



西門子數控(kòng)係(xì)統(tǒng)軟故障的維修
2017-7-13 來源:吉(jí)林北方捷凱(kǎi)傳(chuán)動(dòng)有限公司數控維修工作室 作(zuò)者:牛誌斌 柏 剛
摘 要: 介紹了西門子數控(kòng)係統(tǒng)軟件故障的維修方法和實例
關鍵詞(cí): 西門子數控(kòng)係統; 軟件(jiàn)故障; 維修(xiū); 實例
筆者公司(sī)從 1990 年開始從國(guó)外引進數控加工設備,其中大部分設備都采(cǎi)用西門子數控係統。現有仍在(zài)使用的西門子數控係統(tǒng)有 3TT 係統、3M 係統、805係統、810T/M 係統、840C 係統、810D 係統、840D 係統及 840D SL 係統等。
這些數控係統(tǒng)實際上都是計算機控製係統,包含軟件和硬件兩大部分。有時軟(ruǎn)件出現問題或者機(jī)床數據、參數混亂都會造成數控係統工作不正常。這些故障隻要重新下載軟件備份,或者修正機床數(shù)據(jù)、參數(shù)即可排除。下麵介紹幾個實際故障維修例。
故障 1、一台數控球道銑(xǐ)床係統(tǒng)啟動不了
數 控 係 統: 西 門 子3TT 係統
故障現象:這台機(jī)床通電啟動係統時,係統啟動不了
故障分析:在啟動係(xì)統時(shí),觀察發現係統操作麵板上報警燈亮,但屏幕沒有 顯示(shì)。檢(jiǎn)查數控裝置,發現 PLC 的 CPU 模塊上的紅色(sè)報警燈亮,說明係統供電沒有問題,可能(néng)偶然因素(sù)或者幹擾(rǎo)使係統啟(qǐ)動程序沒有執行。
故障處理:將 PLC 的 CPU 模塊(kuài)的(de)“Run /Stop”撥動開關(guān)(圖 1)置於(yú)“Stop”位置,在係統(tǒng)接通電源的同時(shí)按“Reset”按鈕,然後將“Run /Stop”撥動開關從“Stop”位置撥到“Run”位(wèi)置,然後再撥回“Stop”位置,之後再撥到(dào)“Run”位置,這(zhè)時 PLC 的(de)運行燈“Run”點亮,係統屏幕恢複顯(xiǎn)示,係統也正常工作(zuò)了。

圖1 西門子3係統130W/B CPU模塊上按鈕與指示燈圖片
故障 2、一台數控外圓磨床係統出(chū)現死機
數控(kòng)係統:西門子 805 係統
故障現象:這台機床開機啟動後,係統顯示基本畫麵,但不能進行任(rèn)何(hé)操作(zuò)。故障分析與檢查:通過(guò)故障現象分析,感覺是係統出現了死機故障。如果是軟(ruǎn)件原因死機可以通過強行啟動的方法恢複係統(tǒng)。
西門子 805 係統強行(háng)啟動的方法:在係統(tǒng)主板的左下角有一個16 檔旋轉開,如(rú)圖 2 所示,其(qí)中 0位是(shì)係統正常工作方式,2 位是初始化方式。在(zài)係統斷電情況下將此開關由位置 0 撥到位置 2,然後(hòu)係統上電,這時隻要係(xì)統沒有硬件故障就進(jìn)入了初始化(huà)方(fāng)式。

圖2 西門子805係統啟動狀態設定開關與狀態指示燈圖片
故障處理:係統強行啟動(dòng)後,檢(jiǎn)查係統數據沒有丟失,這時關機係統斷電,將旋轉(zhuǎn)開關由位置 2 撥回到位置 0,然後係(xì)統上電,係統恢複正常工作了。
故障 3、 一台數控內圓磨床開機係(xì)統屏幕黑屏
數控係統:西門子 810T 係統
故障現象:這台機床在停用(yòng)一段時間後(hòu),開機時係統沒有顯示。
故障分析與檢查:觀察係統的啟動過(guò)程,發現麵板上的報警燈亮,顯示係(xì)統(tǒng)報警,因(yīn)此懷疑係(xì)統數據丟(diū)失。為此首先對係統進行強行啟動。西(xī)門子 810T/M 係統強行啟動方法如下:重新啟動係統,同(tóng)時按住(zhù)麵板上的診斷“眼睛”按鍵,這時如(rú)果係統是(shì)因(yīn)為軟件問題引起的(de)死機或黑屏,係統就(jiù)會進入初始化畫麵。對這台(tái)機床進行(háng)強行啟動,係統進入初始化畫麵,但顯示(shì)的是德文文本,說明確實是係統數據丟失,需要重裝。此時屏幕顯示 1 號報警,指示係統後備電(diàn)池電量不足(zú)。對係統後備鋰電池進行檢查,發現電壓有些偏低。
故障處理:首先更換係統後備電池,然後下載(zǎi)機床數據和相關文件,這時斷電關機數分鍾,重新(xīn)開機(jī),機床恢複正常工作。
故障 4 、一台數控球道磨床開機進入不了西門子操作
界麵數控係統:西門子840D係統
故障現(xiàn)象:這台機床開機啟動係統時出現如圖 3所示的錯誤報警界麵
故障分(fèn)析與檢查:這台機床的數控係統的 MMC采用 PCU50. 1,PCU50. 1 實際上是一台工業計(jì)算機,是數控係統的上位機(jī),帶有硬盤,使用 Widows XP 操(cāo)作係統。為了觀察故障現象,關(guān)機數分鍾後重新開機,這時(shí)觀察係統屏幕,發現當 Windows 係統引導結束,進入Siemens 軟件時,係統出現如圖 3 的錯誤報警界麵,不再(zài)繼續(xù)向(xiàng)下運行。分析錯誤信息:應(yīng)用錯誤(APP Er-ror)信息為“Cannot open log file ”(不能打開 log 文(wén)件);係統錯(cuò)誤(System Error )信息為“The volume doesnotcontain a recognized file system”(磁盤卷標中不包含可識別的文(wén)件係統)。從這些信息分析,認為障原(yuán)因應(yīng)該是 PCU50. 1 硬(yìng)盤上的部分文件丟失,是軟件(jiàn)係統出現問題。
故(gù)障處理:為了盡快恢複係統,將 PCU50. 1 的硬盤拆下( 其實也可以不,通(tōng) 過(guò)網線 連 接 PC 機進行恢複,但過程太 繁瑣) ,將 硬 盤 安 裝 到 移 動 硬盤盒連接到辦公室 PC 機(jī)上,使用 GHOST 軟(ruǎn)件將(jiāng)事先備份好的整盤備(bèi)份文件恢複到硬盤,然後把硬盤重新安裝到 PCU 上,這時通電開機,係統恢複正常運行。
采用 MMC(PCU)的數控係統(tǒng)要做好 GHOST 硬盤整盤備份工作。由於機加生產車間環境較差,係統硬盤相對來說容(róng)易出現故障(zhàng),當(dāng)係統硬盤出現故障時(shí),係統程序與數據用整(zhěng)盤備份文件恢複到新硬盤上(shàng)即可快速排除係統故障。
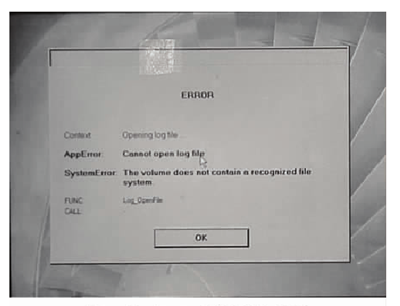
圖3西門子840D係統錯(cuò)誤顯示圖片
故障 5、一台數控外圓磨床開機出現報警“2000PLC sign - of - life monitoring”( PLC 運行狀態監控) 、“810004 Stop /abort event,error analysis via STEP7 re-quired”( 停止、異常中止事件,需要通過 STEP7 進行故障(zhàng)分析),都指示係統 PLC 係統出現問(wèn)題(tí)
數控係統:西門子 810D 係統。
故障分析與檢查:出現故障時檢(jiǎn)查 CCU 模塊,發現數碼顯示器顯示“6”(如圖 4 所示),也屬正常,但NC 部分的 SF 報(bào)警燈亮(liàng),指示有故障報(bào)警;PLC 側 PS報警燈(dēng) 亮,指 示 PLC 停 止;PF 報 警 燈 亮 指 示 PLC報警(jǐng)。
根據這些現象分(fèn)析,首先懷疑 PLC 程序出現(xiàn)了問題,即出(chū)現了軟(ruǎn)件(jiàn)問題。故障處理:因為(wéi)隻是產生 PLC 方麵的報警,所以首先對 PLC 係統進行總清操作,然後下載 PLC 係列備份文件,關(guān) 機數 分 鍾 重 新 開機,係 統(tǒng) 即 刻 恢 複 正 常工作(zuò)。
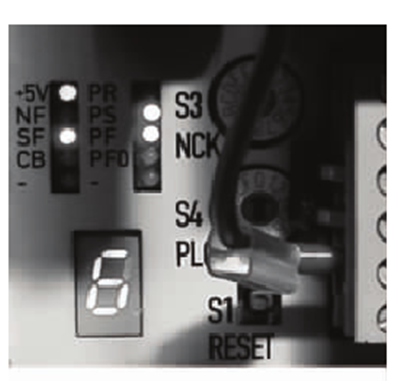
圖4 西門子810D係統CCU3.4模塊指示燈顯示(shì)圖片(piàn)
故障 6 、一(yī)台(tái)專用數控球道磨床出現故障,加工數(shù)據修改不了
數控係統:西門子 840D 係統。
故(gù)障分析與檢查:觀察故障現象,圖 5 是係統磨削參數(shù)顯示畫麵之一(yī),其中有兩項參數的數據部(bù)分變成了#號,無法更改,有數值的參數也修改不了。據機床操作人員(yuán)反(fǎn)映,在(zài)機床工作過程中,曾出現過機床操(cāo)作隻不(bú)過加工幾個工件後要(yào)修改磨削數據時,發(fā)現數據修改不了.
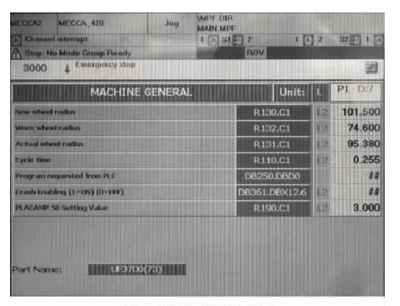
圖5磨削參數(shù)修改畫麵
根據這些(xiē)現象(xiàng)分析,懷疑(yí) NCU 中的(de)一些機床數據發生了改(gǎi)變,因而造成了數控係統軟(ruǎn)件的混亂。為了排除這一故障,應該將 NC 和 PLC 的內存進行總,然(rán)後(hòu)再重新下載係列備份(fèn)文件。為了防止萬(wàn)一,雖然以(yǐ)前有過(guò)係列備份,但還是(shì)再做一次新的係列備份,NC係列備(bèi)份過程非常正常,但 PLC 備份操作很快就完(wán)成了,查(chá)看文件發現文件(jiàn)字節數不(bú)對,PLC 係列備份文件隻有 3 072 個字節,而以前的備份有 222 208 個字節,因(yīn)此懷疑(yí)是 PLC 的程序或者床數據發生了混亂或丟失。
故障處理:首先將 NCU 模塊拆下檢查,發現(xiàn)冷卻風扇風口吹過處(chù)油泥很多(duō),故先清洗 NCU 模塊,然後安裝到係(xì)統上,通電開機,對 NC 和 PLC 係統進行總(zǒng)清操作,下載正常的係列備份文件(jiàn),之後(hòu)再運行加工程序,機床恢複了正常功能。
西門子 810D/840D 係統的(de)係(xì)列備份文件很重要,當更換 NCU 模塊或者 NCU 出現異常時,需(xū)要下載係列備份文件恢複係統。所以(yǐ),機床驗收後正常使用時應該定期為 NC 和 PLC 的(de)做(zuò)係列備(bèi)份,以便(biàn)在 NCU 模塊出現問(wèn)題時,能(néng)盡快恢複軟件係統。
另外,有些數(shù)控機床故(gù)障通過調整數控係統的(de)機床數據就可以消除,就是通過數控(kòng)係統(tǒng)的軟件來解決(jué)機床問題,也是數控機床故障維修(xiū)的獨特方法。下麵是(shì)一個實際維(wéi)修例。
故障 7 、一台數控(kòng)車(chē)床機械手位置有偏差
數控係(xì)統:西門子 840C 係(xì)統。
故障現象:這台機床開機各(gè)軸回參考點後,發現上料機械手與中心卡具有位置偏差。
故障分析與檢查:這台(tái)機床的機械手是(shì)直線軸(zhóu) Q軸帶動(dòng)的,Q 軸(zhóu)由伺服電動機驅動,使(shǐ)用增量編碼器作為位置反饋(kuì)元件。
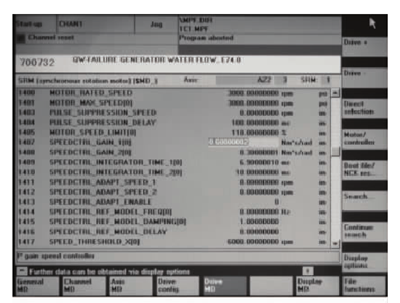
圖6 西門(mén)子840D係統驅動機床(chuáng)數據畫麵
按照(zhào)機床的工作原理(lǐ),Q 軸返回參(cān)考點後,Q 軸上料機械手恰好停在卡具中心,工作時上料機械(xiè)手抓住工件停在這(zhè)個位置,主軸(zhóu)卡具(jù)在工件的垂直上方下移,到達工件(jiàn)位置,抓住、卡緊工件,同時機械手鬆卡,主(zhǔ)軸卡具帶動工件到加工位置進行加工。
這次出現故障,上料機械手與主軸卡具(jù)中心目視觀察有大概 7 ~ 8 mm 的偏差,如果此時主軸卡(kǎ)具下降去抓工件,必(bì)將撞到工件上。
反複進行 Q 軸回(huí)參考點的操作,發現機械手的位置並不發生(shēng)改變,分析可能因為機械原因使機械手的參考點發生變化。
故障(zhàng)處(chù)理:為了糾正機械手(shǒu)的位(wèi)置(zhì),可以修改 Q軸參考點的位置補償數據,將 Q 軸參考點補償機床數據 MD2442 調出,原數值為 77 mm,經幾次調整,修改到(dào) 88. 1 mm 時,偏差被糾正。
故障 8、 一台數控淬火機床(chuáng)在執(zhí)行加工程序時出現報警“25080 AxisAZ2positioningmonitoring”( 軸(zhóu) AZ2位置監控)
數控(kòng)係統:西(xī)門(mén)子 840D 係統。
故(gù)障現象:為了觀察(chá)故障(zhàng)現象,按係統複位(wèi)按鍵將故(gù)障報警複位,然後重新啟動加工(gōng)程序,發現在AZ2 軸運動時噪音很大,然後出現 25080 報(bào)警,程序中止。
故障分析與檢查(chá):首先檢查 AZ2 軸滑台和滾珠絲杠,但都沒(méi)有發現機械問題,因為這是一台剛投入(rù)使用不(bú)久(jiǔ)的(de)新機(jī)床,因此懷疑 AZ2 軸經過一段時間磨合後,機械特性發生變化(huà),機械慣性變小,使伺服係(xì)統 產 生(shēng) 振(zhèn) 蕩(dàng),產 生 噪(zào) 音,而 振 蕩 過 大 又 出(chū) 現25080 報警。所以為了解決問題,應該調整伺(sì)服軸的增益機床數據。
投稿箱:
如果您有機(jī)床行業、企(qǐ)業相關新聞稿件發表,或進行資(zī)訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業、企(qǐ)業相關新聞稿件發表,或進行資(zī)訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息(xī)
州金馬")
業界視點
| 更多

行業數據(jù)
| 更多
- 2024年11月 金屬切削機床產量(liàng)數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎(jiào)車)產量數(shù)據
- 2024年11月 新能源汽車產量數據
- 2024年11月(yuè) 新能源(yuán)汽車銷量情況
- 2024年10月 新能源汽車產量(liàng)數據
- 2024年10月 軸(zhóu)承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據(jù)
- 2024年9月(yuè) 新能源(yuán)汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基(jī)本型乘用車(轎車)產量數據
博文選萃
| 更多
- 機械加工過程圖示
- 判斷一台加工中心精度的(de)幾種辦法
- 中走絲線切割機床(chuáng)的發展趨勢
- 國產數(shù)控係統和數控機床(chuáng)何去何從?
- 中國的技術工人都去哪裏了?
- 機械老板做了十多年,為何還是小作坊?
- 機械行業(yè)最新自(zì)殺(shā)性營銷,害人害己!不倒閉才
- 製造業大逃亡(wáng)
- 智能時代,少談點智造(zào),多談點製造
- 現實(shí)麵前,國人沉默(mò)。製造業的騰飛,要從(cóng)機床
- 一文搞懂數控車床加工刀(dāo)具補償功能
- 車床鑽(zuàn)孔攻螺紋加工方法及(jí)工裝設計
- 傳統鑽(zuàn)削與螺(luó)旋銑孔加工工藝(yì)的區別