


SL50 型(xíng)數控車床主軸回轉精度的可靠度研究
2017-4-1 來源:南通職業大學 機械工程學院 作者:張(zhāng)麗萍,李業農,周開俊
摘要:通過以 SL50 型數控車(chē)床的主軸組件為例,深入分析了產生主軸回轉誤差運動的原因(yīn),提出(chū)該數控車床(chuáng)主軸(zhóu)軸承的(de)預緊力界定範圍。對該(gāi)數控車床主軸軸承磨(mó)損情(qíng)況做了可靠性統(tǒng)計分析,建立了主軸(zhóu)回轉精度壽命的可靠度模型,主軸(zhóu)軸承(chéng)磨損量與其工作小時數幾乎成線性關係(xì)。在該數控車床工(gōng)作 15000 小時和 20000 小時後,分別檢測了主軸徑向跳動的誤差、主軸軸向竄動誤差和卡盤端麵跳(tiào)動誤差,對主軸回轉精度(dù)的下降情況做了統計分析,並進行了回轉精度(dù)可靠度計算。
關鍵詞:數控機床;主軸;軸(zhóu)承(chéng);磨(mó)損;回轉精度;統計分析;可(kě)靠度
1.引言(yán)
要提高數控機床的加工精(jīng)度,除了要(yào)提高(gāo)機床的剛度、抗振性和熱穩定性外,首(shǒu)要的是提高主軸組件的幾何精度(dù)和(hé)回轉精度,在(zài)製造過程中可通過先裝配後精加工提(tí)高(gāo)主軸的回轉精度[1] 。從統計(jì)分析(xī)結果看,軸承的主要失(shī)效形式是接觸疲勞磨損、磨粒磨(mó)損、粘著磨損和微動磨損[2-3],鑒於(yú)此,筆者以(yǐ) SL50 型數控車床的主軸組件為例,就(jiù)影響主軸組(zǔ)件的回轉精度的因素,尤其是主軸軸承磨損對主軸回轉精度壽命影響的程度做(zuò)了深入(rù)的探討(tǎo)。
2.產生主軸回轉誤差運動的主要原因分析
SL50 型數控車床的主軸部件,前支承為三個角接觸球(qiú)軸承,前麵兩個軸承大口朝向主軸前端,以承受軸向和徑(jìng)向切削力;後麵軸承大(dà)口朝向(xiàng)主軸(zhóu)後端,三個軸承的內外圈軸向由(yóu)軸(zhóu)肩和箱體孔的台階定位承(chéng)受軸向負荷。後支承由一對背(bèi)靠背的推力角接觸(chù)球軸承組成,隻承受徑向載荷,並由後壓套進行預緊,結構(gòu)如圖 1所示。
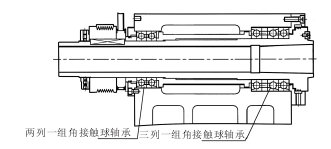
圖 1 SL50 型數控車床(chuáng)的主軸部件結(jié)構
一般數控(kòng)車床而言(yán),主軸的瞬時回轉軸線是經常變動(dòng)的(de)。根據相對運動的(de)原理,在任(rèn)何瞬時,一方麵主軸繞自己的瞬(shùn)時回轉軸線旋轉,另一方麵,該瞬時回轉軸線還相對理想回轉軸線作軸向的、徑向的(de)和傾角的運動[4-5]。SL50 型數控車床的(de)主軸部件也不(bú)可(kě)避免存在上述誤差運動。其主要(yào)原因有:
(1)主軸支承軸頸的圓度誤差,如橢圓、棱圓及(jí)較大(dà)的波紋,會造成主軸(zhóu)周期性徑向跳(tiào)動誤(wù)差運(yùn)動。主軸前後支撐的不同軸及它們徑向(xiàng)跳動的大小和方向的(de)不一致性,會造成主(zhǔ)軸的擺角誤差運動(dòng)。
(2)主軸軸承,特別是前軸承的缺陷,如軸(zhóu)承套滾道的圓度(dù)誤差和波紋,滾動體直徑的不一致性及圓(yuán)度誤差等,會造成主軸的徑向誤差(chà)運動。軸承的支撐端麵對主軸回(huí)轉中心線的(de)不垂直,軸承的滾道及滾動體的誤差,會造成主軸周期(qī)性的(de)和非周期性的軸向誤差運動(dòng)。滾動軸承的摩擦和磨損,使主軸部件的各部分產生不同的熱變形(xíng),會造成主軸的徑向誤差(chà)運動和軸向誤差運動。
SL50 型數控車床是精密級機床,除了主軸支承軸頸、主軸前後支撐(chēng)的不同軸等先天性誤差外,主(zhǔ)軸軸承的自身誤差和安裝(zhuāng)誤差也是引起主軸回轉誤差(chà)運動的主要因素之一。隻有經過嚴格的生產工藝過(guò)程控製(zhì),使上(shàng)述的 2 項誤差降到最小值。
3.主軸軸承的預緊及磨損情況分析
由於滾動軸承內(nèi)部存在遊隙,適當(dāng)預緊使各個滾動體都承受一定(dìng)的預負荷(hé),參加工作的滾動體(tǐ)數量增(zēng)加,直徑略大的滾動體變(biàn)形較大(dà),使直(zhí)徑較小的滾動體也承受載荷,從各個方向支承內圈,故可以提高軸承的回轉精度、壽命和剛度[5-6]。SL50 型數控車床在主軸剛起動時,箱體和軸承(chéng)座還處於(yú)常溫狀態,直接受摩擦熱作用的滾動體(tǐ)和內外圈的溫升最快,內部(bù)元件和外部元件的溫差最大,當軸承各部分與箱體溫度相對穩定後,預緊力達到最大值並趨於穩定,實測表明,預緊力的工況最大值以達到裝配預緊力的 2 倍(bèi)左右為宜(yí)。預緊力過大,會導(dǎo)致軸承發熱劇烈,加速軸承的磨損。
SL50 型(xíng)數控車床的主軸部件前支承為三個角接觸球軸承,前兩個軸承串聯,與第(dì)三個(gè)背靠背組配(pèi)。通過計算這種(zhǒng)組配其(qí)軸承預緊力應不小於額定軸向載荷的四分之一,其次,這種(zhǒng)高(gāo)精密主軸前軸承(chéng)允許溫升為 10℃,軸承生產廠商建議其應預緊力可控製在(1100~1300)N,這樣可有效提升軸(zhóu)承(chéng)的回轉(zhuǎn)精度。預緊力再增(zēng)大,軸承溫升會(huì)增大,反而會降低回轉精度。SL50 型數控車床(chuáng)的主軸軸承為高精密角接觸球軸承,滾動體與座圈采用高質量的滾動軸承鋼製造,具有很高的硬度(dù) HRC(60~65),很高的加工精(jīng)度和很低的表麵粗糙度。該主軸軸承的接觸(chù)疲勞強度是足夠的(de),不會產生接觸疲勞磨損。軸承主要是由於磨粒磨損、粘著磨(mó)損(sǔn)和微動磨損而導致軸承的回轉精度下降,直至精度失效,故這種軸承的壽命主要為精度壽命。
這種角(jiǎo)接觸球軸承由於離心(xīn)力和陀(tuó)螺力矩的作用,滾動體鋼(gāng)球的自轉(zhuǎn)會(huì)產生微滑動。當轉速越高或接觸角(jiǎo)越(yuè)大,微滑動會越大。再者滾動體鋼(gāng)球與保持架是純滑動接觸,二表麵之(zhī)間(jiān)的相(xiàng)對滑動摩擦(cā),提高(gāo)了(le)軸(zhóu)承溫度,加大(dà)了軸承磨損。造成軸承磨損的因素是多方(fāng)麵的,多種因素作用下的軸承磨損更加難以預測的防止,軸承磨(mó)損使軸承的徑(jìng)向遊隙和軸向遊(yóu)隙增大,從而使主軸回(huí)轉精度降低。在跟綜了 SL50 型數控車床主軸(zhóu)的工作情況,主軸在工作10000 小時後,主軸回轉精度有一些下降,由(yóu)於機床(chuáng)具有一定的精度儲(chǔ)備,故機床沒有超(chāo)出允許的回轉誤差範圍;工作 15000 小時後,回轉精度繼續下降,比出廠時的誤差加大(dà)了 20%,少量用戶提出更換(huàn)主軸軸承的要求(qiú);工作 20000 小時後,回轉精度有較大下降,比出廠時的(de)誤差加大了 35%,部分用戶委托廠方或自行(háng)更換主軸軸承。究(jiū)其原因,85%是由於主軸軸承磨損所致,軸承(chéng)磨(mó)損量(liàng)與主軸工作小時數(shù)幾乎成(chéng)線性關係。
4.主軸回轉精度壽命的可靠度模型
主(zhǔ)軸回轉精度可靠度 R(t)指主軸回轉運動誤差落在最大允許範(fàn)圍內的概率。
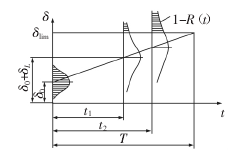
圖 2 主軸軸承的(de)回轉精度(dù)壽命可靠度
由於主軸回轉(zhuǎn)運動誤差隨著時間(jiān) t 的增大而增大,使主軸(zhóu)回轉運動誤差的中心發(fā)生漂移(yí),散度增大,可靠度下降。當主軸工作了時間 t 後,主軸軸承的精度(dù)失效概率(lǜ) F(t)=1-R(t)明顯比初始時間增大了,如(rú)圖 2 所示。且平均誤差與主軸工作時間成(chéng)線性關(guān)係[9]。當規定主軸軸承精度壽(shòu)命可靠(kào)度的大小後,便(biàn)可由式(1)反推出主軸軸承(chéng)的精度壽命。
5.主軸回轉精(jīng)度可靠度計算
以 SL50 型數控車床為例,主軸的誤差運動的(de) 3 種基本形式:即純(chún)徑向誤差運動、軸向誤差運(yùn)動和擺角誤差運(yùn)動。這些(xiē)基本(běn)形式(shì)很少(shǎo)獨(dú)立存在,往往是同時並存的。純徑向誤差運動(dòng)和軸向誤差運動(dòng)並存時的誤差運動稱為徑向誤(wù)差運動,它是指主軸回(huí)轉(zhuǎn)中心線(xiàn) O1-O1在某一指定位置垂直於其理想中心線 O-O 線方向上的誤差運動。主軸徑向跳動的(de)測量(liàng)位置,如(rú)圖(tú) 3 所示 SL50 型數控車床初始工作期間,主軸 a 點(diǎn)徑向跳動均值為 0.006,均方差為0.0010;b 點:主軸徑向跳動均值為(wéi) 0.011,均方差為 0.0021。主軸工作 15 000 小時後(hòu),a 點:主軸(zhóu)徑向(xiàng)跳動均值為 0.007,均方差為 0.0018;b 點:主軸徑向跳動均值為(wéi) 0.014,均方差為0.0035。主軸工作 20000 小時後,a 點:主軸(zhóu)徑向跳動均(jun1)值為0.008,均方差為 0.0021;b 點:主軸(zhóu)徑向跳(tiào)動均值為 0.016,均方差為 0.0043。a 點:主軸徑向跳動允差為 0.010,b 點:主軸徑向跳(tiào)動允差為 0.020。
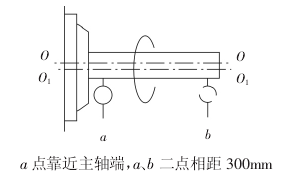
圖 3 主軸徑向跳動的(de)測(cè)量(liàng)位置
軸向(xiàng)誤差運動和擺角誤(wù)差(chà)運動並存時的(de)誤差運動稱為端麵誤差運動,它(tā)是指回轉主軸的端麵在規定的徑向位置上平行於理想回轉中心線(xiàn)的方向上誤差運動。SL50 型數控車床初始工作期間(jiān),主軸中心軸向竄動誤差均值為 0.006,均方差為(wéi) 0.0010;d 點(diǎn)(距主軸回轉中心 125mm 處):主軸卡盤端麵跳動誤差均值(zhí)為0.011,均方差為 0.0020,如圖 4 所(suǒ)示。圖(tú)中:c 為回轉中心,卡(kǎ)盤上d 點的回轉半徑為 125mm主軸工作 15000 小時(shí)後,主軸中心 c 點(diǎn):軸向竄動誤差均值為 0.007,均方差為 0.0016;d 點:主軸(zhóu)卡盤端麵跳動誤差均值為0.014,均方(fāng)差為 0.0036。主軸工作 20000 小時後,主軸中心 c 點:軸向竄動誤差均值為(wéi) 0.008,均方差為 0.0019;d 點:主軸卡盤端(duān)麵跳動誤差均值為 0.016,均方差為 0.0042。
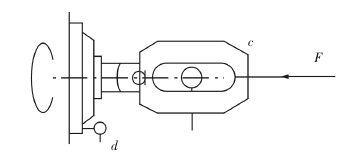
圖 4 主軸軸(zhóu)向竄動誤差(chà)和卡盤端麵跳動誤差的測(cè)量(liàng)位置
主軸軸向竄動誤差允差為 0.010,d 點:卡盤端麵跳動誤差允差為 0.020。主(zhǔ)軸初始工作期間,由式(1)計算,a、b、c、d 四點的精度可靠度:Ra(0)=Rb(0)=RC(0)=Rd(0)≈1運用可靠度(dù)的計算方法[10-11],主(zhǔ)軸(zhóu)工作 15000 小時後各(gè)點的(de)精(jīng)度可靠(kào)度:
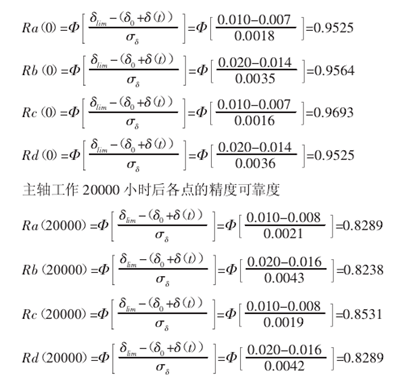
通過上述計算分析,主軸工作 15000 小時後,各(gè)項誤差的均值和均方差均加大,離散度(dù)增大,說明(míng)主軸軸承(chéng)有一(yī)定的磨(mó)損,導致精度可靠度下降,但仍(réng)保持在 95%以上,該機床已不(bú)適宜加工一些重要的精密的零件。主軸工作 20000 小時後(hòu),主軸軸承磨損進一(yī)步加劇,精度可靠度下降很多,該機床(chuáng)隻能用於精度要求不高的加工,若想恢複(fù)精度,可考慮送回機床生產廠進行大修,更換主軸軸承。
6.結論
主(zhǔ)軸組件是數控機床的重要組成(chéng)部件之一,它(tā)的精度壽命可靠度是數控機床的(de)工作能力的一(yī)項重要指標。
(1)主軸軸承誤(wù)差是引起主軸回轉誤差運動的主要因素(sù)之一。
(2)通(tōng)過控(kòng)製這種高精密主軸軸承的預緊力(lì),可有效提升軸承的回轉精度,降低軸承溫升。
(3)當規定(dìng)主軸軸承(chéng)精度壽命可靠度的大(dà)小後(hòu),可反推出主軸軸承的(de)精度壽命。
(4)主軸工作(zuò) 15000 小時後,各項誤差的均值和(hé)均方差均加大,離散度增大,精度可靠度仍保持在 95%以(yǐ)上。
(5)主軸工作 20000 小時後,主軸軸承磨損導致精度可靠度下降到 82%,建議進行(háng)更換主軸軸承的機(jī)床大修。
投稿箱:
如果您有機床行業、企業相(xiàng)關新聞(wén)稿件發表,或進(jìn)行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相(xiàng)關新聞(wén)稿件發表,或進(jìn)行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行(háng)業數據
| 更多
- 2024年11月 金屬切削機床產量數據(jù)
- 2024年(nián)11月 分(fèn)地(dì)區金(jīn)屬切削機床產量數據(jù)
- 2024年11月(yuè) 軸承出口情況
- 2024年11月(yuè) 基本型乘用車(轎車)產量數據
- 2024年11月 新能(néng)源汽車(chē)產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月(yuè) 新能源(yuán)汽車產量數據
- 2024年10月 軸承(chéng)出口情況(kuàng)
- 2024年10月 分地區金屬切削機床產量數據
- 2024年(nián)10月 金屬切削(xuē)機床(chuáng)產量數據
- 2024年(nián)9月 新能源汽車銷量情況
- 2024年8月(yuè) 新能源汽車產量(liàng)數據(jù)
- 2028年8月(yuè) 基本型(xíng)乘(chéng)用車(chē)(轎車)產量數據
博文選萃
| 更多
- 機械加(jiā)工過程圖示
- 判斷(duàn)一台(tái)加工中心精度的幾種辦(bàn)法
- 中(zhōng)走絲線(xiàn)切割機(jī)床的發展趨勢
- 國產數(shù)控係統和數控機床何去(qù)何從?
- 中國的(de)技(jì)術工人都去哪裏了?
- 機械老板做了十多年,為何還是(shì)小作坊?
- 機械行業最新自殺性營(yíng)銷,害人害己!不倒閉才
- 製造業大逃亡
- 智能(néng)時代,少談點智造,多談點製造
- 現實麵前,國人沉默(mò)。製造業的騰飛,要從機(jī)床
- 一文搞懂數控(kòng)車床加工刀具補償功能
- 車床鑽孔攻螺紋加(jiā)工方法及工裝設計
- 傳統鑽削與螺旋銑孔(kǒng)加工工藝的區別