


多方位可調式徑向恒等伸長 快速(sù)液壓撐圓裝備(bèi)的設製與應用
2020-7-1 來(lái)源:貴州譽創機械有限公司 作(zuò)者(zhě):趙忠剛
【摘要】: 本文闡述了快速撐圓裝備(bèi)的組成及 快速撐圓裝備關鍵件萬向千斤頂的主要設計原理 及製造細節(jiē),並簡單敘述了該裝備的應(yīng)用方法。 該裝備通(tōng)過創新應用了活塞杆的(de)徑(jìng)向恒等伸長和 螺杆頂端到(dào)中心(xīn)盤座中心距離相等且間距略小於 被撐(chēng)圓孔徑(jìng) 1~2mm 的設計理念,確(què)保了高壓開 關站殼體的筒體撐圓功效和質量,並降低了對操 作者的技能要(yào)求;同時, 提高了操作(zuò)者的安全係數。
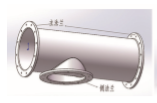

圖1 殼體 圖 2 筒體
在 GIS 高(gāo)壓開關站殼體(見圖 1)的製造 過程中,對於那些卷焊(hàn)並拔口的筒體(見(jiàn)圖 2), 在(zài)鉚接主法蘭和側法蘭(lán)時,由於拔口後其端口(kǒu)和(hé) 拔口處發生較嚴重的橢圓(yuán)現象,導致其鉚接處無 法直接插入到主法蘭和側法蘭的止口中,必須對 其端口和拔口部位進行(háng)整圓後再(zài)鉚接主法蘭和側(cè) 法(fǎ)蘭。
以往許多生產廠家都是通過錘(chuí)擊(jī)整圓和手動 千斤頂整圓的方式對筒體鉚接法蘭的部位進行整(zhěng) 圓,或將法蘭(lán)止口再進(jìn)行車削加大。但上(shàng)述方式 都存在許多缺陷,錘擊整圓效率很慢(màn),容易使筒 體表麵出現錘印,還存在較大的(de)噪聲 ; 手動千斤 頂整(zhěng)圓效(xiào)率也不高,且存在一(yī)些安全隱患。
現在雖然有的(de)廠家利用液壓千斤頂對筒體鉚 接法蘭出進行整圓,但容易出現將其 “撐過(guò)” 的 現象,並且(qiě)要在對筒體和法(fǎ)蘭局(jú)部點焊後進行換 位撐圓、點焊,操作複雜,不利於殼體的批量生產。
為此,我們通過長期摸索,發明了一套較 好的多方位徑向恒等伸長可調式快速液壓撐圓(yuán)裝 備,徹底解決了上述不利(lì)因素,在實際應用過程 中大大提高了筒體與法蘭的鉚接速度,並且降低 了對操作者(zhě)的技術能力要(yào)求,使該類殼體法蘭的 鉚接實現(xiàn)了簡捷化(huà)、統會化、標準(zhǔn)化。
1.快速撐圓裝備(bèi)的(de)組成簡述
由圖 3 撐圓裝備組成的示意圖可知,主要由 支撐座、心軸(zhóu)、液壓管、螺杆、萬向千斤頂和液 壓站組成,萬向千斤頂是(shì)由圖 4 和圖 5 所所示內 容組(zǔ)成。
其中圖 4 萬向(xiàng)千斤(jīn)頂的中心盤座組成包括 : 中心盤座、管接頭、堵板套和蓋板套,堵(dǔ)板套的 數量與中心盤座(zuò)上安(ān)裝活塞(sāi)杆的徑向孔的數量(liàng)一 致,這裏(lǐ)取 6 件(該數值隨被(bèi)撐圓的直徑增大而增加,以確保將筒 體鉚接法蘭的部位 整體撐(chēng)圓,杜(dù)絕局 部的(de)凹陷和(hé)橢圓(yuán)現 象。一般以被撐圓 孔的(de)周長除以 300 所得的整數為中心 盤座上安裝活(huó)塞杆 的徑向孔的數量)。 圖 5 活塞杆的組成 包括 : 活塞杆和套在(zài)其上麵的兩(liǎng)個密封圈。

圖 3 撐圓裝備組成示意圖
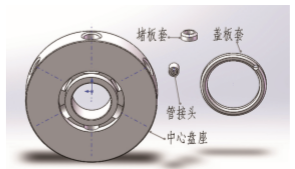
圖 4 萬向千斤頂的(de)中(zhōng)心盤座組成
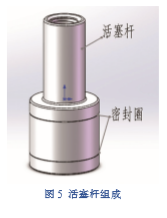
圖 5 活(huó)塞杆組成
液壓站上必須(xū)安裝溢流閥,使(shǐ)液壓站在工作 中當各活塞(sāi)杆伸到極限時其溢流閥(fá)自動開啟以保 護液壓係統受損。
2.快速撐圓裝備關鍵件萬(wàn)向千斤頂的 主要設計原理及製造細節
因常見筒體拔(bá)口後的各孔口橢圓量通常為 8~15mm,活(huó)塞(sāi)杆的有效行程一般取(qǔ) 20mm 左 右即可(kě)。過大(dà),浪費(fèi)原材料和加工裝備的工時, 且在使用過程中增加筒體的(de)撐圓時間。
撐圓過程中各活塞杆(gǎn)並不是在萬向千斤頂的 中心盤座周向(xiàng)均(jun1)布孔中向外同步伸長的。在對筒(tǒng) 體撐(chēng)圓前,需要先測出其(qí)橢圓的大徑和小徑,計 算出(chū)其撐圓後的內孔直徑 D; 然後將液壓站開啟, 使萬向千斤頂上的活塞杆全部伸長到位(即其(qí)伸(shēn) 長到不能再伸長(zhǎng)為止(zhǐ)); 最後須調整千斤頂上的 螺杆,使過中心盤座中心線的每對螺杆(gǎn)的頂端至(zhì) 中心盤(pán)座的中心距離一致,且間距略小於 D,通常比 D 小 1~2mm。
在撐圓過程中,筒體的橢圓(yuán)直徑方向大於 其平均(jun1)直徑的部位的活(huó)塞杆會帶動螺杆先完全伸 出,此時螺杆並沒有頂住筒(tǒng)體的內壁 ; 筒體(tǐ)的橢(tuǒ) 圓直徑方向小(xiǎo)於其平均直徑部位的活塞杆,帶動 螺(luó)杆會按照孔壁(bì)尺寸由小到大地依次頂住(zhù)筒體的(de) 內壁, 並繼續伸長, 直到(dào)伸不動為止。此時孔的 橢圓度在 1~2mm 之(zhī)間,符合該類產品的鉚接要 求。鉚裝、點焊完法蘭後回收活(huó)塞杆時,各活塞 杆會同(tóng)時回縮。如果活(huó)塞杆的有效行程過大,就 會增(zēng)加其在撐圓過程(chéng)中的伸縮時間。
中(zhōng)心盤座按照圖 4 所示(shì)結構加工完成後,先 焊上(shàng)的蓋(gài)板套,並在蓋板套(tào)帶孔處焊上管接頭, 然後裝入每個(gè)帶(dài)密封圈的活塞杆(gǎn),最後旋擰(nǐng)上堵 板套(tào),各件須先加工完成。
螺杆的頂端必須(xū)修磨成與被撐圓孔徑接近的(de) 圓弧狀。根據被(bèi)撐圓孔徑的大小(xiǎo)可以更換合適長 度的螺杆。
通過上述表述可知(zhī),萬向(xiàng)千斤頂(dǐng)的主要設計(jì) 原理(lǐ)就是使活塞杆徑向恒等伸(shēn)長、可調螺杆(gǎn)頂(dǐng)端 到中心盤座中(zhōng)心的距離相等且間距略(luè)小於被撐(chēng)圓 孔徑(jìng) 1~2mm。
3.快速撐圓裝備應用闡述
按照上述要求(qiú)調整(zhěng)好萬向千斤頂的螺杆並使 活塞杆回縮後,將筒體用萬向(xiàng)輪推車架推至(zhì)撐圓 裝備處,先(xiān)將待鉚接的法蘭(lán)套裝在心軸處,再將 筒(tǒng)體的待撐孔套裝在萬向千斤頂上 ; 啟動液壓站 將套裝(zhuāng)在萬向千斤頂上的橢圓(yuán)孔撐圓,再將法蘭 扣在筒(tǒng)體上點焊(hàn)即可。完成後回縮活塞杆再以此(cǐ) 方式對後續筒體施工即可。
注意(yì) : 必須將筒體與法蘭鉚接處(chù)的外部焊道、 孔口毛刺等修(xiū)磨圓滑(huá)。
4.結束語
該撐圓裝備設計新(xīn)穎,操作簡捷、高效、安全, 值得在業內(nèi)推廣(guǎng)應用。另外,各單位可以根據被 撐圓(yuán)筒體的孔徑大小,製做幾個對應類型(xíng)的萬向(xiàng) 千斤頂,以防止應用過長(zhǎng)的螺杆撐圓時發生彎曲 的現象(xiàng)。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進(jìn)行資訊(xùn)合(hé)作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進(jìn)行資訊(xùn)合(hé)作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機(jī)床產量數據(jù)
- 2024年11月 軸承出口(kǒu)情況
- 2024年11月 基本(běn)型乘用車(轎(jiào)車)產量數據
- 2024年11月 新(xīn)能源汽車產量數據
- 2024年11月 新能(néng)源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年(nián)10月 分地區金屬切削機床產量數據
- 2024年10月 金(jīn)屬切削機床產量數(shù)據(jù)
- 2024年(nián)9月 新能源汽(qì)車銷量情況
- 2024年(nián)8月 新能源汽車產量數據
- 2028年8月 基(jī)本型乘(chéng)用車(轎車)產量(liàng)數據