


基於(yú)開放式數控(kòng)係統的CKJ6136A車床改造
2017-1-3 來(lái)源:廣州番禺職業技術學院機電學院 作者:竇凱 朱洪雷 鍾飛龍 廖傳輝曹甜學侯文峰
摘要(yào):在分析數控車床改造要(yào)求的基礎上,描述(shù)了(le)伺服電機的選擇、參考點的設定與調整、進(jìn)給傳動鏈誤差補償的方法以及變頻調速(sù)器、數控係統參數的設置,改造後車床的加工精度滿足生產要(yào)求。
關鍵(jiàn)詞:車床;開放式數控係統;數控裝置參(cān)數
1. CKJ6136A簡介及改造要求
CKJ6136A數控車床是一台簡易型數控(kòng)車床,配置某公司(sī)早期(qī)的GSK928數控係統(tǒng),X 軸、Z 軸采用步(bù)進電機驅動,主傳動采用異步電機、齒輪變速。由於機床原數控係統頻出故障且(qiě)為已淘汰產品,無法維修,但該機床導軌、絲杠、主軸等精度保持較好,因此具有改造價值。為適應加工時能選(xuǎn)擇(zé)更加合理的切削用量,從(cóng)而獲得最佳的生產(chǎn)率、加工精度和表麵質量的加工要求(qiú),主傳動要能實現無級變速且具有較寬的調(diào)速範圍。為保證加工精度和增加伺服(fú)驅動能力,X 軸、Z 軸采用交流伺服電機(jī)驅動,數控係統選用HNC-21TD開放式數控係(xì)統。
2.電機的選(xuǎn)擇(zé)與安裝(zhuāng)
2.1 主軸電機
主(zhǔ)電機的選擇采取類比法,經過(guò)與同類型數控車床的床身上最大回轉(zhuǎn)直徑、主軸轉速範圍、主電機功率等技術參(cān)數比較,結合主傳動係統的基本(běn)要求,選擇GM710三相交流伺服變頻電機為主軸電機。GM710電機功率為5.5 kW,額定轉速為2500 r/min。該電機結構緊湊,體積小,重量輕,功率密度高;電磁振動小,旋轉精度高,恒轉矩及恒功率調速範圍寬;轉子慣性小,響應速度(dù)快;氣隙(xì)均(jun1)勻,平衡精(jīng)度(dù)高,轉矩脈動小;性(xìng)價比高.
2.2 進給伺服電機
X 軸與(yǔ)Z 軸(zhóu)進給電機的選擇采用類比和校(xiào)核計算相結合的方法,即經過(guò)與同類型數控車床的X 軸、Z 軸快速進給速度、最小輸(shū)入單位、重複定位精度、快速空(kōng)載(zǎi)轉矩、切削力矩、快速進給力矩、轉動慣量等(děng)技(jì)術參(cān)數比較,初步確定交流伺服電機型號,而後進行轉矩校核計算和轉動慣量匹配性校核計算,滿足要求即可。
下述為X 軸電機選擇流程,用(yòng)類比法參照同類型數控車床初步選用GK6061交流伺服(fú)電機作(zuò)為X 軸驅(qū)動電機(同(tóng)理,Z 軸選用GK6062交流(liú)永磁(cí)伺服電機)。
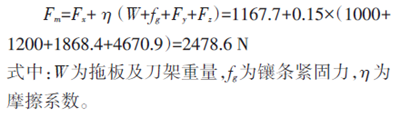
2.2.1 切(qiē)削力(lì)及絲杠的進給牽引力計算
依據主(zhǔ)傳動功率計算法,主切削力為[2]:

車刀受到的車削抗力(lì)由(yóu)拖(tuō)板傳遞到導軌上,與進給絲杠的牽引力相平衡。對於綜合型導軌,絲杠的進給牽引力為:
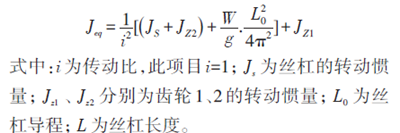
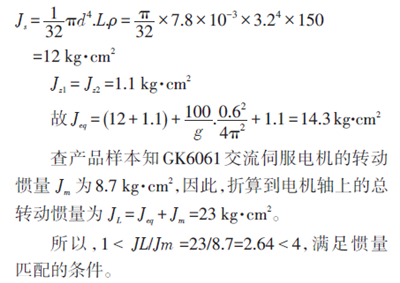
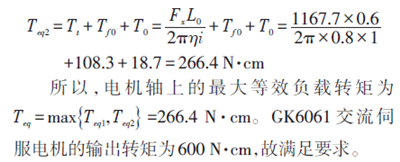
2.2.2 轉動慣量(liàng)匹配校核(hé)
拖板及絲杠等折算(suàn)到電(diàn)機軸(zhóu)的等效轉動慣量為:

2.2.4 電機的安裝
更換主軸電機與進給伺(sì)服電機後,新電(diàn)機(jī)與機床原有電機的安裝尺(chǐ)寸不同,因此均采用過渡連接板的方式來實現電機的固(gù)定(dìng)。
2.3 主軸脈衝發生(shēng)器的安裝
脈衝發生器安裝在床頭箱(xiāng)的後端,並通過一對傳動比為1∶1的齒輪(lún)與主軸相聯,工作時,脈衝發生器與(yǔ)主軸同步旋轉,數控裝置控製進給伺服電機準確(què)地配合主軸(zhóu)的旋轉而產生(shēng)進(jìn)給運動。從而保證主軸每轉1轉,螺紋(wén)車刀移動1個導程,同時還保證每次走刀都在工件的同一點切入(rù),使螺紋不亂扣。
3. 控製(zhì)係統的(de)參數設置
3.1 主軸變(biàn)頻裝置
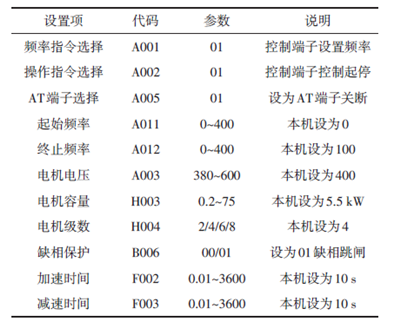
選用(yòng)日立(lì)SJ300 變頻器(qì),多(duō)數參數保留默認值,部分參數根據(jù)需求進行設置(zhì)。主要參數設置如表1所示(shì)。
表1 變頻器參數設(shè)置表
3.2 數控(kòng)裝(zhuāng)置
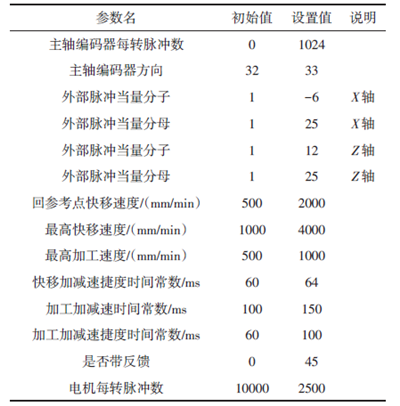
HNC-21TD數控裝置通電後經自檢(jiǎn)進入主(zhǔ)控界麵(miàn),為保證改造(zào)後的數控機床能正常運行,必須進行(háng)參數優化。進入係統參數設置菜單,對照硬件檢查係統參數是否正確,同時按表2所示數據核查(chá)設置參(cān)數[1]。
表2 HNC-21TD參數設置表
3.3 PLC參數
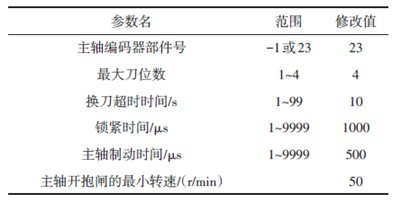
在(zài)PLC 程序中機(jī)床輸入的開關量信號定義為(wéi)X,即各(gè)接口中的I 信號;輸出到機床的開關量信號定義為Y,即各接口(kǒu)中的O 信號。將(jiāng)各個接口HNC-21 本地遠程(chéng)I/O 端子板中的I/O(輸入/輸出)開關(guān)量分別定義為係統程序中的X 、Y 變量,需要通過設置硬件配置參數和(hé)PMC 係統參數(shù)來實現,主要參(cān)數如表3所示。
表3 PLC參數設置表
4. 機電聯(lián)調
4.1 參考點的設定與調整
隨滑板一起運動的減速擋塊釋放參考(kǎo)點開關觸頭使其由通轉為斷,機床滑板減速並以設定的速度繼續移動,減速可使參考點停留位置準確。采用(yòng)脈衝編碼器上的格柵信號來確定參考點,當減速擋塊(kuài)釋放參考點開關觸頭使其觸點狀態由(yóu)斷再轉為通後,數控係統將等待碼盤上的第1個格柵信號,該信(xìn)號一出現,滑板(bǎn)立刻(kè)停止運動,此時的位(wèi)置是電氣原(yuán)點。數控裝置會記憶該(gāi)點,調整(zhěng)時一般難於做到(dào)電氣原點與機床參考點位置完全一致(zhì),會存有一定誤(wù)差,實際調整中是通(tōng)過測量(liàng)這一誤差(chà)值,采取對參考(kǎo)點補償的方法(fǎ)進行(háng)校正。
即滑板(bǎn)到達電氣原點後會再移動一個補(bǔ)償量,從而準確到達機械參考點。數控係(xì)統啟動(dòng)後進入主界麵,按(àn)主(zhǔ)菜單F1(參數索(suǒ)引)鍵→選擇F3(坐標軸參數)→選擇軸2(Z 軸)→選擇“參考點(diǎn)開關偏差”,輸入參考點補償量即可。
4.2 進給傳動誤差補償
機床長期使用後,進給(gěi)傳動鏈運動部件會磨損並存在一定間隙,為恢複其加工精度,需(xū)進行間隙補償,即對數控裝置內的補償參數(Z 向參數地址、X 向參(cān)數地址)進行重新設定。補償量的具體測量方法是(shì):使刀架從停(tíng)留位置向-Z 方向快速移動50 mm,將百(bǎi)分(fèn)表觸頭對準滑(huá)板的(de)+Z側,適當壓緊觸頭(tóu)並調整表針對零;讓(ràng)刀架從當前停(tíng)留位置再向-Z方向快速移動50 mm,刀架(jià)停(tíng)穩後使其從停留位置向(xiàng)+Z 方向(xiàng)快速移(yí)動(dòng)50 mm,讀出此時百分表的數值並記錄下來,重複進行5~10次,取算術平均值(zhí)作為間隙補償量。X方向間隙補(bǔ)償量的測定參照進行。
5. 結束(shù)語

投稿箱:
如果您(nín)有機床行業、企(qǐ)業相關新聞稿件發表,或進(jìn)行資(zī)訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您(nín)有機床行業、企(qǐ)業相關新聞稿件發表,或進(jìn)行資(zī)訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行(háng)業數據
| 更多
- 2024年11月 金屬切削機床產量(liàng)數據
- 2024年11月 分地區金屬(shǔ)切削機床產量(liàng)數據
- 2024年(nián)11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據(jù)
- 2024年11月 新能源(yuán)汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年(nián)10月 新能源(yuán)汽車產量數據
- 2024年10月 軸(zhóu)承出口情況
- 2024年(nián)10月 分地(dì)區金屬切削機床產量數據
- 2024年10月 金屬(shǔ)切削機床產(chǎn)量數據
- 2024年9月 新能(néng)源汽車銷量情況
- 2024年8月(yuè) 新能源汽(qì)車產量數據(jù)
- 2028年8月 基本型乘用車(轎車)產量數據
博文選萃(cuì)
| 更多
- 機械加(jiā)工過程圖示
- 判(pàn)斷一台加工中心(xīn)精度的幾(jǐ)種辦法
- 中走絲(sī)線切割機床的發展趨(qū)勢
- 國產數控係統和數控機床何去何從?
- 中國的技術工人都去哪裏了?
- 機械老板做了十多年,為何還(hái)是小作坊?
- 機械行業最新自殺性營銷(xiāo),害人害己!不(bú)倒閉才
- 製造業大逃亡
- 智能時代,少談點智造,多談點製(zhì)造
- 現(xiàn)實麵(miàn)前,國人沉默。製造業的騰(téng)飛,要從機床
- 一文搞懂數控(kòng)車床(chuáng)加工刀具補償功能(néng)
- 車床鑽孔攻螺(luó)紋加工方法及工(gōng)裝(zhuāng)設計
- 傳統鑽削與螺旋銑孔加工工藝的區別(bié)