


1.治具設計的概念
1.1治具設(shè)計 沿(yán)於台灣的叫法,在大(dà)陸我們一般叫工裝夾具與(yǔ)檢具設計。
(1)夾治具(Fixture Jig)的(de)定義:一般而言,凡是在(zài)機械製造過程中,使任(rèn)何(hé)加工程序能加速、方便輔助裝置工具,均可(kě)稱為夾具(Fixture)。廣義的夾具可包括機器夾具,衝壓夾(jiá)具,熱處理夾具,焊接夾具(jù),裝配夾具等等。
(2)治具又分工裝治具,檢測(cè)治具兩種,前者用於機械加工(gōng)、焊接加工、裝(zhuāng)配等(děng)工藝便於加(jiā)工、滿足精(jīng)度的需求而設計(jì)的一種工裝夾具;後者(zhě)為檢(jiǎn)測使用,因為有些機械(xiè)尺寸不便於測量,因其形狀複雜,我們隻(zhī)好設計專門(mén)的檢測塊或者檢測用的(de)針對某一種產品而設計檢具。
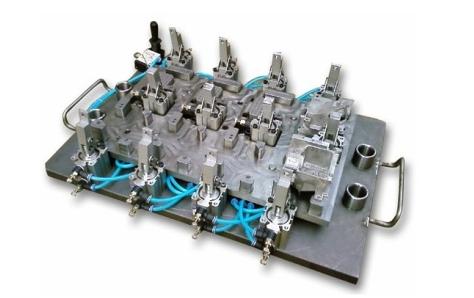
(圖1.治具(jù))
1.2 治具主要特點
(1)設計多樣性:由於對產品處理工藝多樣化,如(rú)機加工、表麵噴塗、檢測、膠(jiāo)合(hé)等工藝處理,因為(wéi)需要的(de)治具種類相對繁多,零配件複(fù)雜多樣化;
(2)仿形設計:和性腔模具不同,治(zhì)具僅用於夾持和固定產品,所以其主要零件跟產品造型相似,有仿形也有避讓。
1.3治具設(shè)計對軟件(jiàn)的要(yào)求(qiú)
(1)方便(biàn)快捷的(de)設計處理能力;(2)快速的仿形避讓處理;(3)豐富的零(líng)配件庫(kù)和自(zì)定義(yì)標準件和非標件的能力;(4)高效(xiào)處理設計變更的能力。
2.傳統治具設計製造流程
2.1傳(chuán)統治(zhì)具設計製造流程

2.2傳統治具設計製造流程分析
從上(shàng)述流程圖我們可以清晰的看到傳統治具設計(jì)製(zhì)造的整(zhěng)個流程,在這個過程中我們可(kě)以看到使用到的軟件就涉(shè)及多款軟件,所以對工程師的要求和能力(lì)培(péi)養(yǎng)成本就很高,並且多款軟(ruǎn)件之間的數據傳輸轉換可能會造成一定的數據(jù)丟失和損壞,以致最終的製造不合格;另外,在2D軟件中繪製的避讓區域圖導入3D軟件以後,在2D圖中創建的那些避讓區輔助圖如果保(bǎo)存著肯定會增加材料(liào)管(guǎn)理工(gōng)作量,不便於管理。
3.CimatronE治具全3D設計製造流程(chéng)
3.1CimatronE治具全3D設計製(zhì)造流程
以下我們通過一個案例來介紹CimatronE全3D治具設計。
(1).在準備做支撐塊設計之前先根據產(chǎn)品處理工藝的不同需求,可在CimatronE軟件中設計好相應的治具架結構(gòu),並且可以將這些治具架客自化成公司的標準件進(jìn)行使用,這樣可以極大的節省治具設計的時間:
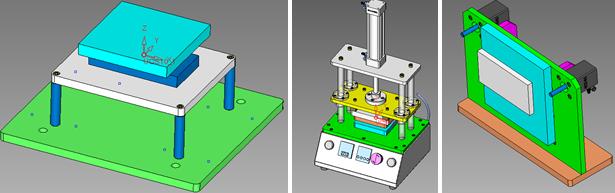
(圖2.CimatronE設計治具架)
(2).根據不同產品處理工藝,調用現成合適的治(zhì)具架結構(本案例調用上升(shēng)式治(zhì)具架結構)
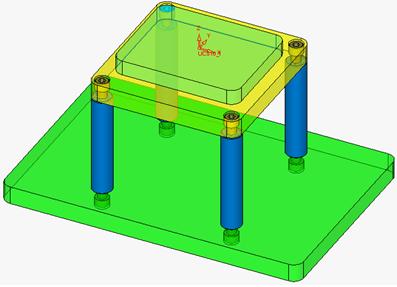
(圖3.調入治具架)
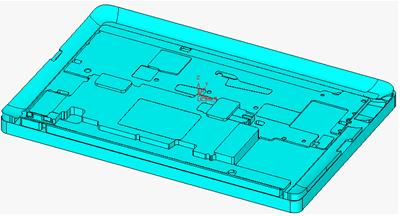
(3).調入需要做支撐塊設計的產品至合適的位置:
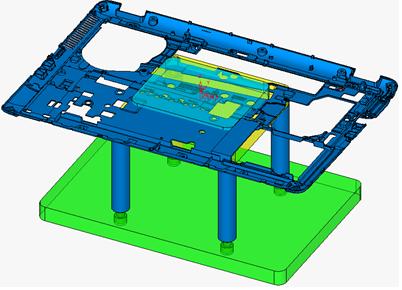
(圖4.調(diào)入產品圖)
(4).由於針對的產品大小(xiǎo)形狀都不統一,所以加載產品以後需要根據不(bú)同的產(chǎn)品(pǐn)尺寸再調整(zhěng)整(zhěng)套治具架的相關尺寸,在CimatronE軟件中采用專業的裝配尺寸對話框,可以在三維狀態下調整合適的結構尺寸:
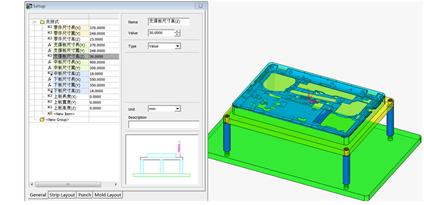
(圖5.調整整套治(zhì)具架尺寸)
(5).支撐塊的設計,在傳統治具設(shè)計過程中支撐(chēng)塊采用的是壓板和支撐塊在一起進行設計,當進行支撐塊(kuài)的設計(jì)的時(shí)候不方便觀察上壓板是否幹涉(shè)支撐塊的相(xiàng)關位置(zhì),同理做壓板設計(jì)的時候(hòu)也不(bú)方便觀察支撐塊是否幹涉(shè),為了避免此問題在CimatronE全3D治具設計中出現,我們推薦采用快速(sù)分模將產品快速的分出上(shàng)下兩個部分,分別進行上壓板和支撐塊(kuài)的設(shè)計,這樣就可(kě)以(yǐ)分別隱藏上下麵進行壓板和(hé)支撐塊的設計:
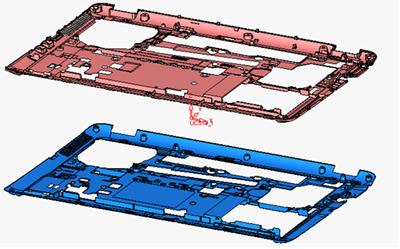
(圖6.分出上下麵)
(6).在創建支(zhī)撐塊主體之前先創建(jiàn)讓位槽(cáo),傳統創建讓位區域采用在2D環境下手動繪製草圖,在2D環境下創建讓位區域(yù)對設計師的經驗要求非常高,且出錯率較高,當導入3D軟(ruǎn)件中設計好支撐塊(kuài)主體以後再需要修改讓位區域就非(fēi)常麻煩,因為尺寸參數不(bú)能關聯。CimatronE全3D設計采用的是利用(yòng)讓位標準件和隨形線框功能,並且參數可以相互(hù)關聯便於後期(qī)的修改:
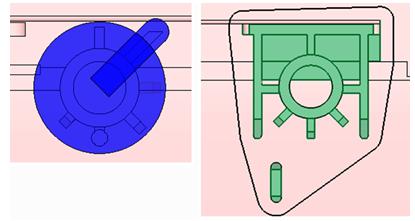
(圖7.設計讓位)
(7).創建支撐塊主體,結合CimatronE全3D造型設計以及仿形切割實體功能,快(kuài)速(sù)創建支撐塊主體:
(圖8.設(shè)計支撐塊)
(8).在完成讓位槽和(hé)支撐塊主體設計之後,就需要添加相應的組件完成整套治具的設計,像汽缸、電子眼、五通、加熱棒、軸承套等(děng)均可在(zài)CimatronE軟件中定(dìng)義為標準件或非標件,然後在治具裝配設計的時候隻需要加載即可。
(圖9.自定義標準件)
另外,CimatronE軟件自帶多大30多種標準件,通用的螺栓螺帽均(jun1)可直(zhí)接調(diào)取使(shǐ)用(yòng):
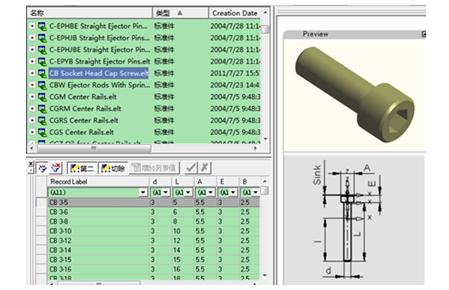
(圖10.調入自帶標準件)
(9).所需要的標準件、客自化件(jiàn)、支撐塊主(zhǔ)體、壓(yā)板等部件都設計(jì)完成並組裝完整以後,為了保證每個裝配(pèi)件之(zhī)間不發生幹涉,CimatronE軟件支持每個部件(jiàn)之間(jiān)的幹涉檢查分析,可以快(kuài)速直觀的看到每個部件之間的幹涉且(qiě)可以顯(xiǎn)示局部細節情況:
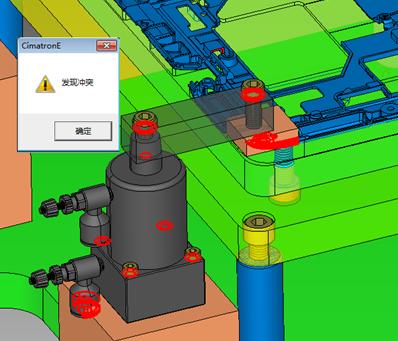
(圖11.幹涉(shè)檢查分析)
找到幹涉區(qū)域,並可快速的(de)修改。
(10).在完成以(yǐ)上的(de)所有操作流程並完成治具設計,後續(xù)出現產品的(de)數據設(shè)変的時候,CimatronE全3D設計模式采(cǎi)用專業的設変處理功能,減(jiǎn)少因為傳統3D軟件全參數設計的參(cān)數關聯導致(zhì)變更的時候每個部(bù)件之間關聯性的變化,而CimatronE軟件采用的是全(quán)參和無參相結合的設(shè)計模式,方便快捷的做到數據的(de)設計變(biàn)更:
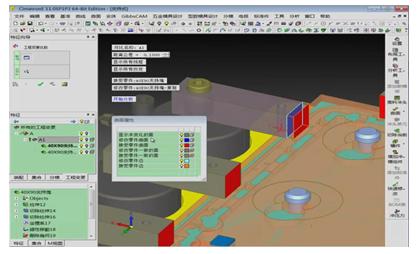
(圖12.設計變(biàn)更)
(11).完(wán)成整套治具設計:
(圖13.整(zhěng)套治具裝配)
4.CAM製造
為了使得(dé)企業在治具設計製造(zào)的過程中實現由設計到加工一體化操(cāo)作,CimatronE軟件可以在治具設計完成以後將相應的各個零配件一鍵切換到NC模式(shì)下,進行編程,相(xiàng)同軟件之(zhī)間的操作可以極大的減少數據轉換造成的數據錯誤:
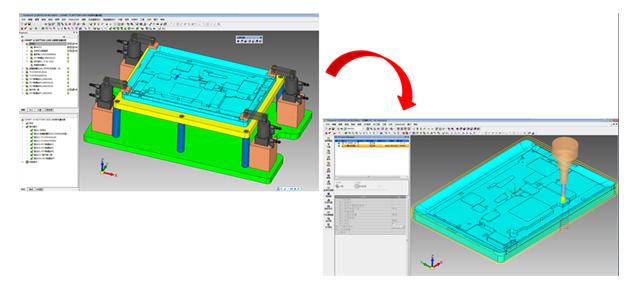
(圖14.CAD-CAM轉換)
5.小結
由於傳統治具設計要完成一整套治(zhì)具設計需(xū)要(yào)涉及多款軟件(jiàn),首先對產品數據本身(shēn)的多(duō)次轉換勢必會(huì)造成部分數據錯(cuò)誤,其(qí)次,涉及到多(duō)款軟(ruǎn)件也會造成企業人力資源成本的提升;CimatronE提(tí)出采用全3D治具設計,將冗繁的2D的工作整合到全3D模式下(xià),這樣極大的減少了因數據(jù)轉換造成的數據錯誤,且CimatronE是一款CAD/CAM一體化的軟件,在CimatronE完成治具設計以後可直接切換到CAM模式下進行各個配件的加工製造。
CimatronE自帶各種型號的標準件多達30多種,客戶完全可以根據自己的設計需求直接調取即可,同時CimatronE提供了客自(zì)化標準(zhǔn)件的設計功能(néng),使客戶在處理(lǐ)客自化零配件的時候得心應手(shǒu);CimatronE采用全參數設計和無參數設計相結(jié)合的模式,使得我(wǒ)們在進行治具裝配設計的時候,可以快速的(de)進行從新布局和定位,全參數設計也可以使(shǐ)得我們在進行設計(jì)變更的時候,保證整體結構的變更一致性。
如(rú)果您有機床行業、企業相關新聞(wén)稿件發表(biǎo),或進行資(zī)訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量數據
- 2024年(nián)11月 分地區(qū)金屬切削機床產量數據
- 2024年(nián)11月(yuè) 軸承出口情況
- 2024年11月 基(jī)本型乘用車(chē)(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽(qì)車銷量(liàng)情(qíng)況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況(kuàng)
- 2024年10月(yuè) 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機(jī)床產量數據
- 2024年9月(yuè) 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據(jù)
- 2028年8月 基本型乘用車(轎車)產量數據
- 機械(xiè)加工過程圖示
- 判斷一台加工中心精度的幾種辦法
- 中走絲線切割機床的發展趨勢(shì)
- 國(guó)產數控係(xì)統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國的技術工人都去哪裏了?
- 機械老板(bǎn)做了十多年,為何還(hái)是小作坊(fāng)?
- 機械行業最新自殺性營(yíng)銷,害人害己!不倒閉才
- 製造業(yè)大逃亡(wáng)
- 智能時代,少談點(diǎn)智造,多談點製造
- 現實(shí)麵前,國人沉默(mò)。製造業的騰飛,要從機床
- 一文搞懂數(shù)控(kòng)車床加工刀具補償功能
- 車床(chuáng)鑽孔(kǒng)攻螺紋加工方法及工裝設計
- 傳統鑽削與螺旋銑孔加(jiā)工工藝的區別