



摘 要:數控轉塔衝床的控製係統運用(yòng)的是(shì) PC 與軟 PLC 結合,基於 TwinCAT 平台上(shàng)完成人機界麵的操作,通(tōng)過分析(xī)處理所輸入的信息,將 I/O 模塊反饋至 PLC 之中,以(yǐ)實現驅動各部(bù)件運作和信息交互的目(mù)的(de),並且在 Visual Studio.NET2008 中采用 C# 語言設(shè)計人機界麵(miàn)。
關鍵詞:人機(jī)交(jiāo)互;TwinCAT;軟 PLC
1 、數控轉塔衝床的組成
基於 PC 的控製係統能夠大幅(fú)提升係統的信息儲存能力、靈活性和連接性,是一個集成化、多功能的開放式平台。為滿足現(xiàn)代化生產的需要(yào),使係統(tǒng)的維護更加方便,結構更加緊湊,本係統采用的是軟 PLC 與 PC 的結合,研究對象是 ET-300 係列的數(shù)控轉塔衝床(chuáng)。該衝(chōng)床包括以下幾個(gè)組成部分:
①數控係統。能夠完成自動加工的轉塔(tǎ)衝床其核心是數控係統,不(bú)但能控製機床各功能的部件,完成加工任務,對(duì)操作人員的(de)操作命令進(jìn)行接收,還能對轉塔衝床(chuáng)的加工環境和工作狀態進行實時的監控。
②伺服係統。轉塔衝床一個最主要的(de)部件就是伺服係統,它能夠實現轉塔(tǎ)衝床各軸位置、速度的精確控製,對數控係統的運動(dòng)命令加以接受,並直接驅動各(gè)軸運動。
③電氣係統。電氣係(xì)統主要涵蓋氣動部件、傳感器、電動機與數控係統以及氣動控(kòng)製回路和各種(zhǒng)被轉塔衝床所用到的傳感器。電氣(qì)係(xì)統的樞紐是(shì)電器櫃。
④機床床身(shēn)。涵蓋外罩、底座等。
⑤傳(chuán)動係統。涵蓋 c 軸傳(chuán)動機構、t 軸傳動機構、y 軸傳動機構、x軸傳(chuán)動機構和主軸傳動機構。
⑥輔助部件(jiàn)。為實現一些特殊(shū)的功能還需要工件夾鉗、定位裝置等輔助部件。
2 、設計數控係統和人機界麵
控製係統有(yǒu)軟件和硬(yìng)件兩部分(fèn)。控製係統的硬件(jiàn)部(bù)分主要包括端子係統、伺(sì)服係統、總線係(xì)統和 IPC 等(děng),其驅動伺服電動機來實現相應動作的完成是通(tōng)過控製伺服驅動器來實(shí)現的,這需要實現 IPC同端子係統和伺服係統的通信,EtherCAT 總線與工控機連(lián)接(jiē),並運用以(yǐ)太(tài)網現場(chǎng) EtherCAT 總線技(jì)術。端子係統能夠(gòu)實現信息的傳輸和反饋,它連接執行開關和外部傳感器等。工控機選用 EK1110 的EtherCAT 總線耦合器,配備(bèi) PC 控製麵板,所采用的 C6150 由BECKHOFF 提供(gòng)。這種數控轉(zhuǎn)塔衝床需配備 4 個伺服驅(qū)動器。輸入、輸出的端子模塊由 EL1008-8 通道數字量來(lái)完成,並通過連接外部(bù)的執行器(qì)和傳感器確定其具體的個數。控製係統(tǒng)的硬件組成結構如(rú)圖 1 所示(shì)。
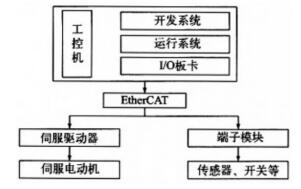
圖 1 控製係(xì)統硬(yìng)件組(zǔ)成圖(tú)
能夠完成控製係統功能(néng)的核(hé)心部分(fèn)就是控(kòng)製係(xì)統的軟件部分,這涵蓋操作係統、上位機(jī)程序、組態(tài)軟件、軟 PLC、TwinCAT 平台以及人機界(jiè)麵程序(xù)。軟件部分的基礎就是 TwinCAT,這是組態軟件和軟PLC 的運行平(píng)台。在 TwinCAT 平台上有上(shàng)位機程序,以負責完成TwinCAT 控製係統的交互與通信和用(yòng)戶操(cāo)作命令(lìng)的實現。為符(fú)合用(yòng)戶的需(xū)求,滿足(zú)簡便友好的特點,將 Windonws XP 操(cāo)作係統應用於IPC 上。
人機界麵是一種為用戶(hù)與係統之間提供信息交互服務的媒介,它被廣泛地應用工業控製當中。在 Visual Studio.NET2008 中采用 C#的編程語言來設計人機界麵,並且盡量采用 Windows 界麵的兼容標準特征以滿足標準 Windows 係統被(bèi)絕大(dà)多數用戶所熟悉的要求。
3 、在(zài) TwinCAT 平台上實現軟 PLC 係統的技術與結(jié)構
3.1 軟 PLC 係統(tǒng)結構
基於(yú) PC 的軟 PLC 要(yào)想實(shí)現傳統 PLC 的編程、存儲、控製和計算功能就要通(tōng)過軟件方法,經過現場總線和 I/O 模塊等物理設備來(lái)有效實現信號的輸出以(yǐ)及數據的(de)采集,它對自動化的工廠體係結構進行簡化,能把(bǎ)各種特定的應用、人機界麵、通信和控(kòng)製全部合(hé)為一體,並在同一個硬件(jiàn)平台上加以運用。這(zhè)兩者(zhě)都在同一個 IPC 內,其中運行係統(tǒng)負責應用程序的執(zhí)行和整個係統的管理(lǐ),開放係統則被應用於應用程序 PLC 的開發,兩個係統之間的通信通過 DLL 文件實(shí)現。
3.2 軟 PLC 的技術實現
本(běn)係統通過(guò) BECKHOFF 所提供專用的軟件 TwinCAT 來實現軟PLC,可編程控製器為 PC,IEC61131-3 標準被應用於其相(xiàng)應的編程工具(jù),能夠連接所有的使用微軟開放式標準(zhǔn)程序、帶用戶接口(kǒu)的數據通訊、用於 I/O 信號(hào)的 PC 卡和公共現場總線。倘若要求控製器(qì)要有(yǒu)較高的控製性和可靠性,提升實時監(jiān)控的(de)性能,就要選擇插槽式的(de) PLC。由於(yú)這種 PLC 有獨立地操作係統,故有(yǒu)準確的重新啟動和可靠(kào)的數據存儲功能。本係統采用(yòng)的是 TwinCAT PLC,即軟件式的PLC。
3.3 使用 TwinCAT PLC
軟 PLC 指的是 TwinCAT PLC,能(néng)讓 4 個虛擬“PLC CPU”在一個PC 機上運行,同時運行 4 個用戶任務(wù)。TwinCAT PLC 可以周(zhōu)期性地循環工作,並能完(wán)成輸(shū)出刷新、程序執行和輸入采樣。TwinCAT PLC可以選擇性地讀取輸入數據(jù)和狀態。其原理在於(yú)能把 TwinCAT PLC的輸入點視為一個串點序列,某個串點或每個串點均有相應的判斷條(tiáo)件,若條件不滿足(zú),就要把對應的輸入(rù)端點跳開(kāi)。
4 、結語
數控轉(zhuǎn)塔衝(chōng)床的控製係統是在基於 PC 的基礎上把軟 PLC 同PC 進行完美結合,其人機界麵與機床的交互通過內置軟 PLC 實現。其能對工業自動化的控製結構大大地加以簡化,有利於不(bú)斷地推進我國在控製係統的研究領域的事業的發展。
如果您有(yǒu)機床(chuáng)行業、企業相關新聞稿件發表,或進(jìn)行資訊合作(zuò),歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區(qū)金屬切削機床產量數據
- 2024年11月 軸承(chéng)出口情況
- 2024年(nián)11月(yuè) 基本型乘用車(轎車)產量(liàng)數據(jù)
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出(chū)口情況
- 2024年10月 分地區金屬切(qiē)削機床產量數據
- 2024年10月 金屬切削機床產(chǎn)量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月(yuè) 基本型乘用車(轎車)產量數據
- 機械加工過(guò)程(chéng)圖(tú)示
- 判斷一台加工中心精度的(de)幾種辦法
- 中走絲線(xiàn)切割機床的發展趨勢
- 國產數控係統和數控機床何去何從(cóng)?
- 中國(guó)的技術工(gōng)人都去哪裏了?
- 機(jī)械(xiè)老板做了十多年,為何還是小作坊?
- 機械行業最新自殺性營銷(xiāo),害人害己!不倒(dǎo)閉才
- 製造業大逃亡(wáng)
- 智能時代,少談點(diǎn)智造,多談點製造
- 現實麵前(qián),國人沉默。製(zhì)造業(yè)的騰飛,要從機床
- 一文搞懂數控車床加工刀具補償功能
- 車床鑽孔攻螺紋(wén)加工方法(fǎ)及工裝設計
- 傳統鑽削與螺旋(xuán)銑孔加工工藝的區別