



兩種典型伺服控製係統的應用與(yǔ)實(shí)踐
2017-7-14 來源:金堆城鉬業股份有(yǒu)限(xiàn)公司(sī) 作者:付紹軍
摘要:介紹了在生產(chǎn)實踐中應用的步進電動機(jī)開環控製係統以及伺服電(diàn)動(dòng)機閉(bì)環運動控製係統,並對其控製結構、驅動方式及運行特性進行對比分析。實踐證明:伺服電動機閉環(huán)控製(zhì)係統啟動及加(jiā)速過程(chéng)平穩、過載能力強、控製精度及運行效率均明顯優於步進電動機開環控製係統。
關鍵(jiàn)詞:步進電動機;伺服;閉環;控製
0.引言
工業4.0項目主要包含三大主題,即智能工廠、智能製造(zào)及智能物流(liú)。運動控製技術是智能製造及機器人技術的基礎。運動控製基本原理可分為矢量控製、v/f控製及伺服控製(zhì),目前工業控製係統中以伺服控製最為普遍。伺服控製係統(tǒng)是指能夠嚴格按照上位機給定的位移(yí)及約束指令(速度限值、加速度限值、速度曲(qǔ)線等)進行動(dòng)作,在運動過程中不斷采(cǎi)集實時運行參數進行比較,並按照一定的控製算法動態(tài)調整輸出,從而獲得精準加速度(電流)、速度及位移控製(zhì)的一種運動控製係(xì)統。伺服控製係統執行器選用電動機主要有(yǒu)步進電動機和伺服電動機兩種,其動作(zuò)原理及控製(zhì)方式均不同。其中伺服電動機又可分為直流伺服電動機和(hé)交流(liú)伺服電動機,隨著交(jiāo)流伺服電動機調速技術(shù)的發(fā)展,目前交流伺服電動機由於結構簡單,易於維護,成本費用較低,逐漸成為應用主流。
1.步進電動機伺服係統及其應用
步進電動機接收離散脈衝信號,運(yùn)動過程中每接(jiē)受一個脈衝,電動機旋轉一個步距角,因此脈(mò)衝數量決定了步進電動機的轉(zhuǎn)角位移,而脈衝的頻率決定了步進(jìn)電動機的轉速。正是由於這種特性,步進(jìn)電動機極易采用數字電路進行控製,被廣泛應用在PLC或計算機運動控製係統中。與(yǔ)常規的直流電動機(jī)及交流三相電動機相比,步進電動機運動過程更易受控,多(duō)用(yòng)於開環控製係統。我公司從美國成套引進的十八管還原爐,其進、出料小車沿行(háng)走(zǒu)軌道的運動控製以(yǐ)及勾舟機械手進出爐管的運動控製,就是一種典型的步進電動機伺服控製係統。以勾舟機(jī)械手進(jìn)出爐管的(de)運動控(kòng)製(zhì)為例(lì)進行介紹,其控製架(jià)構如圖1所示。其中,PLC采用西門子300係列(liè)S7-318(2DP)係列,通

過3個數(shù)字(zì)量通道和1個模擬量通道與(yǔ)運(yùn)動控製器傳送信息。數字量通道分別用於手動JOG狀態小車進、出爐管信號以及自動運行狀態下小車運(yùn)動(dòng)使能信(xìn)號。一個模(mó)擬量通道(dào)用(yòng)於速度給(gěi)定,帶符號,同時用於確定自動狀(zhuàng)態下的運動方向。其中,手動JOG狀態和自動狀態通過(guò)繼(jì)電器觸(chù)點進行互鎖。運動控製器實質是一個環形脈衝分配(pèi)器,采用parker公司6K4係列(liè)四(sì)軸控製器,可(kě)以通過專用指令語言進行編程。功率驅動器對環形脈衝進(jìn)行放大,驅動步進電動機運轉。步進電動機帶動齒輪減速機構,帶動機械手完成進出爐管動作。功率驅動器選用(yòng)parker公司(sī)zeta8係列驅動器,步進電動機選用parker公司TS42B係列產品(pǐn)。該控製(zhì)結構較為簡單,為典型的步進電動機開環控製。為了實現行程控製,在行程過程中增加接近開關及限位開關,當機械手運動到指定位置時,PLC通過禁用數字量通道運(yùn)動使能信號及模擬量通道(dào)速度設定為零,使機(jī)械手停止動作。
小車運行為預設固定速度恒(héng)速運行模(mó)式,控製(zhì)模式較為粗(cū)放,運行過程中衝擊及振動均較大,經常有定位失(shī)敗的故障發生。同時位置行程開關(guān)信號直接接入PLC,PLC循環掃描過程中固有周期導致時滯發生,使得運行過程中經常有過衝現象發生。
2.伺服電動機伺服係統及其應用
我公司新上板材生產線,選用西門子S120係列全數字交(jiāo)流伺服控製係統,控製結構如圖2所示。PLC將目標(biāo)位移數(shù)據通過DP總線利用CU320傳送給(gěi)伺服控製驅(qū)動(dòng)器S120,伺服驅動器S120依照偏差值根(gēn)據一定的算法模式(PID、模糊控製(zhì)、自適應控製等)進行控
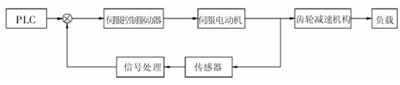
圖2 閉環伺服電(diàn)動機控製原理圖
製(zhì)運算,將輸出通過動力電纜驅動伺服電(diàn)動機完成相應動作。與伺服電動機同軸安裝有編碼器,編碼器經譯碼電路將電動機運轉實施位置、速度傳遞給運(yùn)動控製器。該控製環節包含3個閉環控製,最內層為電動機與驅(qū)動(dòng)器之間的電(diàn)流閉(bì)環,中間(jiān)為編碼器反饋信號引入的速度閉環,最(zuì)外層為位移閉(bì)環。在該閉環控製(zhì)模式下,PLC僅給出運動(dòng)目標(biāo)位置,具體(tǐ)的運(yùn)動過程由伺服控製驅動器及伺服電動機現。其中(zhōng)伺(sì)服控製驅動器可以通過(guò)CU320利用以太網接口進行軟件編程,設定運動曲線參數,並在運動(dòng)過程中實現實時
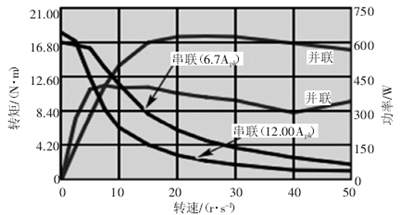
圖3步進電機的矩頻特性(xìng)示(shì)意圖
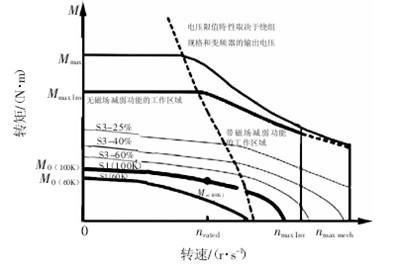
圖4 伺服電機的矩頻特性示意圖
監測及調整。該模式下由(yóu)於利用3層反饋機製(電流(liú)反饋、速度反饋和位移反饋),電動機運行更為平穩順暢。
3.兩種控製(zhì)模式的對比與分析
從控製結構(gòu)分析,開環控製步進係統沒有編碼器檢測環節,結構較為簡單(dān),其行程控製僅(jǐn)僅依靠行程開關反饋至PLC,PLC又(yòu)存在掃描處(chù)理時間遲滯,因此控製較為粗放。閉環控(kòng)製伺服(fú)係(xì)統增加了編碼器,實時對電動機輸出信號進行檢測,根據偏差值大小按特定算法(PID、模糊控製、自適應控製等)動態(tài)調整輸出,因此控製精度較高。從電動機驅動方式分析,步進電動機依靠脈衝信號動作,輸(shū)入(rù)信號為矩形方波脈衝,運行的速(sù)度與脈衝頻率有(yǒu)關(guān),運行位移(yí)與脈(mò)衝數量有(yǒu)關。而交流伺服電動機輸入為(wéi)調製後的周期正弦電流,轉速調節依靠驅動(dòng)器輸(shū)出頻率實現,運行較為平滑。從運行矩頻特(tè)性分析,步進電動機矩(jǔ)頻特性和過載能力(lì)均較差。步進電動機的轉速越高輸出轉矩越低(見圖3),高速運行時(shí)輸出轉矩極低,驅動能力不足。為獲得較高的輸出轉矩,十八管還原爐進、出料小車沿行走軌道的運動控製以及勾舟機械手(shǒu)進出爐管運動控製所用的步進電動機,其工作轉速均低於150 r/min。而伺服電動機查(chá)閱其曲線可知,在額(é)定轉速以(yǐ)內,電動機基本處於(yú)恒轉矩輸出模式,其轉速有更大的調節範圍,一般在2000r/min左右。從過載能力分析,參(cān)照圖3曲線可(kě)以很明顯看出步進電動機沒有(yǒu)過載能力,最大轉矩出現在轉速為零的點。伺服電動機具有較強的過載能力,參照圖4曲線可以看出,最大轉矩Mmax約為額定轉矩Mo的3倍以上,可以用於克服負載從(cóng)速度為零(líng)的瞬間開始啟動的慣性力矩(jǔ)。最大運(yùn)行(háng)速度nmax約為額定轉速nrated的2倍,當然在超越(yuè)額定轉速後,輸出轉(zhuǎn)矩下降明顯。在(zài)額定轉速以內,基本可以認為(wéi)伺服電動機是恒轉(zhuǎn)矩(jǔ)輸出的。對於步(bù)進電動機,若步進電動機轉矩不(bú)足,會出現啟動時堵轉、丟(diū)步(bù)、抖動等現象發生(shēng)。
工程實踐中為了提升啟動轉矩克服慣性力,往往需要選取較大轉矩的(de)步進電動機,同時將啟動轉速設定在(zài)較低的範(fàn)圍,使得(dé)步進電動機工作在一個較高的(de)轉矩輸出點。從保持轉矩分析,步進電動(dòng)機的保持轉矩是指步進電動機通電但沒有轉(zhuǎn)動時,定子鎖住轉子的力矩。
以(yǐ)十八管(guǎn)爐進出料小(xiǎo)車電動機(jī)為例,當運行至指定位(wèi)置時,電動機停止運(yùn)行,保(bǎo)持轉(zhuǎn)矩起作用鎖定轉子,進而鎖定小(xiǎo)車,能夠克服小車上(shàng)的其它裝置動作引起的側(cè)向力,不至於使得小車在進出(chū)料過程中發生移動。而步進電動機不具有保持轉(zhuǎn)矩,若要實現位置鎖(suǒ)定,必須新增抱閘裝(zhuāng)置。應用效果對比(bǐ),十八(bā)管爐進出料小車及勾舟機械手,由(yóu)於采用開環(huán)步進電動(dòng)機控製方式,其動作過程中經常有過衝、堵轉、定位(wèi)不準等情況發生,低頻(pín)啟動和停(tíng)止運動時設備振動較大,設備運行速度也較低。而伺服電動機(jī)控製係統,電動機工作點轉速1500 r/min,且啟(qǐ)動、加速及停止(zhǐ)過程均較為平滑,運行過程中(zhōng)電(diàn)流(liú)、速度、加速(sù)度均能實施檢測調整,運行效率及控製精度明顯優(yōu)於步進電動機(jī)控製係統,但成本也(yě)相對較高。
投(tóu)稿箱:
如果您(nín)有機床行(háng)業、企業相關(guān)新聞(wén)稿件發(fā)表,或進行資訊合作(zuò),歡迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您(nín)有機床行(háng)業、企業相關(guān)新聞(wén)稿件發(fā)表,或進行資訊合作(zuò),歡迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多
調查")
行業數據
| 更多
- 2024年(nián)11月 金屬(shǔ)切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能(néng)源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數(shù)據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機(jī)床產量數據
- 2024年(nián)10月 金屬切削機床產量數(shù)據
- 2024年9月 新能源(yuán)汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本(běn)型乘用車(轎車)產量數據
博文選萃
| 更多
- 機(jī)械加工過程圖示(shì)
- 判斷(duàn)一台(tái)加工中心精度的幾(jǐ)種辦法
- 中走絲(sī)線(xiàn)切割機床的發展趨勢
- 國產數(shù)控係統和數控機(jī)床何去何從?
- 中國的技術工人都去哪裏了?
- 機械老板做(zuò)了十多年,為何還是小作坊?
- 機械行業最新(xīn)自殺性營銷,害人害己!不倒閉才(cái)
- 製(zhì)造業(yè)大逃亡(wáng)
- 智能時代,少談(tán)點智造,多談點(diǎn)製造
- 現實麵前,國人沉默。製造業的騰飛,要從機床(chuáng)
- 一文搞懂數控車床加工刀(dāo)具補償功能(néng)
- 車床鑽孔攻螺紋加工方法及工裝設計
- 傳統(tǒng)鑽削與螺旋銑孔加(jiā)工工藝的區別