示教,導致示教難度(dù)大、效率低。
針(zhēn)對馬鞍形曲線焊接(jiē)的複雜情況,本文提出采(cǎi)用馬鞍形曲線直(zhí)接插補與在線示教方(fāng)式相結合的(de)軌跡規劃策略,對於偏離標準馬鞍形(xíng)曲線的部分焊縫(féng),進行人工(gōng)在線示教方(fāng)式,既解決了直接插補時靈活性(xìng)差,又解決了單獨采用示教規劃時效率低、難度大等難題。
2. 1 馬鞍形曲線直接(jiē)插補(bǔ)算法(fǎ)
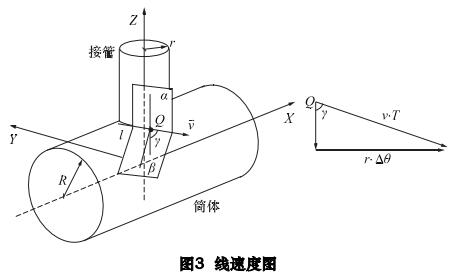
設馬(mǎ)鞍形曲線的參數方程為:
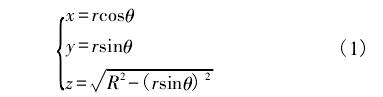
式中(zhōng): R 為筒體半徑; r 為接管(guǎn)半(bàn)徑; θ 為旋轉角度。如果保持回(huí)轉軸的角速度恒定(dìng),即每個插補周期T 內步進角 Δθ 恒定,則焊槍末端線速度不斷變化,不利於焊縫成形,易產生焊(hàn)接缺陷,影響工件(jiàn)使用(yòng)壽命。因此,要實時地調整步進(jìn)角 Δθ 的大小使焊槍末(mò)端線速度保持恒(héng)定[5]。
如(rú)圖 3 所示,馬鞍形曲線上(shàng)任意一點 Q,過點 Q 分別與接管、筒體外表麵相切的平麵為 α和 β,平麵 α 和 β 相交(jiāo)於直線 l,則過該點的線速度 v的方向為直線 l 的方向向量(liàng),Q 點線速度方向與 Z 軸的夾角為 γ。由於在一個插補周期 T 內,旋轉角 θ 的增量 Δθ 很小,對應的曲線都可以近似成直線(xiàn)段,從而得到:
將式( 6) 代(dài)入式( 2) 可求出恒定焊接速度 v 時步進角度 Δθ,再由式( 1) 可(kě)得升降軸的進(jìn)給量 Δz。
2. 2 示教方式軌跡規劃與插補算法
目前,NURBS 曲線(xiàn)已成為工程製造領域流行的自(zì)由曲線表達方法。但(dàn) NURBS 曲線(xiàn)的表達(dá)式比較複雜(zá),在(zài)反求控製頂點時(shí)計算量大,且當權因(yīn)子選取不當時會引起畸變[6]。B 樣條曲(qǔ)線相比
NURBS 曲線(xiàn)不僅能夠滿足(zú)一般(bān)工程問題的要求,而且(qiě)表達式更(gèng)為簡單。其中,三(sān)次(cì)均勻 B 樣線條曲線在分段連接點處是(shì) C2連續的,故其在工程設計中應用最廣。三次均勻 B 樣線條曲線的數學表達(dá)式為(wéi):

由於在示教起始點和結束點的線(xiàn)速度為已知,故可得(dé)兩個約束(shù)條件:
通過示教可以得到焊機各(gè)個運動軸的運動量構成的示教點( θ,s,h) ,由式( 12) 可求出所有的(de)特征點,再將求出的特征點代入式( 9) ,可以(yǐ)得到各個運動軸的參數表達式:
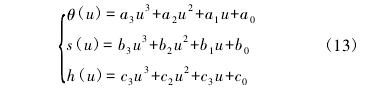
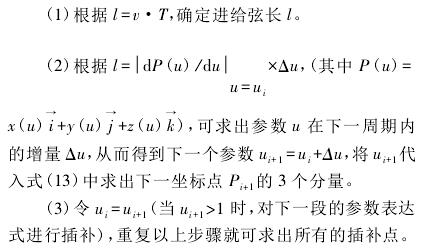
當前,三次 B 樣(yàng)條插補算法可(kě)分為: 等參(cān)數插(chā)補算法(fǎ)、恒速度插補算法、基於精度要求的插補算法、基於加速度要求的插(chā)補算法和基於精度和加速度(dù)要求的插補(bǔ)算法 5 種類型[6]。為實(shí)現(xiàn)焊接速度的恒定需(xū)求,本文采用恒(héng)速度(dù)的三次均勻 B 樣條插補算法。其計算步驟如(rú)下:
要求出 d P( u) /du 的值,需要知道焊接位置點在笛卡爾坐標係下的表達式。由於本課題中有旋(xuán)轉軸和擺動軸,且各個運動軸(zhóu)的參數表達(dá)式不是(shì)在笛卡爾坐標(biāo)係下(xià)求出的,需要將其轉換到笛(dí)卡(kǎ)爾(ěr)坐標(biāo)係下才能求出 d P( u) /du 。以下說明求解(jiě) d P( u) /du 的基本過程。
焊(hàn)機複位後,升降(jiàng)軸線和(hé)擺(bǎi)動軸線的交點 A 到焊機(jī)旋轉軸線(xiàn)的距離為 L1,到焊機坐標(biāo)係 XoOoYo麵的距(jù)離為 L2,擺動杆長為 L3。
根據馬鞍形焊縫焊機的(de)結構特(tè)點,以回轉主軸軸線(xiàn)和減速器底麵的交點(diǎn)為(wéi)焊機坐標(biāo)係原點 Oo,建(jiàn)立焊機坐標係 Oo- XoYoZo,如圖 4 所示。
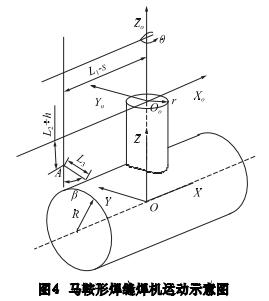
與焊機複位時相比(bǐ),焊機各個運動軸的(de)運(yùn)動情況如下: 旋轉軸從 X 軸(zhóu)正(zhèng)向開(kāi)始按逆時(shí)針方向繞 Z 軸的(de)旋(xuán)轉角度為 θ,徑向軸沿 X 軸的移(yí)動距離為(wéi) s,擺動軸(zhóu)的擺動角度為 β。設(shè)焊槍(qiāng)末端點在焊機坐標係中的位置(zhì)為( x,y,z) ,則其表達式為(wéi):
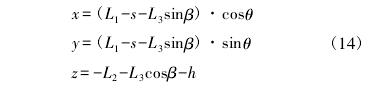
由(yóu)於 x、y、z 都是(shì)關於 s、h、θ 的表達(dá)式,且 s、h、θ 又都是關(guān)於參數 u 的表達式,故可得:
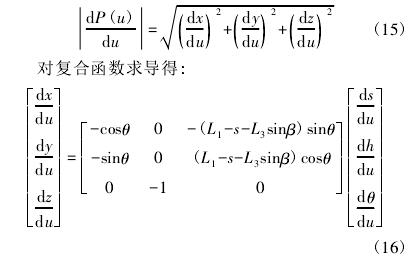
將式( 16) 代入式(shì)( 15) 可得 d P( u) /du。若接管半徑 r = 250 mm,筒體半徑 R = 800 mm,插補周期 T =0. 02 s,焊接速(sù)度 v = 10 mm / s、L1= 400 mm、L2= 100mm、擺動杆 L3= 100 mm、擺杆夾(jiá)角(jiǎo) β = 4°。
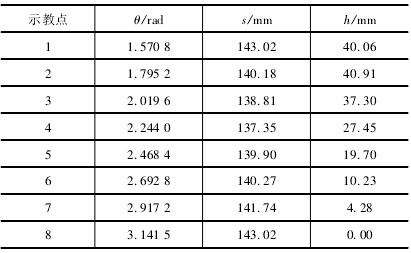
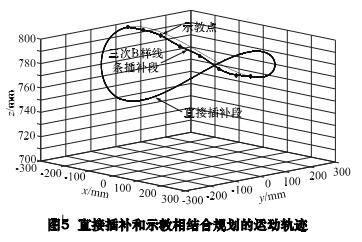
焊接前在試運行模(mó)式下,根據實(shí)際情(qíng)況對焊槍進(jìn)行(háng)調整,得到的示教點如表 1 所示。通過 MATLAB 仿真(zhēn)得到(dào)的馬鞍形曲線直接插補和示教方式規劃的焊槍運動(dòng)軌跡,如圖 5 所示。
由圖可知,直接插補段插補結果是馬鞍形曲線的一部分(fèn),示教編程段規劃出的運動軌(guǐ)跡是一條光滑的曲線,其與直接插補段連接處過渡平滑,證實了該軌跡(jì)規劃策(cè)略的合理性和(hé)可行性。
表 1 示教點
3 、數控係統軟件開發
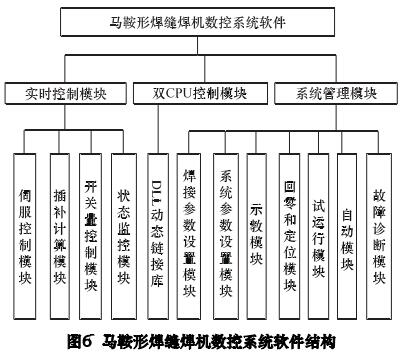
本文選用 WINDOWS XP 為數控係統軟件開發平台,采用 VC + + 6. 0 開發工具,通過調用 PCOMM32. DLL 動態鏈接庫實現工控機和 PMAC 卡之間的通訊,依據馬鞍形焊縫焊接(jiē)對焊機的功能要求,基於模塊化設計(jì)理念開發數控係統軟件,並借助 PEWIN 軟件對 PMAC 卡中相應(yīng)參數進行設置,係統軟件結構如圖 6 所示。
3. 1 係(xì)統實時控製模塊
實時控製模塊是(shì)在 PMAC 卡固有的模塊基礎上進行的功能模塊開發,主要包括(kuò): 插補計算模塊(kuài)、伺服控製模(mó)塊、開關量控製模塊和狀態(tài)監控模塊。
( 1) 插補計算模塊。該模塊的任務是在一定(dìng)焊接速度和精(jīng)度要求的(de)前提下,按照預處理算法計算出焊槍的運動軌跡,再生成各個軸運動指令(lìng)。
本文采用數據采樣法插補思想,由上位機完成粗插補、下(xià)位機完(wán)成實時精插補。粗插補采用馬鞍形曲線直(zhí)接插補算法或三(sān)次均勻(yún) B 樣條插補算法,精插補采用 PMAC 卡提供的 SPLINE1 模式,該模式(shì)采(cǎi)用 S 型曲線加減速,在(zài)區段交界處速度和加速度沒有突變[7]。
( 2) 伺服控製模塊。
由 PMAC 運動(dòng)控製卡(kǎ)完成位置閉環,伺服驅動器完成電流和速度這兩個(gè)閉環的(de)控製。采用 PMAC 卡為用戶提供的(de)“PID+速度/加速度前饋+NOTCH 濾波”的控製算法。
( 3) 開關(guān)量控製模塊。
該模塊(kuài)主要完成對馬鞍形焊縫(féng)焊機的開關量(liàng)的控製,包括焊接電源開關(guān),送絲機開關,限位開關等,需要用戶為用到的 PMAC 卡中的每個 I/O 口定義一個(gè) M 類變量,編寫相應的 PLC 程序可實現對焊機的邏輯順序控製(zhì)。
( 4) 狀態監控模塊。
該模塊主要是(shì)實時地(dì)檢測運動(dòng)控製卡的狀態和電動機的狀態、位置(zhì)、速(sù)度等信息,並通過雙端口 RAM 實(shí)現(xiàn) PMAC 卡和工控機的通信。
3. 2 係統(tǒng)管理模塊
係統管理模塊是(shì)數控係統軟件中非常重(chóng)要的組成部分,主要實現係統初始化參數設置、焊(hàn)接參數設置、手動操作、自動定位、故障診(zhěn)斷(duàn)、加工運(yùn)行等功能。
( 1) 係統主控模(mó)塊。
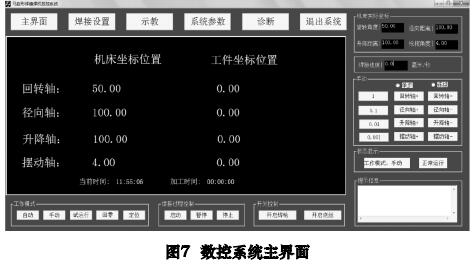
主控模塊(kuài)要為操作者提供一個直觀的(de)、友好的操作環境。主控模塊應包含係統控製(zhì)所需的所有控製按鈕和設定選擇欄,而且(qiě)要方便用戶操作。主模塊(kuài)主要包括係統(tǒng)參數設置、焊接參數設置、手動操作(zuò)、診斷、啟動和停止等(děng)按鈕。開發的馬鞍形焊縫焊機數(shù)控係統主界麵如圖 7 所示。
( 2) 焊接參數設置模塊(kuài)。
通過對焊接工件尺寸、坡口(kǒu)尺寸以及焊絲直(zhí)徑等焊接工藝參數的設置,通(tōng)過調用多層多道焊接路徑規劃模塊[8],計算出各個焊道的位置,每焊完一(yī)道焊縫,將焊槍進行一定的偏移,實
現多層多道連續自動焊接。
( 3) 示教模塊。
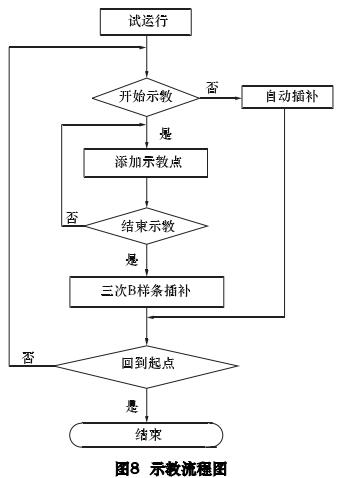
將焊槍調整到焊(hàn)接起始點,並進入試運行模式,當焊槍偏離標(biāo)準馬鞍形曲線時,及時按(àn)下“暫(zàn)停”按(àn)鈕,進(jìn)行人工示教規劃焊槍運動軌跡。示教流程如(rú)圖 8 所示。
4 、結語
本文根據馬鞍形焊縫焊接的特點(diǎn)和高質量焊接要求,基於 PMAC 運動控製卡開發了馬鞍形焊縫焊機數控係統。提出的馬鞍形曲線直接插補(bǔ)算法和示教相結合的軌跡規劃策略,能有效地控製焊槍(qiāng)的運動軌跡,且具有(yǒu)較高的軌跡精度。基於(yú)模塊(kuài)化設計理念 在Window 平台下采(cǎi)用 VC + + 編程語言開發了數控係統軟件,經調試運行表明該係統性(xìng)能良好,運行穩定(dìng),操作簡單(dān),實現了對馬鞍形焊縫焊機的控製,滿足了壓力容器中接管與筒體的高質量焊接要求。
投稿箱:
如果(guǒ)您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果(guǒ)您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多(duō)相關信息
州金(jīn)馬")
業界視點
| 更多
查")
行業數據
| 更多(duō)
- 2024年11月 金屬切削(xuē)機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸(zhóu)承出口情況
- 2024年(nián)11月 基本型乘用車(轎車)產(chǎn)量數(shù)據
- 2024年11月(yuè) 新能源汽車產量數據
- 2024年11月 新能源汽(qì)車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸(zhóu)承(chéng)出口情況
- 2024年10月 分地區金屬(shǔ)切削機床產量(liàng)數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車(chē)銷量(liàng)情況
- 2024年8月 新能源(yuán)汽車產(chǎn)量數據
- 2028年8月 基本型乘用車(轎(jiào)車)產量數據
博文(wén)選萃
| 更多