


摘 要 隨著現代加工(gōng)業的發展,人們更加追求高質、高效、安全可靠的加工手段。其中,在數控機床上(shàng)使用GAP(消空程)功能就是眾多手段中(zhōng)的一種,它不僅可以減少機床的空行程,提高工作效(xiào)率,還可以根(gēn)據噪音極限值的定義檢測(cè)砂輪是否處於安全位(wèi)置。通過MARPOSS的P3SE在FANUC係統上的應用(yòng),介紹了(le)GAP的工作原理、硬件連接、自學習與調整及程(chéng)序的編輯,為實(shí)現數控機床的高效率、高質量和高(gāo)安全性生產提供(gòng)了一(yī)種手段。
隨著現代化加工(gōng)技術(shù)的不斷(duàn)發(fā)展,對加工的質(zhì)量(liàng)、效率、全自動化要求越(yuè)來越高。現代化工廠裏全是數(shù)控機床和全(quán)自動流水線操作,在機床的自動加工過程中,匹配(pèi)了很(hěn)多的輔(fǔ)助係統和監控係統,如在數(shù)控磨床上利用消空程來(lái)實現提高生產(chǎn)安全,提高生產效(xiào)率的使用。目前,AE(Acoustic Emission)係(xì)統在(zài)數控磨(mó)床的加工使用中(zhōng)已經非常成(chéng)熟,國外在掌握這項技術上頂尖的產品有(yǒu)意大利的(de)MARPOSS、美國的SBS和德國的DITTEL。本文以MARPOSS的P3SE在FANUC係統上的應用進行分析。
1、 P3SE 的GAP(消空程)用途
MARPOSS 的P3SE 是通過一個AE 傳感器,檢測(cè)磨床(chuáng)中的砂輪(lún)和工件(jiàn)接觸時產生的超聲波能量。測量方法是機床在進行自動磨削時,砂輪在安全位快進到工進的過程中,根據(jù)噪音極(jí)限值的設定可以(yǐ)檢測到砂輪和工件是否接觸;根(gēn)據噪音極限值的定義(yì)可以檢測砂輪是否處於一個安全位置;可以(yǐ)根據檢測砂輪在修整過程中(zhōng)的聲波發射圖形來判斷砂(shā)輪是否完全修好。如果聲波圖形連續不間斷時,可認為此(cǐ)砂輪修整(zhěng)完成。
2 、P3SE 硬件連接
圖1 中,AE1 是連接到AE 傳感器1,Amphenol類型8-針的接頭;AE2 是連接到AE 傳感器2,Amphenol 類型8-針的接頭;COM 是串口RS232,Cannon 型9 針;AEI/O-----I/O 信號接口,Cannon型15 針的插頭(I/O 接線圖如表1 所示);AN.OUT是模擬量輸出接頭;POWER 24 VDC 是電(diàn)源輸入接頭⊥-----接地(dì)(M5)。
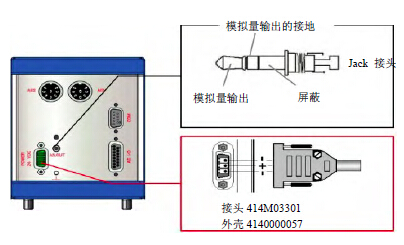
圖 1 P3SE 背部視圖
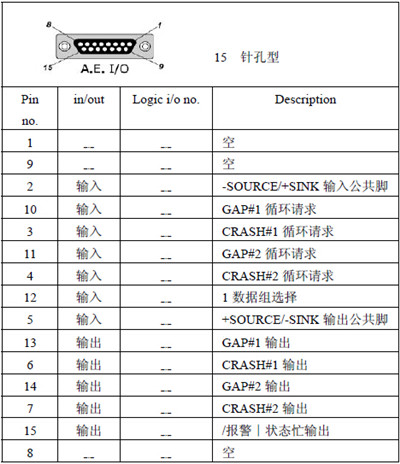
表 1 AE I/O 信號接線圖
3、 P3SE 的學習與調整
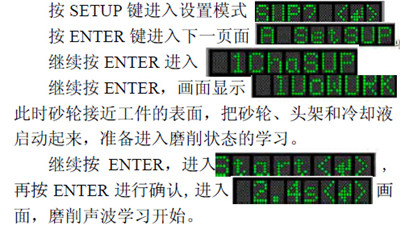
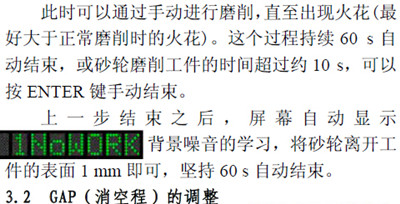
3.1 邏(luó)輯通(tōng)道A 的絕對模式的學習操作步驟

4、 程序的編輯
4.1 FANUC 係統PLC 的編程(單通道)
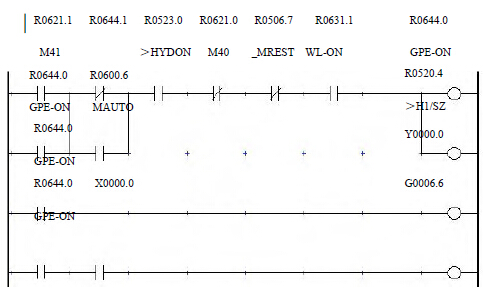
圖 2 PLC 編輯圖
Y0.0 為GAP 的循環請求
X0.0 為(wéi)P3SE 的GAP 信號
M41 為GAP-ON 消空程開
M40 為GAP-OFF 消空程關
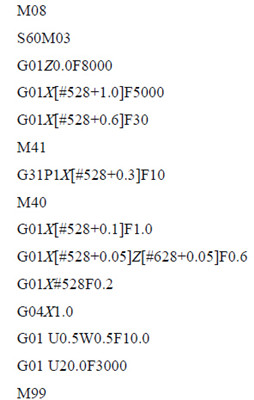
4.2 FANUC 係統NC 的編程(chéng)
假設工件的磨削餘量為(wéi)0.4 mm 編程(變量#528
為工件外圓要求磨削到的尺寸)。
5 、結語
在(zài)數控磨床上,如果沒有使用GAP(消空程)功能,NC 編程就得按全部工件中餘(yú)量最大的工件來(lái)進(jìn)行編程(chéng),這樣會造成加工餘量少的工件有一部分時間浪(làng)費(fèi)在空行程上。另外(wài),在上一道工序留給下道工序(xù)的加工餘量一致性不是很穩定的情況下,又沒(méi)有聲波(bō)監(jiān)測的功能,就會埋下安全隱患,可能造成生產的(de)零件質量不(bú)穩定或產生安全事故(gù)。同樣,如果使用了GAP 功能,就可以充分利(lì)用聲波監測功能,做到加工過程的全控製,保證零(líng)件的質量和(hé)生產的安全性,還通過消除加工過程的空(kōng)運行那段行程,從而實現(xiàn)加工的高效率。所(suǒ)以,GAP 功能為高質、高效的安全生(shēng)產提供了可能(néng)。
如果您有機床行業、企業相關新聞稿(gǎo)件發表,或進行資訊合作,歡迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削(xuē)機床產(chǎn)量(liàng)數據
- 2024年11月(yuè) 分地區金屬切削機床(chuáng)產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量(liàng)數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源(yuán)汽車(chē)銷量情(qíng)況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金(jīn)屬切削機床產量數(shù)據
- 2024年10月 金屬切削機(jī)床產量數(shù)據
- 2024年9月 新能源汽(qì)車銷量情況
- 2024年8月 新能源汽車產(chǎn)量數據
- 2028年8月 基本型乘用車(轎車(chē))產量數據
- 機械加工過程圖示
- 判斷一台加工中心精(jīng)度的幾種辦法
- 中走絲線切割機床(chuáng)的發展(zhǎn)趨勢
- 國產(chǎn)數控係統和數控機床何去何(hé)從?
- 中國的技術工人都去哪裏了?
- 機械老板做了十多年,為何還(hái)是小作坊(fāng)?
- 機(jī)械行業最新自殺性(xìng)營銷,害人害己!不倒閉才
- 製造業大逃亡
- 智能時代,少談(tán)點智造,多談點(diǎn)製造
- 現實麵前,國人沉默。製造業的騰飛,要從機床
- 一文搞懂數控車床加工(gōng)刀具(jù)補償功能
- 車床(chuáng)鑽(zuàn)孔攻螺紋加工方法及工裝設計
- 傳統鑽削與螺(luó)旋銑孔加(jiā)工工藝的區別(bié)