



倒扣類零件數控加(jiā)工
2017-1-20 來源:中航飛機股份有限公司 作者:郭輝,嶽林峰,許鋒國(guó)。馬豔萍
摘要:倒扣類零件持有0,0負角型麵是生產中的加工難點。合理(lǐ)編排工藝流程,正確使用uG數控編程,大部分倒(dǎo)扣類零件元全可以借助3軸機床順利完成。根據生(shēng)產中遇到的倒扣類零件(jiàn)結構特點,結合UG CAM加工策略,分(fèn)別給出麵銑(xǐ)、平麵銑、型腔銑、曲麵銑、流(liú)線加工實現倒(dǎo)扣類零件(jiàn)加工的參數設置,詳細講解了(le)曲麵(miàn)銑數控編程的過程。並對部分後處理無法生成(chéng)T型刀(或(huò)錐(zhuī)形刀(dāo))NC代碼進行了原因分析,並給出編輯pui文件或采用騙刀法生成後處理的方法,這些編程技巧、設置方法為倒扣類零件的數控加工提供了一套解決方案。
關鍵詞:倒扣:T型刀(dāo)。數控編程(chéng)
0.引言(yán)
航空鈑(bǎn)金占(zhàn)飛機(jī)零部件50%以上,構成機體框架和氣動外型,形狀複雜,選材各異(yì)。大部分零件存在C型空間、腔體結構,形成一處或多次負角型麵,而導致(zhì)傳統刀具無法(fǎ)直接到達。三軸機床通常(cháng)也無法直接進行型麵負角加工,需借助一些成型刀具,如:糖果刀、槽銑刀、錐形刀等刀具,對此(cǐ)類型麵進行銑削加工(gōng)。而此類負(fù)角型麵,也就是人們13中常稱之倒扣。具有倒扣(kòu)特點(diǎn)的零件(jiàn),顧名思義就(jiù)是倒扣類零件,此類零件一直也是(shì)生產中的加工難(nán)題。各類CAM軟件也紛紛為之出謀劃策,陸續(xù)提供了一些良好的加工策略,在麵銑模板中增加了直壁倒扣類加工選項,便於編程選用。
1.倒扣類零件CAM編程
倒扣類零件3軸加工,刀(dāo)具多選(xuǎn)用T型(xíng)銑刀或錐形刀,此類刀具回(huí)轉運(yùn)動時,側刃切削速度大(dà),加工表麵質量好,可有(yǒu)效解決端麵精銑加工時刀具中心線速度(dù)為零的問題,還便於解決大多數(shù)負角型麵倒扣類(lèi)零件加工。其(qí)中UG CAM中部分操作,合理(lǐ)設置(zhì)參數,可(kě)用於解決(jué)倒扣類零件,主要涉及的操作有:
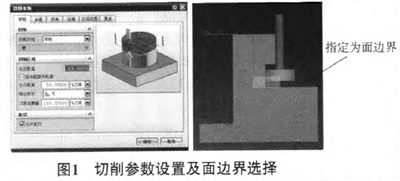
1.1麵銑加i
對於直壁C型槽倒扣問題,可通過麵銑操作一“切削參(cān)數”合理(lǐ)設置而解決,大體可分為:1)定義T型刀或夾持器;2)在麵銑中(zhōng)指定部件、麵邊界,其中(zhōng)麵邊界為倒扣底麵;3)打開“切削參數”對話框策略頁麵中的防止(zhǐ)底切(qiē),加工時刀具將伸到底切區域;4)設(shè)置其他(tā)參數,刀軌生成。
1.2平麵銑加工
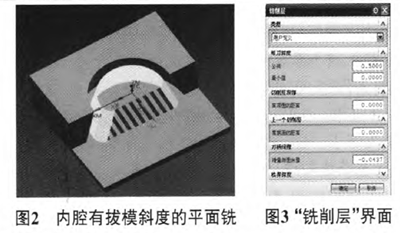
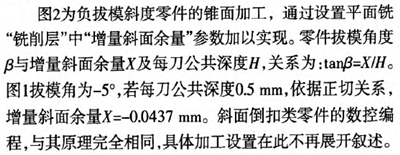
對於規則(zé)負角型麵,如矩形溝槽倒扣、含有固定拔模(mó)斜度的錐麵(圖2)、斜麵等零件,可通過設置切(qiē)削層參數,實現錐形刀加工。
1.3型腔銑
“允許底切”是型腔銑實(shí)現倒(dǎo)扣加工的(de)主(zhǔ)要手段。正(zhèng)常情(qíng)況下,UG軟件型腔銑“允許底切”放置於“切削參數”的“更多”選項下,“容錯加工”去掉(diào)打鉤才會出現的,當“允許底切”打鉤之後係(xì)統會彈出(chū)警告對話框。但由於軟件定值等問題,部分型腔銑“切削參數”中並未將“容錯加工”設置選項放置於其中,需手動在“定製對話框”中添加“容錯加(jiā)工”選項,勾選“允許底切”。同時,在毛坯幾何體選擇“自動塊”(高版(bǎn)本叫“包容塊”)時,會彈出“小平麵體隻能用於公(gōng)差加工”警告對話框,刀軌無法生(shēng)成(chéng),重新創建實體模型做毛坯或在“切削(xuē)參數(shù)”采用“修剪邊(biān)界”確定加工區域方可解決此問(wèn)題。
其他參數設置按慣例,簡單倒扣類問題均可解(jiě)決。
1.4曲麵加工
複雜倒扣類零件的加工,首推曲麵銑與流(liú)線加工,雖然參數設置略為複雜,但刀路流暢、進退刀少,適用範圍廣。
1.4.1曲麵銑
1)創建T型刀(或錐形刀)。2)指定部件及毛坯。打開可變輪(lún)廓銑界麵,“指(zhǐ)定部件”一般情況下(xià)建議不選取,或是在選取部件後產生異常刀軌時(shí),取消“指(zhǐ)定部件”選(xuǎn)擇項。3)“驅動方法”一“曲麵”,選取側(cè)壁曲麵。選取多個曲麵時,相鄰曲麵u、V柵格線需對等;“切削區(qū)域”,“刀具位置”默認;“切(qiē)削方向”選擇沿最長邊方向;“材料方向”選箭頭朝基體外的方向,“偏置”,“切削(xuē)模式”默(mò)認(rèn)或根據(jù)情況調整。4)“投影矢量”、“刀軸”控製默認。曲麵銑生產的刀路整潔,加工的零件表麵質量高,是端麵凸輪、扭簧類零件加工的首選(xuǎn)方案(àn)陽,同時(shí),也是曲麵半(bàn)精、精加工首選策略。

1.4.2流(liú)線加工
流線加工類似於曲麵加工,不同之(zhī)處在於流線加工需指明流曲線和“交叉曲線”,其餘(yú)設(shè)置環節均可參考(kǎo)曲麵銑。
2.後處理
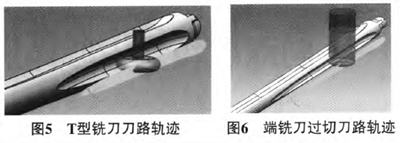
倒扣類零件數控編程(chéng)中,主要(yào)遇到(dào)的問題有:程序完成後,部分後處理無法生成T型刀(或錐形刀)對應的NC代碼。目前,解決此類問題最常用的方法:通(tōng)過後處理(lǐ)編輯器(qì)編輯pui文件(jiàn)或是采用騙刀法(fǎ)生成後處理。大多後處(chù)理含描述刀具信息(xī)的程序代碼,當程序編(biān)譯過程中未能讀取到刀具直徑、刃(rèn)長等相關信息(xī)時,係統會彈(dàn)出錯誤(wù)提示,強行終止後處理進程。因此(cǐ),最簡單的方法是(shì)刪除讀取刀(dāo)具信息相關的代碼。運行後處理構造(zào)器,打開後處理pui文件一“program&tool path”一“program”或“custom command”,查找對應程序段板塊,直接刪(shān)除即可。對於精通後處理編輯語言的人員,可在後(hòu)處理pui文(wén)件中添加switch選擇語句,完善後處理(lǐ),支持讀取(qǔ)T型(xíng)刀(或錐形刀)的相關功能(néng)。
騙刀法,主要針對(duì)刀具單向側刃切削(即一側R刃切(qiē)削或一側R刃與相連圓柱麵(miàn)同時切削)。通俗的講,就是用(yòng)等直徑端銑刀代替(tì)T型(xíng)刀,保留相同根部倒角尺,在不考慮(lǜ)刀(dāo)具與零件幹涉情況下,直接後處理生成NC代碼的(de)方法。因此(cǐ),騙刀與T型刀(或錐形刀)必須(xū)具有(yǒu)良好(hǎo)一致性。需注意的是:騙刀非單向側刃切削時,生成的NC代碼會產生過切現象,甚至更為嚴重的惡性(xìng)後果,因此騙刀法使用前必(bì)須判定是否(fǒu)非單(dān)向側刃切削。單向側刃切削判斷可(kě)通過UG 2D刀軌(guǐ)仿真,觀察刀(dāo)具與刀軌貼合情況。當然,最精確(què)有效的方法莫過於通過VERICUT仿真(zhēn)驗(yàn)證。
3. VERICUT仿真驗證
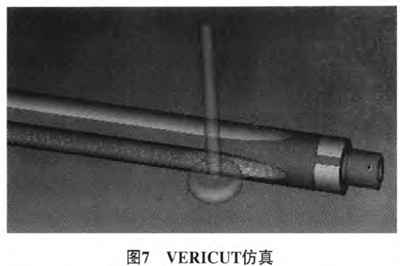
VERICUT仿真可準確(què)檢測零件過切、殘留量,判斷程序的正確與否。通過仿真驗證後的數控程序,能減少故障發生(shēng)率,降(jiàng)低試(shì)加工零件的(de)調試風險,消(xiāo)除潛(qián)在的碰撞錯誤,有力地保護刀具(jù)與夾(jiá)具、機床等(děng)。因此,選用(yòng)騙刀法VERICUT:進行仿(fǎng)真。依次設置好VERICUT“選項(xiàng)”配置,選擇部件及毛坯,機床、後處理控製器、加工坐標等,進行仿真分析,圖7為起落架油針部(bù)件側麵油槽某一時刻切(qiē)削情況。待仿真完成後,利用軟(ruǎn)件“自動比較”功(gōng)能,分析零件過(guò)切(qiē)、殘留不超過0.05 mm,可見程序正確有效。
4.結論
倒扣類零件特有的負角型麵是加工難點。實(shí)際(jì)生產中,合(hé)理編排工藝流程,正確使用UG數控編程,大部分倒(dǎo)扣類(lèi)零件(jiàn)完全可以借助3軸機床順利完(wán)成。文中(zhōng)分別(bié)講解了麵銑、平(píng)麵銑、型腔(qiāng)銑、曲麵銑、流線加工,實現倒扣加工的參數設置方法。對數控編程中(zhōng),T型(xíng)刀(或錐形刀)後處理無法進行做了詳細分析,並給出(chū)了相應解決方案,這些編程(chéng)技巧、設置方法(fǎ)為倒扣類零件的數控加工提供了一套解(jiě)決方案。
投稿(gǎo)箱:
如果您有機床行業、企業相關新聞稿件發表,或進行(háng)資訊合作,歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行(háng)資訊合作,歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多(duō)相(xiàng)關信息
州金馬")
業界(jiè)視點(diǎn)
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數(shù)據
- 2024年11月 分地區金屬切削機床(chuáng)產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情(qíng)況
- 2024年10月 新能源(yuán)汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金(jīn)屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷(xiāo)量情況
- 2024年8月(yuè) 新能源汽車產量數據
- 2028年8月 基(jī)本型乘用車(轎車)產量數據
博文選萃
| 更多
- 機械(xiè)加工過程圖示
- 判斷一台加工中心精度的幾種辦法(fǎ)
- 中走絲線切割機床的發展趨勢
- 國產數控係(xì)統和數控(kòng)機床何去何從?
- 中國的技術(shù)工人都去哪(nǎ)裏(lǐ)了?
- 機械老板做了十多年(nián),為何還是小(xiǎo)作坊(fāng)?
- 機械行業最(zuì)新自殺(shā)性營(yíng)銷,害人害己(jǐ)!不倒閉才
- 製造業大逃(táo)亡
- 智能時代,少談點智造,多談點製造
- 現實麵前,國人沉默。製造業的騰飛,要從機床
- 一(yī)文搞懂數控車床加工刀具補償功能
- 車床鑽孔攻螺紋加工方法(fǎ)及工裝設計
- 傳(chuán)統鑽(zuàn)削與螺旋銑孔加工工藝的區別