州數控(kòng)")



基於PLC 對車床CA6140 的電氣控製線路改造方法的探(tàn)討
2016-12-19 來源:新疆阿克蘇(sū)地區高級技工(gōng)學校 作者:迪力拜爾·胡達(dá)拜地
摘要(yào):車床是一種(zhǒng)應(yīng)用極為廣泛的金屬切削車床,目前采用傳統(tǒng)的繼電器控製(zhì)的普通車床在中小型企業仍大量使用,能(néng)夠車削外圓、內(nèi)圓(yuán)、端麵、螺紋、切斷(duàn)及割槽等,它采用繼電器接觸器電路(lù)來實現電氣控製係統。但由於大量的使用了繼電器與接觸器,再加上繼電器係統接線複雜,經常造成接觸不良,而且原件老化(huà)快,設備故障頻繁,不便於維修,故(gù)障診斷與排除困難(nán),影響到實際的生產運用。因此(cǐ)當務之(zhī)急就是對CA6140 車床進行技術改造,以(yǐ)提高企業的設備利用率,提高產品(pǐn)的(de)質量和產(chǎn)量。本文結合了PLC 的性能,在介紹CA6140 車床基本結構的基礎上,深入分析了該車(chē)床的工作原理,論述了三菱FX -48MR 在(zài)CA6140 的控製運(yùn)用。
關鍵詞:CA6140 車床(chuáng);PLC;改造
1.概(gài)述1.1 車床CA6140 接觸器控(kòng)製和三菱FX2N48 -MR 控(kòng)製分析
目前采用傳統(tǒng)的繼(jì)電器控製(zhì)的普通車床(chuáng)存在一下問題:
①觸點易被電弧燒壞而導致接觸不良;
②機械方式實現(xiàn)的觸(chù)點控製反映(yìng)速度慢;
③繼(jì)電器的控製被固定在線路中,功能單一、靈活性差。
可編程控製器(PLC)應用於機床電氣控製電路,有如下的特點:
①通用性、適應性強;
②完(wán)善的故障自診斷能力且維修方便;
③可靠性高及柔性強。
當前,小型PLC 的價格亦很便宜,因此在普通車床的控製電路改(gǎi)造中發揮了及其重要的作用。1.2 CA6140 型車床電氣控(kòng)製線路工(gōng)作原理分(fèn)析
(1)CA6140 型車(chē)床的主電路:電源由鑰匙開關SB 控製,低壓斷(duàn)路器QF 作為機床的電(diàn)源總開關,將SB 向右旋轉,然後扳(bān)動斷路器QF,使其觸點閉合將三相電源引入。主電路中共有三(sān)台電(diàn)動(dòng)機(jī):M1 為主(zhǔ)軸電動機,帶動主軸旋轉和刀架的進(jìn)給運動;M2 為冷卻(què)泵電動機,用以輸送冷卻液;M3 為刀架快速移(yí)動電動機,用以拖動(dòng)刀架快速移(yí)動。
(2)CA6140 型車床的控製電路:通(tōng)過控製變壓(yā)器TC 輸出110V 交(jiāo)流電壓供電(diàn),由熔斷器FU2 作短路保護。在正常(cháng)工作時,行程開關SQ1 的常開觸頭閉合。當打(dǎ)開床頭皮帶罩後,SQ1 的常開觸頭斷開,切斷控製電路電源,使三台電動機都不能得電工作,以確保人身安全。鑰匙開關SB 和行程開(kāi)關(guān)SQ2 的常(cháng)閉觸點在車床正常工作時是斷開的,QF 的線圈不得電,斷路器QF 能合(hé)閘。當打開配電(diàn)壁龕(kān)門時,SQ2 閉合,QF 線圈得電,斷路(lù)器QF 自動跳閘,切斷車床的(de)電源。
1)主軸電動機M1 的控製:主軸(zhóu)電動機M1 的啟動和停止,是由啟動(dòng)按鈕SB2 和停(tíng)止按鈕SB1 控製接觸器KM線(xiàn)圈的通電和斷電來實現的。如果主軸電動機M1 在(zài)運行過程中(zhōng)出現(xiàn)過載,熱繼電器(qì)KH1 動作,其常閉觸點斷開,接(jiē)觸器KM線圈斷電,其主觸頭(tóu)分斷將M1 電源切除,防(fáng)止電動機M1 因過載而發熱燒毀。2)冷卻泵電動機M2 的控製:冷卻泵電動機(jī)M2 的運行(háng)由繼(jì)電(diàn)器KA1 控製。KM的常開輔助觸頭實現主軸電動機M1 和冷卻泵電動機M2 的(de)順序控製,保證隻有主軸(zhóu)電動機M1 啟動後(hòu)冷卻泵電(diàn)動機M2 才能啟動運行,提(tí)供冷卻液。3)刀架快速移動電動機M3 的控製:刀架快速(sù)移(yí)動電動機M3 的啟動是(shì)由安裝在進給操作手柄頂端的按鈕(niǔ)SB3 控製的(de),它與中間繼電器KA2 組成點(diǎn)動控製環節。將操作手柄扳到所需移動的方向,按下SB3,KA2 得電吸合(hé),電動機M3 啟動運轉,刀架沿製定(dìng)的方向快速移動;鬆開SB3,電動機M3 停止(zhǐ)運行,刀架停(tíng)止快速移(yí)動。
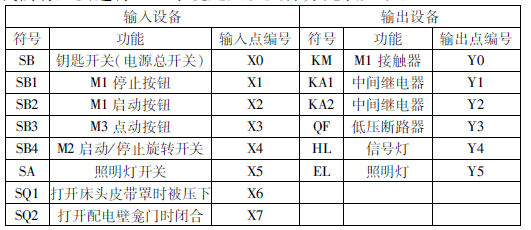
(3)CA6140 型車床信(xìn)號與照(zhào)明電路:以上圖中最右方的信號燈和照(zhào)明(míng)燈區域表示的是CA6140 型車床的信(xìn)號(hào)與照明電(diàn)路。其中,HL 為電源指示燈,EL 為車床的低壓(yā)照明燈。車床的電源開關QF 閉合以後,電源指示燈(dēng)HL 就一直保持(chí)亮的(de)狀態。照明燈EL 由開關SA 控製,SA 閉合照明燈亮(liàng),SA 打開則(zé)照明燈滅(miè)。控製變壓器(qì)TC 的二次(cì)側輸出24V 和6V 電壓,分別作為車床低壓照明和信號燈的電源。熔斷器FU4 和FU3 用來做短路保護。2.PLC 程序和外部接線設計2.1 分配I/O 點。在係統改(gǎi)造過程中(zhōng),由於主令電器及被控電器元件(jiàn)相對較多。為了方便係統線路裝配及控製程序設計,
我們有必要進行(háng)I/O 係統定義。具體分配表如下:
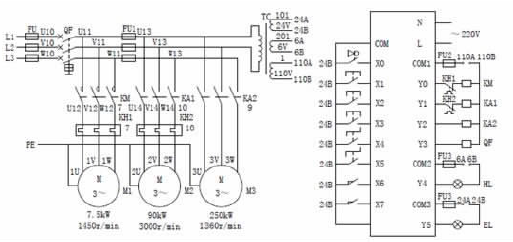
2.2PLC 外部接(jiē)線設計。
PLC 的控製電路的主電路,PLC的(de)I/O 接線如下圖(tú)所示,圖中輸入信號使用PLC 提供的內部(bù)直流電源24V(DC);負載使用的外部電源為交流110V(AC);電源指示燈和照明燈使用6V 和24V (AC),使用PLC 的電源為交流220V(AC)。
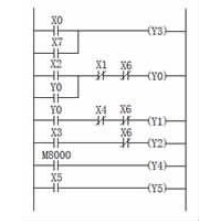
2.3 梯形圖設(shè)計。
通過上述PLC 控製過程(chéng)的分析,我麽可以繪製出(chū)PLC 程(chéng)序設計(jì)的梯形圖:
3.小結
利用三(sān)菱FX2N -48MR 對CA6140 車床進行改造,改造後車(chē)床的功耗(hào)變低,外部接線構造簡單清晰,維(wéi)修簡單,因為PLC 運行速度快,靈敏(mǐn)度高,所以(yǐ)工(gōng)作效率很快。輸入電壓低,所以安全性也大大提高,經過改造既不花高昂的費用(yòng)買(mǎi)新車床,也(yě)不用擔心可靠性差(chà)的問題。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎(yíng)聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎(yíng)聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
更多相關信息

