



臥(wò)式車床的電氣研究與西門子(zǐ) PLC
2020-5-21 來源: 中捷機床有限公司 作者(zhě):劉 野
摘要:電氣控製係統是一個負責的係統,包含接線圖、原理圖,元件的選(xuǎn)擇及安裝。機床的電氣係統(tǒng)的複雜程度會更高,數控機床除了包含本身的電氣控製,還需要有數控係統,例如西門子 PLC,可(kě)編程控製器設備軟件的設計,都是需要與機床配合研究,對於機床本身的電氣控製原理圖,根(gēn)據機床的功能和加工範圍進行設計(jì),將臥式車床的性能最優。
關鍵詞:西門子 PLC;設備軟件;電(diàn)氣控製原理(lǐ)分析
1、西門子PLC
西門子 PLC 是德國西門子公司針對於生產控製而研發的(de)產品(pǐn),在冶金、化工、機械等領域廣泛應用,主要的產品有 S7-200、S7-300、S7-400、工業網絡(luò)、HMI 人機界麵、工業軟件等,如圖 1。

圖 1 西門子 PLC
S7-200 可編程控製器是一個超小型小型(xíng)的設備,同時還帶有自動檢(jiǎn)測、監(jiān)控等,單機和網絡都可(kě)以實現控製。S7-300 是一個小(xiǎo)型的 PLC,同時本身模塊可以進行隨意組合,具備高速的運算(suàn),對於 S7-300 係統集合了人機界麵操作,這樣就會減少軟件的編程,與(yǔ) S7-200 相比,還(hái)帶有數據處理傳送係統,可以更好的監控和診斷係統的運行情況。S7-400 為無風扇設計,可靠性更穩定,是一(yī)種高性能的可編程控製器,如果需要控製係(xì)統擴大和升級,隻(zhī)要增加一個模板就可以。
工業通訊(xùn)網絡,這個是(shì)西門子自動化係統的基礎,是一個網絡平台。
人機界(jiè)麵軟件,包含兩種分別為機器(qì)級 ProTool 和監控級 WinCC,ProTool 使用範圍廣,從操作麵板到標準 PC都(dōu)可以(yǐ)應用(yòng),Win CC 是一個麵向監控和(hé)數(shù)據采集的軟件。
2、設備軟件
編程(chéng)軟件是要是協助操作者對機(jī)器進行控製,是設的(de)翻譯員,同時還具有對設備進行參數設計與加(jiā)密(mì)的功能,實(shí)現輸入、編輯、編譯的(de)功能。
指令係統包(bāo)含指令樹、狀態圖、狀態(tài)欄等,指令樹是項目對象和程序編程(chéng)器的樹形視圖,狀態欄是輸入、輸出和變量的監視圖,狀態欄(lán)是提供操作時候的信息欄。
監視係統用來選擇程序數據顯(xiǎn)示窗口顯示不同程(chéng)序編輯器,例如語句、梯形體等,可以對數據、符號進行設定,同時還可以對係統快、交(jiāo)叉引用以及通訊參數進行設置。
仿真軟件(如圖(tú) 2),是模擬生產時候的控製狀態,所具(jù)有的功(gōng)能有PLC寄存器、硬件診(zhěn)斷、變量監控、程序調試等。

圖 2 S7-200 仿真軟件
軟件設計時候,要保證機床編(biān)程使用後定時精(jīng)度和定時範圍的準確性,定時器有 1ms、10ms 和 100ms,保證機床數控裝置的精度,才能保證機床加工的精度。
3、電氣控製原理分析
對(duì)於臥式車床的電氣控製係統,係統中包含主電路和控製電路,主電路(如圖 3)中有(yǒu)三種電機,分別控製車床的主軸,溜(liū)板的運動以及冷卻係統電機。
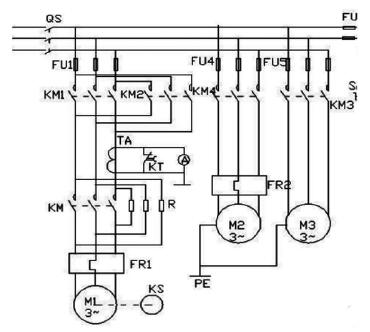
圖 3 主電(diàn)路圖
對於(yú)機床的主電路研究,最基本的(de)就是主軸的正反轉,因(yīn)為臥式車床在加工時候,需要主軸進行正反轉運動,如上圖線路圖所示,主軸的電機為M1,當KM1閉(bì)合,KM2斷開時候(hòu),主軸電(diàn)機M1為正轉,反過來KM1斷(duàn)開,KM2閉合,主軸為反轉。
在(zài)臥式車床的電氣控製係統中,有繞組電流監控裝置,也就是電流表 A,它是監控(kòng) M1 電機主電路中繞組電流的,這個(gè)原(yuán)理為 TA 線圈在主線路中有一相與之連接,當電(diàn)流中有電流時候,產生感應(yīng)電流,這時候 KT 為常閉狀態,如果 KT 斷開,A 表就會檢(jiǎn)測到繞組電流。KS 的作用是對主電路中的 M1 電機的轉速進行監控,電(diàn)機 M2 控(kòng)製的為冷卻液,機床在進切削時候,閉合 KM4,電機(jī)工作,M3 為溜板箱運動的電機,通過閉合 KM3 進行控製,由於移動時候可以是點動,所以在(zài)電路中不設置過載保護,隻有短路(lù)保護。
車床的(de)控(kòng)製電路主要是對主軸電(diàn)動機的製(zhì)動、反轉製動、移動電機的製動、照明係統等的電路控製,對於臥式車床的電氣控(kòng)製係統的設計要避免主軸電機啟動後行程自鎖,同時還(hái)需要(yào)對(duì)布線進行設(shè)計,例如在電氣櫃外部布線時候,需要在管道或者機床(chuáng)底座內走線,不應該產生線頭。
4、結語
可編程控製係(xì)統的設計要采用接線少、體積和(hé)功耗要小、控製反應速度(dù)快,可靠性高,同時控製邏輯要簡單,操作性要強,配備適當(dāng)的控製係統,將臥式車床控製功能和(hé)自動化生產水平得到提高,對於 PLC 軟件設計,要通過I/O點數和性價比等因(yīn)素,降低成本,選取合理的控製裝置,綜合(hé)分配 PLC 地(dì)址和梯形圖,實現臥式車床的(de)自動化控製。
投稿箱:
如果您有機床行業(yè)、企業相關新聞稿件發表,或進行(háng)資訊(xùn)合作,歡(huān)迎聯係本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業相關新聞稿件發表,或進行(háng)資訊(xùn)合作,歡(huān)迎聯係本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com
更多相關信息

業(yè)界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切(qiē)削機床產量(liàng)數據
- 2024年11月 分地區金屬切削機床產量數據(jù)
- 2024年11月 軸承出口情況
- 2024年(nián)11月 基本型乘用車(轎(jiào)車)產量數據
- 2024年11月 新能源(yuán)汽(qì)車產量數據
- 2024年11月 新能源汽車銷量情(qíng)況
- 2024年10月 新能源汽車產量數據
- 2024年(nián)10月 軸承出口(kǒu)情況
- 2024年10月 分地(dì)區金(jīn)屬切削機床產量數(shù)據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車(chē)銷(xiāo)量情況
- 2024年8月 新能源汽車(chē)產量數據
- 2028年(nián)8月 基本型乘用車(轎(jiào)車)產(chǎn)量數據