


基於Edgecam 的異型螺紋自動編程技術研究(jiū)
2016-8-26 來源:沈(shěn)陽(yáng)工程學院機械學院, 作者:李鐵(tiě)鋼
摘要: 針對異型螺紋(wén)的加工問題, 研究數控程序編製的自動化。基於Edgecam 軟件提出(chū)了螺紋加工的智能化(huà)編程方法; 論述了工藝設計、軟件設計和程序編製等關鍵技(jì)術, 利用PCI 和PDI 等二次開(kāi)發語言(yán)編製了程序; 以某零件的螺紋圓弧加工實例測試了方法的有效性, 實現(xiàn)了螺紋製造的智能化和快速化, 為(wéi)其它(tā)智能編程(chéng)提供了借鑒。
關鍵詞: 異型螺紋加工; 自動編程; Edgecam; 二次開發; PCI; PDI
0、前言
螺紋是機械零(líng)件的典型結構, 常見的形式是60°牙型角的普通三角形螺紋, 現代零件普遍使用數控機(jī)床(chuáng)加工, 此種螺紋可在自(zì)動化的CAM 數控編程軟件上編製數控機床加工用程序。
異型(xíng)螺紋指的是剖麵(miàn)形狀為圓弧形、梯形及其它複雜剖(pōu)麵(miàn)形狀的螺紋, 此類螺紋的形狀(zhuàng)參(cān)數不定, 很多無統一的標準參照, 現(xiàn)今的計算機輔助編程軟件沒有異型螺紋的編程功能, 在編製數控車(chē)床(chuáng)加工的程序時, 通常手工計算數據點, 或(huò)者利用宏變量編程, 程序代碼手工(gōng)編寫, 程序編製繁瑣且容易出錯。
Edgecam 軟件(jiàn)是由英國開發的智能數控編程係統, 主要應(yīng)用於(yú)數控銑、數控車、數控線切(qiē)割以及車銑複合等領(lǐng)域[1-2] , 是全球最著名的數控編程軟件之一, 使用數量居於(yú)獨立CAM 係統前矛, 具有完備的客戶二次定製開發功能, 可利用JVASCRIPT、VB 和C#等語言開發複雜的交互界麵, 可(kě)基於工藝模型進行非交互自動製造特(tè)征識別和構建並進行加工(gōng), 特別適(shì)合開發定製自(zì)動化數(shù)控編程係統。
本文作者開發(fā)了基於Edgecam 的數控車(chē)床異型螺紋自動編(biān)程係統, 研究了工藝設計、軟件設計和程(chéng)序編製等關鍵技術。
1、關鍵技(jì)術及實現方法
1.1 工藝設計
異型(xíng)螺紋的剖麵由若幹圓弧和直線組合而成, 典型的結構(gòu)如圖1 所示。
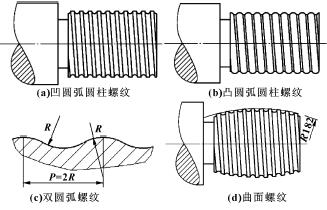
圖1 典型異型螺紋
螺紋加工采用層切法加工, 同(tóng)Z 軸方(fāng)向平行,由內向外一層層加工, 可以采用帶圓弧的普通外圓(yuán)車刀, 也可(kě)以采用標準螺(luó)紋車刀等實現。
層切法的基本原理是每個異型螺紋(wén)剖(pōu)麵(miàn)X 向(xiàng)分層擬合加(jiā)工, 當利用60°角的外螺紋車(chē)刀加工如圖2所示外螺紋時, 車刀沿Z 向平行進給, 每條進給路線擬合成(chéng)若幹個數據點, 數據點軸向(xiàng)步距為L, 在(zài)粗加工時(shí)L 值可取較大值, 刀具以擬合點處的(x, z)作為螺(luó)紋的加工起點, 執行螺紋加工命令, 比(bǐ)如, 對於FANUC0i-TB 係統而言, 可以使用單一螺紋(wén)加工指令G32 或螺(luó)紋單一循環指令G92 書寫程(chéng)序。
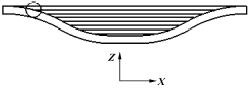
圖2 異型螺紋(wén)剖麵加工
1.2 係統設計及功能實現
Edgecam 程序利用二(èr)次(cì)開(kāi)發(fā)PCI (Program CommandInterface) 語言和PDI (Program Developing Interface)語言編寫(xiě)接口程序讀寫Edgecam 數據庫中的(de)幾何信息和拓撲信息(xī)實現螺紋的加工[3-4] , 異型螺紋自動(dòng)加工係統運行於Edgecam 應用界麵上, 對話(huà)框利(lì)用VB.net 開發, 係統的功能流程如圖3 所(suǒ)示。
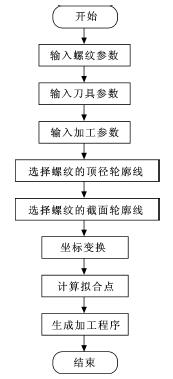
圖3 係統功能流(liú)程
設螺紋車刀的(de)圓弧半徑為r, 取擬合的公差為ε,利用(yòng)等步長直線逼(bī)近法(fǎ)擬合螺紋剖麵, 設計算時與Z軸平行的軌跡(jì)上的數據(jù)點(diǎn)間的擬合步長為L, 則計算得:
如圖4 所示, 設層切計算時由毛坯外向內與Z 軸平行的軌跡上加工, 刀具軌跡同左側螺紋剖麵接觸的數據點為(wéi)p1 , 下一切削層刀具軌跡同左(zuǒ)側螺紋剖麵接觸的數據點為p2 , p1 和p2 間的擬合步長為L1 , 則計算得:
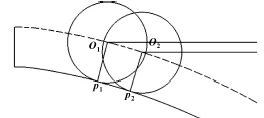
圖4 X 向擬合步距
設兩個圓弧的圓心分別為O1 (x1 , y1 , z1 ),O2(x2, y2 , z2), 由於X 向擬(nǐ)合2 層(céng)間的擬(nǐ)合(hé)距離和螺紋截麵的曲線撓度不大, 則O1O2 ≈ p1 p2 =L1,O1(x1,y1 , z1 ) 為已知的數據點, 則X 向的(de)擬合距離為[5]:
1.3 程序(xù)生成算法
程序使用變(biàn)量宏(hóng)編程實現, 每層內用宏(hóng)變(biàn)量實(shí)現層內的加工, 其中#1 變量表示每層數據點同最左側(cè)螺紋擬合的Z 坐標(半徑表示), #4 變量表示每層數據點(diǎn)同(tóng)最左側螺紋擬合的X 坐標(坐標變(biàn)換後), #5為層數控製循環變量, #2 變量為層切削的控製循環變量, #6 變量為每層內(nèi)擬合點的增量, 且#6=LX 。典型的程序(部分) 示例如圖5 所示。
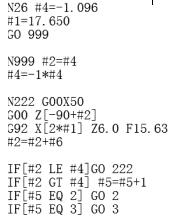
圖5 加工程序實例
2、應用實(shí)例
某零件的圖紙如圖6 所示, 零件兩端頭具有異型螺紋, 螺紋由多段圓弧和直線連接而成。
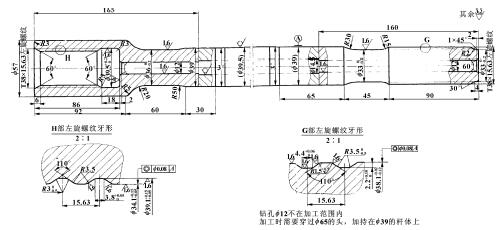
圖6 典型異型螺紋零件
此零件先進行除螺紋外的其它工序(xù)的加工, 最後車削加工兩(liǎng)端頭的螺紋, 螺紋加(jiā)工時編程坐(zuò)標係設(shè)置在零件的右端麵, 切(qiē)削外螺紋使用刀(dāo)尖圓弧(hú)半徑為0.8 的60°的(de)通用外螺紋車(chē)刀, 切削內螺紋使用刀尖圓弧半徑為0.4 的(de)60°的通用內螺紋車刀。生成的加工程序利用VERICUT 仿真, 仿真結果驗證了係統設(shè)計的正確。經過實際零件的切削加工,得到了合格(gé)的產品。
3、結論
基於Edgecam 的異型螺紋自動編程技術研究了異型(xíng)螺紋的自動編程技術, 重點論述了軟件設計、層切法加(jiā)工的原理和技術等關鍵問題[6] , 完成了係統的(de)開發並加工出了合格的產品, 提高了異型螺紋編程加工的效率, 為其它產品的智能編程提供了借鑒作用。
投稿(gǎo)箱:
如果您(nín)有機床行業、企業相關新(xīn)聞稿件發表,或進行資訊合作,歡迎(yíng)聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您(nín)有機床行業、企業相關新(xīn)聞稿件發表,或進行資訊合作,歡迎(yíng)聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息
州金馬(mǎ)")
業界視點
| 更(gèng)多

行業數據
| 更多
- 2024年11月 金屬切(qiē)削機(jī)床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月(yuè) 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產(chǎn)量數(shù)據
- 2024年11月 新能源汽(qì)車銷量情況
- 2024年10月 新能源汽車產量數據(jù)
- 2024年10月 軸承出口情況(kuàng)
- 2024年10月 分地區金屬切削機床產(chǎn)量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷(xiāo)量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘(chéng)用車(轎車)產量數據
博文選萃
| 更多