


淺談數控車床綜合故(gù)障診(zhěn)斷與維修(xiū)
2017-7-13 來源(yuán):廣州市高級技(jì)工學校 作者(zhě):王小媚
摘 要(yào):數控車床在加工零件的過程中,很多時候加工出來的零件並不滿足圖(tú)紙的要求(qiú),看似正常的過程卻不知問題出在哪裏。例如 CJK6132 數控車床在加工時尺寸不穩定,X 向與實際尺寸相差 0.02mm 或 0.015mm 不等 。本文就針對這一常見現象,以CJK6132 數控車床為案例,對產生這(zhè)種(zhǒng)現象的故障(zhàng)原因進行分析(xī)診斷與排除,並寫出維(wéi)修流(liú)程。
關鍵詞:數控車(chē)床;加工精度誤差大;故障原(yuán)因分析與(yǔ)排除;維修流程
CJK6132 是一種簡易式(shì)的數控車(chē)床(chuáng),經過改(gǎi)造後基本能滿足教學的需求,但學生在操作過程中經常會碰到加工精度不符合要求的情況,讓他們百思不其解。數(shù)控車(chē)床加工出來的零件不合格,是(shì)數控車床綜合故障的最終(zhōng)表現,很多時候這種故障是帶有(yǒu)隱秘性與漸發性,其產生的原(yuán)因具有複雜性(xìng)與多樣性,給排除故障帶來不少的(de)困難,因此在排除過程中(zhōng)必須要熟讀說明書與操作指南,對數(shù)控(kòng)車床的性能特點與結(jié)構布局等有全麵的了解(jiě)。
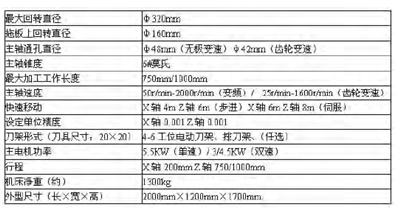
CJK6132 技術參數

一、可能產生的故障原因
通過(guò)對上述故障現象的初步分析,可以判斷出上述故障可能是由以下原因造(zào)成的:
1)刀架換刀後未鎖緊。
2)機械運動阻力不均衡,快速運行或(huò)大切削量(liàng)切削時(shí),步進電(diàn)動機失步。
3)加工工藝不合理。
4)機床水平變差,安裝(zhuāng)不牢固。
5)數(shù)控係統(tǒng)產生失步或所選配的驅(qū)動器功率不夠,扭矩小。
6)加工工件使(shǐ)用的刀具選型不對,刀具易磨(mó)損,刀具裝夾不正或不緊等。
7)機床在長期使用中磨損,絲杠(gàng)的間隙增(zēng)大,機床的絲杠反向間隙過大使加(jiā)工過程的(de)尺寸漂浮不定,故工件的尺寸誤差總在此間隙範圍內變(biàn)化。
8)主軸存在(zài)全跳動或竄動。
9)尾座中心線與主軸軸心線同軸度差。
二、故障原(yuán)因的分析與排除
(一)數(shù)控維修原則
數控機床故障(zhàng)診斷(duàn)與維修(xiū)的六大原(yuán)則是:①先(xiān)外部後(hòu)內部;②先機械後電氣;③先靜後動;④先公用後專用;⑤先簡單後複(fù)雜;⑥先一般後特殊。
(二)數控維修常用的(de)診斷方法(fǎ)
①問;②看(kàn);③聽;④嗅(xiù)覺(jiào)和觸摸;⑤互換法;⑥隔離法。
(三(sān))CJK6132 數(shù)控車(chē)床 X 向加工尺寸(cùn)不符合要(yào)求的故障原(yuán)因分析與排除
根據數控維(wéi)修的原(yuán)則與(yǔ)診(zhěn)斷方法,對比這列出的 9 種可能的原因,該故障可能是(shì)由單一的(de)原因引(yǐn)起的,也可能是由多種原因共同作用導致(zhì)的,所以我們(men)每一項都要進行排查,以(yǐ)確保再次加工時不會再發生這種現象。
在這麽多原因當中,我們可(kě)以先從簡單的入手,再(zài)到(dào)複雜的。排查的順序如下(xià):
①檢查加工工藝數(shù)據。根據(jù)所加工材料的性質,合理地編製加工工藝,選擇適當的主(zhǔ)軸轉速,切削進給速度和切削用量(liàng)。經過檢查,加工(gōng)者(zhě)所選擇(zé)的切削用量三要素都能(néng)根據(jù)材料的性質,刀(dāo)具的材料,工件的相(xiàng)關技術要求,編製的工藝合理。
②檢查所用刀具,隻是輕微受到磨損,不影響加工,但是車刀伸出刀架稍長,而刀具應盡可(kě)能伸出(chū)的短些,因為車刀伸出過長,刀杆剛性相對(duì)減弱,削(xuē)時在切削力的作用下,容易(yì)產生(shēng)振動,使車出的工件表麵不光潔。一般車刀伸出的長度不超過刀杆厚度的(de) 2 倍。經調整,刀具裝夾正確(què),工裝夾具正(zhèng)常。這個細節是加工者(zhě)在操作過程中粗心導致,正確的車刀安裝方法如下圖所示:
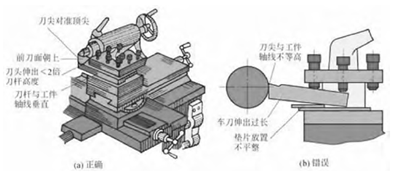
車刀的安裝
③檢查刀架換刀後反轉(zhuǎn)時間是(shì)否足夠(新刀(dāo)架反鎖時間t=1.2s 即可(kě)),是否使刀架有足夠的時間(jiān)來鎖(suǒ)緊,檢查刀(dāo)架的定位和鎖緊螺母是否鬆動。經檢查,各項目(mù)正常,換刀後,用百分表側頭觸及刀架前端(duān),用手晃(huǎng)動刀(dāo)架上的刀(dāo)具,觀察百分表指示,經測量刀架鎖緊(jǐn)正常。
④關閉電源開關,用手動轉動絲杠,感覺機械傳動順暢。
⑤由於機床振動(dòng),容易造成機床水平變化,水平不良對機床精度相當影響(xiǎng)大,不僅工件加工精度會受影響,長期以往,機床本身的固有結構精度(dù)也會發(fā)生不良改變。
故(gù)使用水平儀(yí)測量機床水平,發現機床水平變化明顯,對於普通機床,水平儀讀數不超過 0.04/1000mm,對於高精度的機床,水平儀超過 0.02/1000mm。調整(zhěng)時可選用(yòng)精度0.02mm/ 每(měi)格的條式水平儀,但調(diào)整之前必須先確認水平儀本身之絕對水平,確認方法是,首(shǒu)先將水(shuǐ)平儀放於工作台上指定點;然後(hòu)待氣泡穩定後記錄其位置,在旋轉 180°氣泡停止時須與 0°
比較公差允許(xǔ) 1/3 格以內。按步驟調好水平後,緊固水平調整螺栓(shuān)。
⑥檢查數控係統。
首先判斷程序是否按圖紙要求編製,然後(hòu)再根據所選的配置檢查設置的參數是否合理,其次考慮所選配的驅動器(qì)是否合理,驅(qū)動器應該與伺服電機是配套的(包(bāo)括功率、扭矩),看原來電機是(shì)多少功率,按照原來電機的功率和轉速選伺服(fú)電機的功率和(hé)轉速,伺(sì)服電機確定了,伺服驅動(dòng)器也就確定了,然後驅動器要與數控係統形成對接,完成閉環(huán)。經查,所選驅動器合理。再
而(ér)通過觀察相位燈判斷電腦發給(gěi)驅動器的脈衝是否有失步象,因為電動機失步會(huì)影響數(shù)控係統的穩定性和控製精度,造成數控機床加工精度下降,經觀察,正常。最後發現(xiàn)快速定(dìng)位速度參數設置稍高。原設置為 5000,現設置為 6000。這是操(cāo)作者(zhě)為了提高加工速(sù)度(dù)私自修改了參數(shù),將其修改(gǎi)為出廠(chǎng)設定值 5000。
⑦檢查絲杠間(jiān)隙,發現明顯變大。先通過調整絲杠螺母,調整滾(gǔn)珠絲杠(gàng)預緊,調整減速齒(chǐ)輪間隙使間(jiān)隙(xì)減少,再通(tōng)過百分表測出間隙值(一(yī)般間(jiān)隙在 0.15mm 以內),通過數控係統反向間隙參數補償(cháng)係統,使工(gōng)件加工尺寸符合要求。
⑧檢查主軸靜態精度正常,無徑向(xiàng)圓跳動(dòng)、端麵全跳動和軸(zhóu)向(xiàng)竄動。
⑨檢查尾座中心(xīn)線與(yǔ)主軸軸心線的(de)同軸度正常。
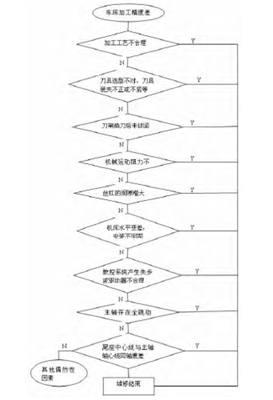
三、維修流(liú)程圖
四、結束語
數控機床是機電(diàn)一體化的產(chǎn)物,技術先進、結構複(fù)雜。數控機床的故障也是多種多樣、各不相(xiàng)同,故障原因一般都比較複雜,因(yīn)此在出現故障時,維修人員也(yě)不要急於動手,盲目處理。雖然故障(zhàng)是千變萬化的,但隻要我們掌握了方法,細致(zhì)、嚴謹(jǐn),故障總(zǒng)會迎刃而解。
投稿箱:
如果您(nín)有機床行業、企業相關(guān)新聞稿件發表(biǎo),或進行資訊合作,歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您(nín)有機床行業、企業相關(guān)新聞稿件發表(biǎo),或進行資訊合作,歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息(xī)
")
業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切(qiē)削機(jī)床產量數據
- 2024年11月 分地區金屬切削機(jī)床產量(liàng)數據
- 2024年11月 軸承出(chū)口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量(liàng)情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地(dì)區金屬切削機床產量數據
- 2024年(nián)10月 金屬切削機床產量數據
- 2024年9月 新(xīn)能源汽(qì)車銷量情況(kuàng)
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(chē)(轎車)產(chǎn)量數據