



【摘 要】 坐標係有機床坐標係與工件坐標係,形狀複雜的零件還可以一個工件坐標係裏再設子(zǐ)坐標係,G52局部坐標係指令的使用能大大簡化(huà)程序,減少存儲容(róng)量。
【關鍵詞(cí)】 工件坐標係;局部坐標係
1 、前言
數控加工(gōng)中有時(shí)會遇上形狀比較(jiào)複雜的零件,我們往往就會在一個工件坐標係裏再設定局部坐標係,可以(yǐ)大大簡化我們的編(biān)程。曆屆畢業生到玉柴工作,反(fǎn)饋回來(lái)廠裏生產的(de)多個零件使用到局部坐標係(xì)指令G52。而以前的教學中對G52的講解比較簡單,這篇文希望(wàng)能給正在學習數控銑、加工中心編程的人們以幫助。
2 、工件坐標係指令(lìng)及其設定
使用(yòng)數控機床加工零件,會涉及到兩個坐標係,一個是機(jī)床坐標係,機器出廠時自帶的,不容隨意更改;另一個是工件坐標係,是編(biān)程人員根據零件樣圖及加工工藝等在零(líng)件上建立的,是編(biān)程時(shí)的坐標計算依據,是為操作人員服務的,用G54~G59六(liù)個(gè)指令表示。操作人員通過“對刀”方式確定工件坐標係的原(yuán)點(diǎn)在機床坐(zuò)標係上的位置,數控機床在(zài)加工時就會通過計算自動將點在工件坐標係中的值,轉化(huà)為點在機床坐標係(xì)中的值(zhí),數控裝置就可控製(zhì)刀具的運動軌(guǐ)跡了,從而(ér)保證(zhèng)加工(gōng)的準確性。在係統中,我們可以設(shè)定6個工件坐標係。在加工比(bǐ)較(jiào)複雜的零件時,為了方便編程,我們可以利(lì)用G54~G59指令對不同的加工部位設定不同的工件坐標,即一個大的工件坐標係裏分出一(yī)個或多個子坐標係,比如選擇了以G54作為大的工件坐標係,那麽 G55、G56、G57、G58、G59 都可以是子坐標(biāo)係。
機床(chuáng)操作員通過對刀選擇了第(dì)一個工件坐標(biāo)係(G54),隨後設定(dìng)的工件坐(zuò)標係則不需要對刀,直接計算與第一工件坐標係原點的偏移值(zhí),通過 MDI 方式輸入(rù)到參數寄存器相應的(de)位(wèi)置裏就可以了。而使用局部坐標係 G52 指令就免去了計算坐(zuò)標與輸(shū)坐標這一步,隻要在程序中加上兩段程序就實現新的工件坐標係的設立,方便多了。
3 、局部坐標係G52的設定(dìng)
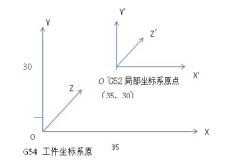
編程格(gé)式:G52 X__ Y__設定(dìng)局部坐標係。X__ Y__是(shì)局部坐標係原點在工件(jiàn)坐標係中的坐標值,必須是G90絕對值,G91不(bú)可取。是G52後麵的程序的X0 Y0 點,即新坐(zuò)標係原點,此後麵的(de)G90絕對值中的坐標指令向局(jú)部坐標G52 X0 Y0 Z0 取消局部坐標係用(yòng)下圖說(shuō)明G52與G54的關係:O´在G54X35Y30處
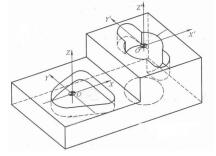
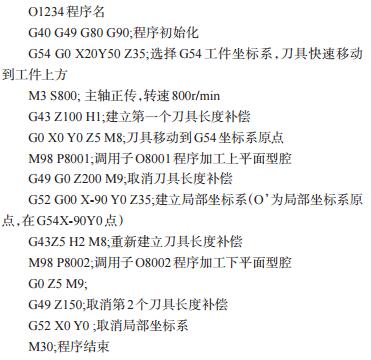
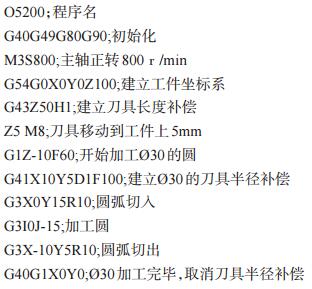
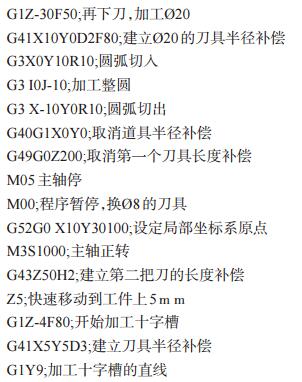
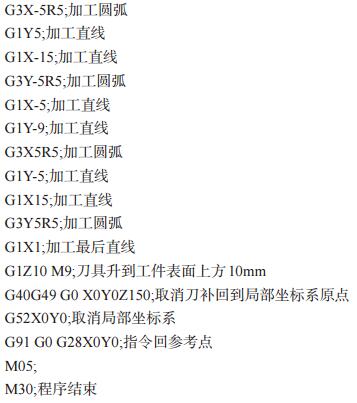
(1)程序舉例,用一把刀加工下(xià)圖零件上、下兩個水平麵中的型腔,程(chéng)序如(rú)下:
(2)G52局部坐標係其實就是工件坐標係往X Y 軸平移,並不改(gǎi)變工件坐標係(G54~G59)的原點位置。G52 是非模(mó)態指令,斷電後無記憶,手動回參考點或者指令(lìng)回(huí)參考點,局部坐(zuò)標(biāo)係偏置都(dōu)會被清(qīng)除。如果重複執行程序,會造成工件坐標係發生偏移的情況,所以,在程序結束後,返回參考點,或者在程序開頭或結尾加上指令回參考點的程序段。
下麵再舉(jǔ)一個例子(隻加工中間的圓和十字)04年廣西數控大賽試題(tí)之一:
圓孔的直徑分別為Ø20通孔,Ø30深(shēn)10mm;
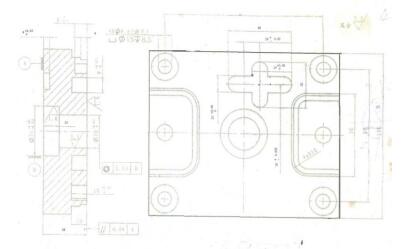
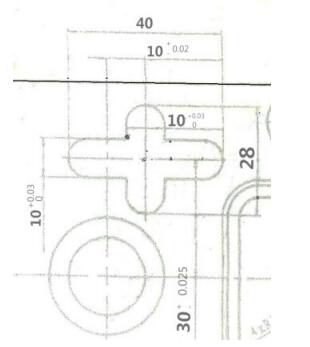
用Ø12鍵槽銑刀(dāo)加工圓,Ø8鍵槽銑刀加工十字,工件坐標係G54原點在同(tóng)心圓圓心上(0,0)
上麵的例子,我沒有使用子程序。如果不建立局部(bù)坐標係,十字槽的節點計算(suàn)有點複雜(zá),利用局部坐標係就簡(jiǎn)化了。但是有一(yī)點須注意,G52 的設定隻能(néng)相對所選擇的工件坐標(biāo)係,不能在自身的基礎上再進行疊加。
4 、小結
其實局部(bù)坐標係並不是普遍運(yùn)用,但是在某些特定生產加工中(zhōng),對於形狀複雜的零件,運用局部坐標係編程,能大大減少坐標節點(diǎn)的運算量,簡化(huà)程序,縮小容量。
如(rú)果您有(yǒu)機床行業、企業相關新聞稿(gǎo)件發表,或進行資訊合作,歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出(chū)口情(qíng)況
- 2024年(nián)11月 基本型乘用車(轎車(chē))產量數(shù)據
- 2024年11月 新能源汽車產(chǎn)量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數據
- 2024年10月 軸承出口情況(kuàng)
- 2024年10月 分地(dì)區金屬切削機床產量(liàng)數據
- 2024年10月 金屬(shǔ)切削機床產(chǎn)量數據
- 2024年9月 新能源汽車銷(xiāo)量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
- 機械(xiè)加工過程圖示
- 判(pàn)斷一台加工中心精度的幾種辦法
- 中走絲線(xiàn)切割機床的發展趨勢(shì)
- 國產(chǎn)數控係統(tǒng)和數控機床何去何從?
- 中國的技術工人都去哪裏了?
- 機械老板做了十多(duō)年,為何還是小作坊?
- 機械(xiè)行(háng)業最(zuì)新自殺性營銷,害人害己!不倒閉才
- 製造(zào)業大逃亡(wáng)
- 智能(néng)時代,少談點智造,多談點製造
- 現實麵前(qián),國人沉默。製造業的騰(téng)飛,要從機床
- 一文搞懂數(shù)控車床加工刀具補償功(gōng)能
- 車床(chuáng)鑽(zuàn)孔攻螺紋加(jiā)工方法及工裝設計
- 傳統鑽削與螺旋銑孔加(jiā)工工藝的區別