


CPX Linear 填補了 ANCA 棒料段差磨床的空(kōng)白
2022-5-13 來源:ANCA 作者:-
CPX Linear棒(bàng)料段差磨床作(zuò)為當今市場上精度和生產(chǎn)率最高的棒料磨床,是基於(yú)客戶的需求應運而(ér)生,實現了從棒料到成品的(de)整體(tǐ)製造生產。其配備的BlankX軟件、電機恒定溫度控製(MTC)和砂輪磨損自動補償等標準功能,能夠(gòu)實(shí)現自動化可控地生產過程,磨削(xuē)的(de)棒料能夠(gòu)實現優於 0.2ra的表麵光潔度,跳動小(xiǎo)於 2 微米,填(tián)補了ANCA棒料磨床的空白(bái)。此外,與其他ANCA磨床相(xiàng)比,CPX Linea棒料磨床的主軸強勁加工(gōng)範圍大,采用夾持剝磨削法進行生產,具有相同的動力和(hé)剛性(xìng)和熱穩定性,備受客戶的認可和好評。
CPX Linear棒料磨削應用(yòng)
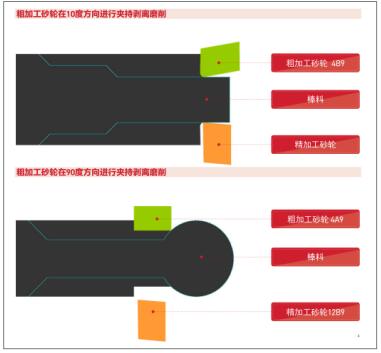
對於圓柱形棒料的磨削,CPX Linear采用成熟的夾持剝離(lí)磨削法。在磨削過程(chéng)中,棒料夾在粗加工砂輪和精加(jiā)工砂輪之間,可以高速旋轉並縱向移動。這種(zhǒng)磨削方法實現了較高的(de)材料去除率,因為(wéi)棒(bàng)料夾(jiá)持(chí)器和砂輪之間的距離在整個磨削過程中保持固定,減少了棒料的撓度和振動。同時,棒料成品質量更好,表麵光潔度更高,並且減(jiǎn)少了循環周期時間。
此外,CPX Linear在成型(xíng)刀棒料、D32 毫米棒料(liào)、長鑽棒料、D0.3 毫米微型刀具棒料以及D1 毫米微型刀具棒料的磨削方麵都有成熟的應(yīng)用,在加工過程(chéng)中會(huì)根據不同種類(lèi)棒(bàng)料的特點來進行調整加工。例如:在成型(xíng)刀棒料加工過程中(zhōng),CPX Linear粗加工主軸功率高達 43 千瓦,能夠以較高的材料去除率(MRR)高功率磨削棒料;在加工長鑽棒料時,CPX Linear的(de)加工範圍更(gèng)大,可處理長度達 360 毫米的棒料;采用夾持剝離法(fǎ)批量磨削鑽頭棒料時,單(dān)程磨削整個棒料直(zhí)徑公差能達到<0.002,表麵光潔度值達到了非常(cháng)高的Ra0.06;在D0.3 微型刀具(jù)棒料批量磨削中,長徑(jìng)比為 20:1 時,直(zhí)徑範圍在 2.5 微米以內,跳動為 0.001 毫米;而(ér)在D1 毫米的微型刀具棒料批量磨削中,直徑範圍為 2.3 微米,跳動<0.001 毫米,表麵光潔度極佳。

BLANKX軟件
ANCA BlankX軟件是棒料(liào)磨削(xuē)的專用軟件,用於CPX Linear創(chuàng)建和編程磨削參數。其軟件功能豐富:采用了ANCA備受歡迎的iGrind軟件交(jiāo)互界麵,可直觀快速創建圓柱形、錐形或圓角刀(dāo)棒料形式的圖標設計;成型棒料(liào)可以導入二維輪廓或DXF文件(jiàn),隻(zhī)需選擇相鄰幾何圖形即可(kě)添加倒角(jiǎo)或圓(yuán)角;從幾何參數到磨削參(cān)數都采用引導式流程(chéng),能預估磨削時間;可以通過二維模擬驗證磨削程序,實時視圖棒料的磨(mó)削過程;每段粗加工和精加工都可以單獨設置餘量;可(kě)以進行通過砂(shā)輪編輯器對砂輪進行調整,自動砂輪磨損補償;使用“調用BlankX文件”能進行多道棒料磨(mó)削,還可選公製和英製模式,實現各種棒料的磨削。
可見,CPX Linear與BlankX軟件(jiàn)的結合具備技術的先進性以及可持續發展的能力,將在棒料磨削領域裏保持領先(xiān)的地位,並繼續為客戶(hù)提供超出預期的先進的技術。

電機(jī)恒定溫度控製(MTC)
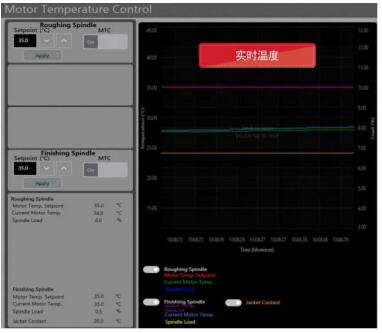
電機恒定溫度控製 (MTC) 是ANCA開發(fā)的電機溫(wēn)度控製專利技術(shù),該技術能確保無論磨削過程參數和操作條件發生怎樣變化,主軸電機都始終能工作於恒定(dìng)的熱穩定條件下。在批量磨削(xuē)棒料過程中需要監控包括砂輪的種類(lèi)、規格和工藝的重要參數,可根(gēn)據磨床設置和棒料質量而精準控製冷卻液的溫度。通常在批(pī)量磨削之前,需要先磨削少量樣品,對工藝進行必(bì)要的調整,然後(hòu)再(zài)開始(shǐ)批量磨削,前幾個棒料需要仔細檢查直至工藝穩定。操作員需要根據每個棒料的去料量、棒(bàng)料複雜程度等因素來調整(zhěng)試(shì)驗的棒料個數和生產過程中的抽查比例。
在棒料生產中MTC的優點很(hěn)多:無論主軸負載或者轉(zhuǎn)速(sù)如何變化,主軸始終可以(yǐ)保持穩定的溫度,減少了(le)主軸熱變形,大大提高了(le)磨削尺寸的穩定性;由於尺寸(cùn)穩定性的(de)提高,減小了批量生產中的產品抽查比例;主軸預熱時間大幅降(jiàng)低至幾分鍾內,以便更快完成試驗,達到(dào)批量穩定。
砂輪磨損自動補償
在批量(liàng)棒料生產過程中(zhōng),另一個需要監控的因素是粗加工砂輪和精加工砂輪的磨損程度。值得注意的是他們(men)的功能和磨損率都不同。砂輪磨損控製從選擇砂輪(lún)的形狀、尺寸和規格開始(shǐ)。為了簡化過程,CPX Linear 配備(bèi)了經過驗證和備受推薦的砂輪,可以適應各種棒料的磨削應用。除(chú)了選擇正確的砂輪後,選擇正(zhèng)確的磨削工藝參數(shù)也很重要,包括砂輪速度、磨削進給、加(jiā)工速度和冷卻液參數(shù),這(zhè)些都是(shì)實現(xiàn)最佳磨削過程的主要參數,但砂輪磨損的控製更為重要。
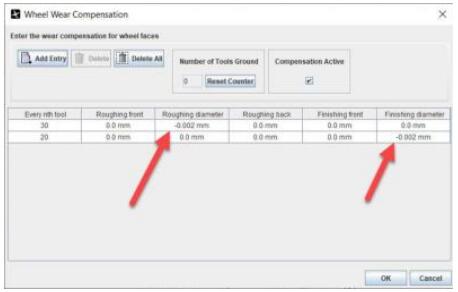
通常在批量運行中以固定頻率的抽查作為砂輪磨損的監控點,然後手動對(duì)砂輪進行必要的調整來監(jiān)控磨損程度。但在大多數情況下,當棒料的尺寸差別達(dá)到指定公差的 50%時會進行調整(zhěng)。為了消除這種(zhǒng)手動(dòng)調整(zhěng),CPX BlankX 軟件配備了(le)“砂輪(lún)磨損補償”程序,以用(yòng)戶(hù)定義的頻率自動調整砂輪表麵或外(wài)圓。
客戶體驗
“我們已經使用CPX Linear將近一年時間。可以說,這台磨床的性能在(zài)生產力和準確性方麵都非常出色。我們知道,生產調度是工廠運營(yíng)中最困難的(de)部分之(zhī)一,如果沒有棒料磨床,我們隻能依賴外包加工,這可能會導致質量或進度問題,而使用CPX Linear顯著提高了刀具生產的效率。CPX Linear的(de)另一個優點在於功能強大並且涵蓋各種棒料尺寸,我們已經磨削(xuē)了 25 毫(háo)米(mǐ)到 0.4 毫米((3 毫米柄)之間的(de)多種棒料,隨著客戶對刀具的表麵光潔度和公差要求(qiú)越來越高,鑽頭或鉸刀的跳動應小(xiǎo)於 0.003mm,同(tóng)時表(biǎo)麵光潔度需要小於 0.2Ra,而這些刀具(jù)生產需求都通過使用(yòng)CPX Linear得以解決,我們的客戶對此非常滿意。”——樸啟榮先(xiān)生, 索利克(kè)斯 (韓國)
投稿箱:
如果您(nín)有機床行業、企業相關新聞稿件發表,或進行資訊合(hé)作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您(nín)有機床行業、企業相關新聞稿件發表,或進行資訊合(hé)作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更(gèng)多相關信息
州金馬")
業界視點
| 更多

行業數據
| 更多
- 2024年11月 金(jīn)屬切削機床產量數據(jù)
- 2024年11月 分地區(qū)金屬切削(xuē)機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年(nián)11月 新能源汽(qì)車銷量情況
- 2024年10月 新(xīn)能源(yuán)汽車產量數據
- 2024年10月 軸承(chéng)出口情況
- 2024年10月 分地區金屬切削機床(chuáng)產量數據
- 2024年(nián)10月 金屬切削機床產(chǎn)量數據
- 2024年(nián)9月(yuè) 新能源汽車銷量情況
- 2024年8月 新能源汽(qì)車產量數據
- 2028年8月 基本型乘用車(轎(jiào)車)產量數(shù)據
博文選萃
| 更多