


DITTEL 動平衡係統在磨床中的應用(yòng)
2017-3-8 來源:上汽通用五菱汽車股(gǔ)份有限公司 作(zuò)者:潘賜鈺
摘要:使用砂輪磨削是機械加工的重要(yào)組成部分,砂輪主軸的動平衡對保證磨削精度(dù)和磨削表麵質量(liàng)以及主軸(zhóu)零件的壽命(mìng)至關重(chóng)要,而砂輪的製作(zuò)工藝及裝配精度問題,存在各種各樣的不(bú)平衡,導致零件表麵質量產生各種問題。通過分析砂輪不平衡的不同原因(yīn)及危害,重點介紹了 Dittel 內置式動平衡係統的原理(lǐ)、構(gòu)成以及在(zài) JUNKER 曲軸雙(shuāng)砂輪磨床上的應用。
關(guān)鍵詞:Dittel;不平衡;動(dòng)平(píng)衡;磨(mó)床
砂輪是磨削(xuē)加工的(de)必要工具,而砂輪是由大量形狀(zhuàng)規則不均勻的顆粒粘結組(zǔ)成,因此製造工(gōng)藝會引起砂輪轉動時產(chǎn)生一些無法避免(miǎn)的(de)偏心振動。在砂輪裝配過程中(zhōng)的(de)砂輪偏心、砂輪與夾具的間隙、非同心的夾緊裝置、主軸的不(bú)平衡及加工中砂輪對冷卻液(yè)的吸附等,會使磨削中(zhōng)出現更大振動。這些由砂輪製造或裝配不平衡引起(qǐ)的振動將對高速磨削加工產生很大影響,會引起加工表麵產生震紋及粗糙度不合格等質量問題(tí),同時還會使磨床主軸軸承壽命(mìng)異常,增加砂輪的修整頻次及加速金剛修(xiū)整輪的損耗等。
在目(mù)前的精密磨削加(jiā)工過程中,為了提高效率和穩定性常常采用 CBN 砂輪,其具有壽命長、膨脹係數小、表麵質量穩定及磨(mó)削(xuē)轉速快(>2 000 r/min)等在優點(diǎn)[1]。而在(zài)高速磨削中砂輪本身及主(zhǔ)軸產生的不平衡振動會製約高(gāo)精密磨削的技術發展(zhǎn),因(yīn)此砂(shā)輪的平衡在生(shēng)產中有著(zhe)重要的意義和廣(guǎng)泛的前景,如在汽車製(zhì)造行業中的曲軸和凸輪軸磨削,表麵粗糙度需要(yào)達(dá)到 Ra 0.6 以下,砂輪平(píng)衡(héng)精度(砂輪係統的偏心量)需要控製在 0.4 ~ 0.6 μm 以下。所以砂輪保持動態的在線動平衡是高精密(mì)磨(mó)削加工中一項不可或缺的關鍵(jiàn)技術。
目前的在線動平衡係統主要有聲納動平衡係統[2-3]及流體補償(cháng)質量自動平(píng)衡係統。Dittel 是市(shì)場上常用的動平衡控製係(xì)統,應用於各(gè)種磨床的在線平(píng)衡,對於提高機床的磨削效(xiào)率及安全性具有重大意義,目前研(yán)究主(zhǔ)要有其方法、理論,及其它(tā)方麵應(yīng)用的(de)一些介紹,本(běn)文主要結合上汽通用(yòng)五菱發動機工廠內使用的 JUNKER 雙砂輪磨床上應用進行探(tàn)討。
1.砂輪不平衡原因及(jí)危害
砂輪不平衡產(chǎn)生的原因主要分為兩大類:一類是砂輪自身形狀或磨粒分布的不平(píng)衡;另一類是砂輪與其他部件裝配不平衡。如圖 1~5 所示,砂輪非圓、中心孔非球麵、孔不對中心、表(biǎo)麵平行、磨粒粘合不均勻等原因均會引起砂輪不平衡。
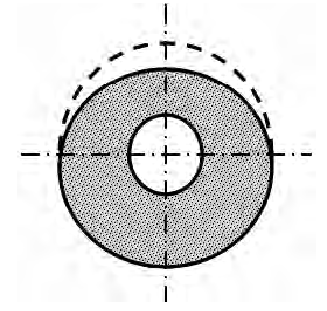
圖 1 砂輪非圓
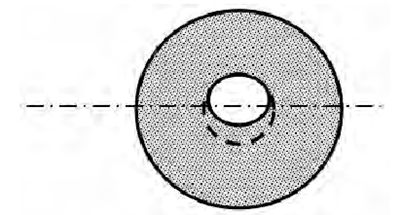
圖 2 中心孔非球麵
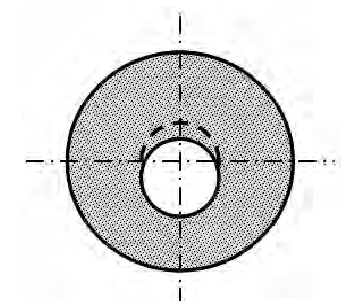
圖3 孔不對中心
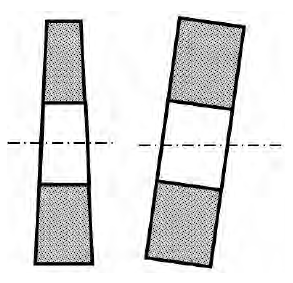
圖 4 表麵不平行
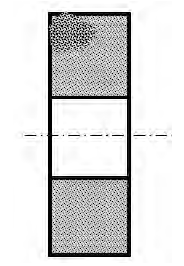
圖5 磨粒粘合不均勻
砂(shā)輪在製造過程中可能形成形(xíng)狀不(bú)規則或者磨粒分布不均(jun1)勻(yún)的不平衡。此外,由於(yú)砂輪是由大量規則顆(kē)粒通過特殊工藝粘合而成,故表麵顆粒的脫落和(hé)不定時的(de)砂(shā)輪修銳(ruì)過(guò)程也會形成新的不平衡。砂輪不平衡會造成對磨(mó)削(xuē)的影響(xiǎng),常常出(chū)現工件(jiàn)的圓(yuán)度(dù)、直線度和跳動的(de)超差。
砂輪在安裝的過程中,可能會(huì)因為砂輪及夾(jiá)具間存(cún)在間隙、非(fēi)同心或平麵夾(jiá)緊裝置、非(fēi)同心錐體、不平衡的夾具、不平衡的主軸、不平衡的皮帶輪(lún)等多種原因導致砂輪裝配不平衡,如圖 6 所示。
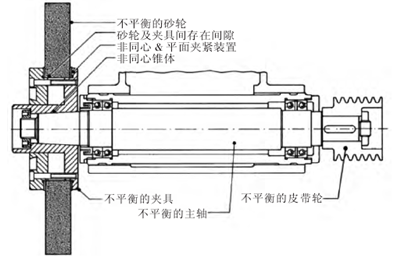
圖(tú)6 裝配不(bú)平衡
砂輪裝配不平衡,輕則導致砂輪在(zài)運轉(zhuǎn)後(hòu)出現振動,磨削出來的工件(jiàn)表麵有振紋;重則導致局部(bù)磨削量過大,造成砂輪崩角及(jí)工件斷裂等砂輪表麵微粒(lì)及微孔在加工過程中對切削液吸附的不(bú)均勻,進(jìn)而引起砂輪的附(fù)加不平衡,這種附加的不平衡也無法(fǎ)用靜平衡消除,但該現象卻影響工件的圓度和粗糙(cāo)度。
砂(shā)輪主軸的(de)轉動機構也會造成砂輪不平衡的出現,如(rú)轉動機構的軸承磨損,靜壓油膜(mó)異常,端部砂輪固定凸緣盤生鏽或附著(zhe)異物等。這些微小的變化在高精密(mì)磨床(chuáng)中如(rú)不加以考(kǎo)慮(lǜ)和控製,最後都會反(fǎn)映到磨削的工(gōng)件上,造成批量的不合(hé)格工(gōng)件。
2.自動平衡原理
上汽通用五菱發動機(jī)工廠(chǎng)曲軸線使(shǐ)用(yòng)了德國的(de)勇克(JUNKER)磨床,采用 CBN 砂輪,且在每一側砂輪主軸頭內部都安裝有迪特爾(Dittel)動平衡係統,用於在砂輪啟動、磨削過程中動態的監控和調整砂輪的不平衡量(liàng),整個平衡(héng)係統機構精致小巧,集成在砂輪頭架內,如圖 7 為砂輪動平衡係(xì)統結(jié)構圖。
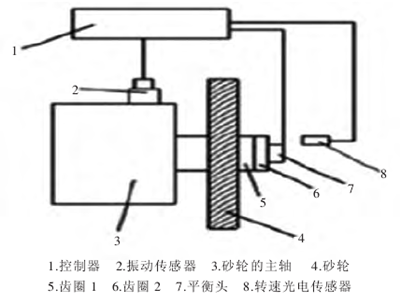
圖 7 砂輪動平(píng)衡係統
內(nèi)置式(shì)平衡頭安裝在砂輪主軸頭內並隨主軸(zhóu)一起轉動,平衡頭(tóu)是由兩個分別驅動偏(piān)心配重塊的小型永磁鐵直流電動機組成,砂輪高速運轉時,安裝在砂輪基座上的振動傳感(gǎn)器及主軸電(diàn)機內的速度傳感器將數據發回控製中心(xīn) M6000,通過計算後濾(lǜ)波處(chù)理反饋給平衡頭內的伺服電機,驅動兩個配重塊以相同的旋轉方向產生產生一個合力與砂(shā)輪本身不平衡量合力方向相反,由於平衡頭與砂(shā)輪主軸同軸(zhóu)安裝,故此合力抵消為零,從而使(shǐ)整個砂輪處於平衡狀態,此時(shí)砂輪的振(zhèn)動極小;如果使兩個配重塊反向旋轉,隨著偏心(xīn)質量夾角變化,當其與砂輪本(běn)身不平衡質量相等時,即完成(chéng)幅值補償。圖 8 為(wéi) JUNKER 磨床平衡係統的圖(tú)解。
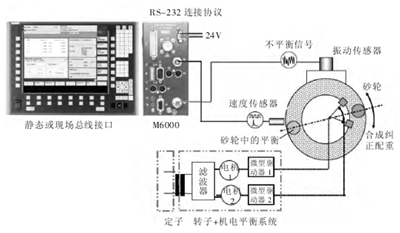
圖8 DITTEL 砂輪動平衡係統
3.機電式平衡係統(tǒng)結構組成
用於(yú)磨(mó)床主軸的一套完整的機電平衡係統包括以下部分:平衡模塊 M6000、自動化係統或安裝了(le)Windows 操(cāo)作係統的標準個人電腦和相應(yīng)的硬件(圖9)有:振(zhèn)動傳感器、信號傳感(gǎn)器、接近開關、平衡(héng)單元、內置或外置的信號接收器、連接線纜和延長線纜、DITTEL System control center 軟件(圖 10)等組成。
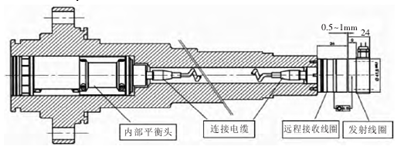
圖 9 砂輪動平衡係統(tǒng)
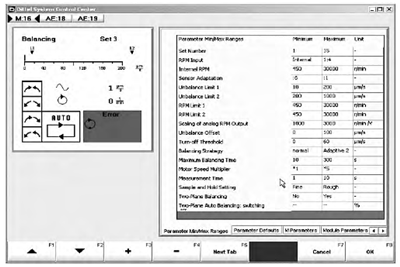
圖 10 DITTEL System control center
4.砂輪動平衡(héng)過程和程序控製
當平(píng)衡頭與(yǔ)砂輪處於(yú)任一種(zhǒng)相對的位置時,砂輪上(shàng)的不平衡量(liàng)將產生離心(xīn)力,砂輪(lún)和平衡裝置的合力就會產生震蕩(dàng)力,使砂輪架振動(dòng),通過(guò)安裝在砂輪架上的震動(dòng)傳感器來測量砂輪偏心引起的振動的大小,從而計算出砂輪的不平衡量大小,對檢測出的不平衡力由 M6000 數據處(chù)理單元判定是否在調整範圍以內,是則執行補償,否則報警。
相(xiàng)位調(diào)整過程,令偏心襯套和(hé)偏(piān)心(xīn)輪產(chǎn)生的配重朝一個方向以相同的速(sù)度轉動,直至偏心襯套和偏心輪的質心連(lián)心線相位相差 180°,此時平衡裝置(zhì)和砂輪(lún)不平衡產生的合力下降的變化使受迫振動朝振幅減小的方向收斂,直至 M6000 數據處理單元接收到震動傳感器測量的振幅小於設定的平衡值時,結束相位的調整。
平衡裝置的作用是通過調整偏心配重塊以抵(dǐ)消砂輪不平衡離心力。在砂(shā)輪未達到平衡狀態以前,程(chéng)序(xù)持續運(yùn)行對平衡裝置進行偏量調整。具體而言就是令偏心輪與偏心配(pèi)重塊在相同(tóng)的角速度下反向轉動,以此改變兩者的重心偏移,使得偏心輪配(pèi)重塊產生的離心力與砂輪(lún)不平衡(héng)產生的離心力相互抵消。從震動傳感器監測的數據來(lái)看,有效的調整應使得讀數逐漸(jiàn)減小,直至收斂於某個最小值(zhí),此時砂輪達到了平衡狀態。
5.結束語
本文通過分析介紹砂(shā)輪的不平(píng)衡原(yuán)因(yīn)及危害,以及在工業應用上使(shǐ)用 DITTEL 平衡係統去監測及控製(zhì)砂輪(lún)的平衡狀態,對機床的壽命(mìng)和加工件的質量(liàng)有重要意(yì)義。
投稿箱:
如果您有機床行業、企業相關新聞稿(gǎo)件發表,或進行(háng)資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿(gǎo)件發表,或進行(háng)資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多
")
行業(yè)數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地(dì)區金屬切削機床產量(liàng)數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新(xīn)能源(yuán)汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月(yuè) 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新(xīn)能源汽車產量數據
- 2028年8月(yuè) 基本型乘用車(轎(jiào)車)產量數據
博文選萃
| 更多
- 機械加工(gōng)過程(chéng)圖示(shì)
- 判斷(duàn)一台加工中心精度的(de)幾種辦法
- 中走絲線切割機床的發展趨勢
- 國產數控係統和數控機床何去何從?
- 中國的技術工人都去(qù)哪(nǎ)裏了?
- 機(jī)械老板做了十多年,為何還是(shì)小作坊?
- 機械行(háng)業最新自(zì)殺性營銷,害人害己!不倒閉才
- 製(zhì)造(zào)業大逃亡(wáng)
- 智能時代,少談點智造,多(duō)談點製造
- 現實麵前,國人沉默。製造業的騰飛,要從機床
- 一文(wén)搞懂數控車床加工刀具補償功能
- 車床鑽孔攻螺紋加工方法及工裝(zhuāng)設計
- 傳統鑽削與螺(luó)旋銑孔加工工藝(yì)的區別