控")



基於多核CPU的嵌入式數控係統研究(jiū)
2018-3-27 來(lái)源(yuán):廣東工業大學自動化學(xué)院,廣州奇芯機器人(rén) 作者:馮文波 廉(lián)迎戰,甘(gān)玉軒 張錦源 邱民(mín) 萬
摘要:選擇了Texas Instruments公司(sī)的C6A814x(A8+DSP)雙核異構處理器作為數控係統的主控製器,開展數控係統的產品預研工作,介紹的技術方法和框架模(mó)型已經基於相關硬件平(píng)台完成全麵貫通驗證,提供了實現高檔數控係統關鍵技術所需要的基木架構資源和渾然(rán)天成一體的集成平台,具備推廣應用價值。
關鍵詞:數控(kòng)係統.C6A814x.A8.DSP,嵌入式Linux.多核處理器
1、多核CPU數(shù)控係統硬件(jiàn)架構設計
(1) 主控芯(xīn)片選型
針對中高檔數控(kòng)係統的對硬件平台要求,本(běn)文選擇德州儀器公(gōng)司(TI)的C6A814x作為數控(kòng)係(xì)統的主控(kòng)芯片,C6A814x采用」「對稱異構的多核設計方(fāng)案,集成750M Hz的下MS32CC674x浮點與定點DSP處理器和(hé)1GHz主頻的ARM Cortex-A8處理器在同一顆芯片上。
對(duì)於C6A814x處理器的(de)應用開發,TI公司為(wéi)客戶提供了一套完整(zhěng)的硬件評估板(bǎn)、軟件開發套件和(hé)CCS集(jí)成開發環境,針對ARM的應用開發,TI提供了Linux的SDK開發套件、圖形開發套件、範例圖形以及啟動代碼等。
(2) 係統(tǒng)硬件平台架構設計
為提高數控係統的可移植性、可伸縮性、可維護性和兼容性,硬件平台采用單元模(mó)塊(kuài)化結構設計,如圖1所示,實時係統與非實時係統(tǒng)在模塊上分開(kāi),即在(zài)ARM核上(shàng)運行應用功能程序,在DSP核上運行實時(shí)控製程序;各CPU核之間通過內部總線(xiàn)進行數(shù)據交互;同時對主要的硬件模塊(kuài)采用8層板進行設計,提高係統的抗震和抗(kàng)電磁(cí)幹擾能力。
係(xì)統的硬件平台的(de)總體設計(jì)如圖1所示:
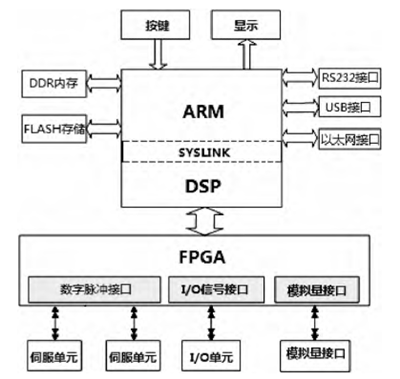
圖1 數控係統硬件平(píng)台架構
C6A814x處理器的ARM核運行Linux操作係統和數控係統應用軟(ruǎn)件,實現人機(jī)交互等非實時任務(wù),主要的功能模塊包括:顯示模塊、鍵盤輸入(rù)、數據存儲模塊以及外(wài)部數據通(tōng)訊模塊(RS232,USB接口(kǒu)、千兆以太網(wǎng))。C6A814x處理器的DSP核運(yùn)行SYSBioses實時操作係統,提供(gòng)多(duō)任務昔理架構,負責數控(kòng)係統多(duō)通(tōng)道(dào)的實時任務(wù)主(zhǔ)要(yào)包括運動控製模塊(插補運算(suàn))和業務邏輯處理模塊(kuài),DSP和ARM之(zhī)間通過Syslink使用消息隊列進行高速互聯通信。
FPGA負責外圍接口電路信號采集和控製,主要功能模塊包括(kuò)數字脈衝信號處理(lǐ)模塊,模擬信號處理模塊,PMC模塊等。PMC模塊處理用於數控係統與機床之間的開關控製和信號傳遞(dì),包括機床主軸的控製、刀庫控製以及機床零點、限位等信號的(de)控製。
采用模塊化的設計方法(fǎ),能夠縮短(duǎn)產品的設計周期和研發周期、降低研發和製造(zào)成木、提高產品的(de)的可靠性和設(shè)計質量。
2、多核CPU數控係統軟(ruǎn)件功能模塊設計(jì)
基(jī)於上述軟軟硬件平台和高檔數控係統的功能需求,數控係統軟件功能模塊設計如圖2所示:
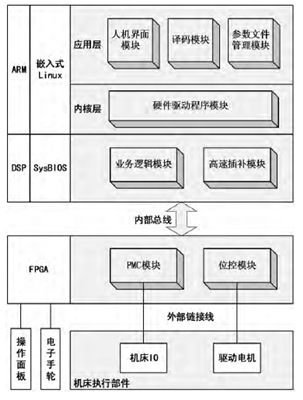
圖2 數控(kòng)係統軟件功能模塊
係統軟件(jiàn)總共分為ARM功能區,DSP功能區(qū)、FPGA功能(néng)區和上位機軟件模塊。
1)ARM功能區:ARM處理器運行Linux操作係統,負責數控(kòng)係統的人(rén)機交互、指令譯碼、刀補、故障報警診斷和網絡通訊等功能模塊。
2)DSP功能區(qū):DSP運行Bioses實時係統,主(zhǔ)要負責負責(zé)運動軌跡的前瞻和(hé)插補運算、加(jiā)減速的控製和業務務邏輯處理等功能。
3)FPGA功能區:FPGA作為現場可(kě)編程門陣列,在處理(lǐ)乘法和邏輯運算具有明顯優勢。FPGA具有高速的數字(zì)信號處(chù)理能力,實時性強, 性能(néng)穩定。在FPGA中(zhōng)還可(kě)以內嵌軟核CPU,方便用戶進(jìn)行資源配置,靈活性高、可移植性強。
3、多核CPU數控係(xì)統多任務和核間(jiān)通信設計
良(liáng)好的實時多任務昔理和CPU之(zhī)間快速通信機製是實現高速實(shí)時插(chā)補和多通道技術基(jī)礎,直接決(jué)定高檔數(shù)控係統穩定行和可靠性(xìng)。
C6A814x處理器的DSP核運行SYSBioses實時操作係統,提供實時多任務昔理架構,負責數控係統的實時任務主要包(bāo)括多通道調度、運動(dòng)控製模塊(插補運(yùn)算)和業務邏輯模塊;C6A814x處理(lǐ)器支(zhī)持異構多核間通信組件SysLink,來實(shí)現DSP和ARM之間的高效協作。SysLink的通(tōng)信組件,定義了Notify,MessageQ,ListMp和GateMp等多種核間高速互聯通信機製,這些通(tōng)信機製對開發者透明(míng),開發者不必要(yào)了解實現(xiàn)細節(jiē)直接調用相關接}}就可以完成同構或異(yì)構核間高速(sù)通信。本文就使用了SysLink的消息隊列(MessageQ)實現(xiàn)數控係統多核多任(rèn)務之間的數據(jù)通(tōng)信。每個消息對了可以有多個發送端,但(dàn)是隻能有一個接收端,每個任務可以對多個消息隊列進行讀寫操(cāo)作。一個任務在接收消息時,必須先創建(jiàn)消息隊列,而在發送消息前(qián),需要打開預定的接收消息隊列;多通道調度使用SYSBioses的信號量機製來實現。
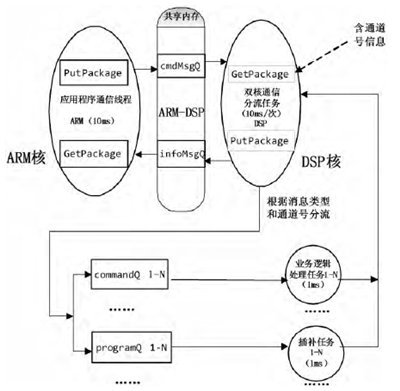
圖3 多任務管理和核間通信設計圖
(1) ARM核端
ARM核的應用程(chéng)序通信線程調用PutPackage過程向位於ARM-DSP共(gòng)享內存中的(de)消息隊列cmdMsgQ發送包含指定通道號和類型(指令/G代碼)的指令信息,調用(yòng)GetPackage過程從位於ARM-DSP共(gòng)享(xiǎng)內(nèi)存中的消息隊列infoMsgQ接受數控係統內部實時數據信息,提供給位於(yú)ARM核(hé)的數控係統應用程序使用。
(2) DSP核端
基於(yú)SysBioses的多任務昔理機製,在DSP核建立通信分流實時任務,調用PutPackage過程從消息隊列cmdMsgO獲得指令信息並根(gēn)據其中的類型(xíng)和通(tōng)道號發送給對應通道的命令消息隊(duì)列和程(chéng)序消息(xī)隊列;調用GetPackage過程把不(bú)同通道的插補和業務邏輯處理任務的實時數據信息發送給消息隊列infoMsgO,.
基於SysBioses的多任務(wù)昔理(lǐ)機製,為每個(gè)的通道(dào)建立對應的插補、業務邏輯處理等實時任務,計算機床運動軌跡和操作控製序列(liè),處理對應通道的數控係統控製業務。
實現多通道昔理的任務模塊(kuài)定義及說(shuō)明如表1、表2所示:
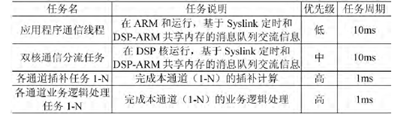
表1 多通道任務模塊(kuài)定義及說明
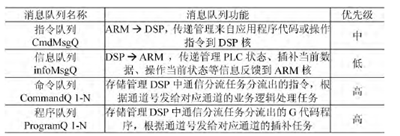
表2 係統使用的消息隊列(liè)
4、結束語
本文(wén)介紹一種(zhǒng)基於嵌入式多(duō)核(hé)處理器平台的數控(kòng)係統,該係統(tǒng)優勢主要體(tǐ)現在(zài)以下幾個方麵:
(1)采用多核異構(gòu)處理器架構,更加符合中高檔數控係統(tǒng)多任務實(shí)時處理的需求。
(2)采用無風(fēng)扇低(dī)功耗的SOC處理器,極大減少外圍電(diàn)路和器件數量,降低(dī)硬件成木(mù),使得係統平台更穩定、更可(kě)靠。
(3)采用異構多核處理器架構,能夠簡化係統軟硬件的結構和(hé)模(mó)塊間通(tōng)信設(shè)計,顯著縮(suō)短開發周期,降低開發成本。
隨著(zhe)芯片技術的快速發展,基於多核平台的數控係統開發也將成為數控係統技術的主要發展趨(qū)勢。該方案在廣州奇芯機器人技術有限公(gōng)司(sī)的(de)數控係統產品中得到實際(jì)應用;擴展這種思路,具備Syslink通信機製的同構型多核(hé)處理(lǐ)器應用(yòng)於多模塊伺(sì)服驅動器產品的研發將是一(yī)個具有發展前景的工作。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更(gèng)多相關信息
")
業界(jiè)視點
| 更多

行業數據
| 更多
- 2024年(nián)11月 金(jīn)屬切削機床產量數據
- 2024年11月 分地區金屬切(qiē)削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年(nián)11月 新能源汽車產量數據
- 2024年11月 新能(néng)源汽車銷量情況(kuàng)
- 2024年(nián)10月 新能源汽車產量數據(jù)
- 2024年10月 軸承出口情況
- 2024年(nián)10月 分地區(qū)金屬切削機床(chuáng)產量數據
- 2024年10月 金屬切削機床產量(liàng)數據
- 2024年9月 新能源汽車銷量(liàng)情況
- 2024年8月 新能源(yuán)汽車(chē)產量(liàng)數據
- 2028年(nián)8月 基本型乘用車(轎車)產量數據
博文選萃
| 更多
- 機械加工過程圖示
- 判斷(duàn)一台加工中心精度的幾種辦法
- 中(zhōng)走絲線切(qiē)割機床的發展趨勢(shì)
- 國產數控係統和(hé)數控機床何去何從?
- 中(zhōng)國的技術工人都去哪裏了?
- 機械老板做了十多年(nián),為何還是小(xiǎo)作坊(fāng)?
- 機械(xiè)行業最新自殺性營銷,害人害己!不倒閉才
- 製造業大逃亡
- 智能(néng)時代,少談點智造,多談點製造
- 現實麵前,國人(rén)沉默。製造業的騰飛,要從機床
- 一文搞(gǎo)懂數控車(chē)床加工刀具補償功能
- 車床鑽孔攻螺紋加工方法及(jí)工裝設計
- 傳統鑽削(xuē)與螺旋銑孔加工(gōng)工藝的區別