


車削加工(gōng)技術的一些感悟
2016-8-24 來源:轉載 作者(zhě):
車削是指車床加工是機械加工(gōng)的一部分。車床加工主要用車刀對旋轉的工件進(jìn)行車削(xuē)加工。車床主要用於加工軸、盤、套和(hé)其他具(jù)有回轉表麵的工件(jiàn),是機械製造和修配工(gōng)廠(chǎng)中使用最(zuì)廣(guǎng)的(de)一類(lèi)機床加工。
車工的技術是學不完的,最普通(tōng)的車工不需要太高的技術。可以分為5類車工,這是目(mù)前社會上最常見的:
1.普通機械車工:簡單易學,找個車床加工部,比你在學校學的要好。
2.模具車工:尤其是塑料(liào)模具精密車工!對刀具要求嚴格,尺寸精確。
要知道什麽鋼的上光效果好(hǎo),也就是(shì)鏡麵。車出來(lái)光(guāng)潔度要好(hǎo),易拋光,達到鏡(jìng)麵效果,需(xū)要有(yǒu)塑料模具基礎,4爪很常用,一般(bān)都是幾塊模板加在一起車,塑料模具螺紋知識必須掌握!難(nán)度較高!
3.刀(dāo)具車工:加工鉸刀,鑽頭,合(hé)金刀盤,刀具的刀杆,這種車工是最簡單,也是最好幹,最累人的。
通常都是大批量生產,最常用的就(jiù)是雙頂尖,車錐(zhuī)度,和流模量,要作到(dào)最快最簡單,把刀具磨損降低到最小,因(yīn)為這種車(chē)工加工的產品,硬度不比(bǐ)你的白鋼刀(dāo)低多少!你的合金刀子磨的好(hǎo)壞,完全影響到你的成績!
4.大型設備車工:這種車工要(yào)有資深的技術,年輕(qīng)人基本不敢車!!用立車的時候(hòu)較多。 例:車一(yī)根曲軸,你要先把圖紙反複看n次,先(xiān)車哪(nǎ)和後車(chē)哪,是丟磨(mó)量,還是直接加工到(dào)尺寸,螺紋是正的還(hái)是反的…等一些高級技術。
5.數控車工:這種車工最簡單,也是最難(nán)的(de),首先你要會看圖紙(zhǐ),編程,換算公式,刀具應用!隻要你將(jiāng)車工理論掌握並有一定的數學,機械(xiè),cad知識學起來很快!
一、車削加(jiā)工
就是在車床上,利用工件的旋轉運動和刀具(jù)的直線運動或曲線運動來改(gǎi)變毛坯的形狀和尺寸,把它加工成符(fú)合圖紙的要求。
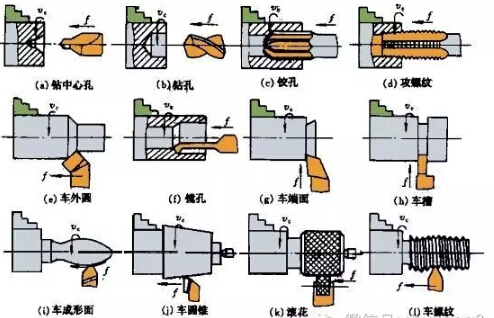
車削加工是在車床上利用工件相對於刀(dāo)具旋轉對工件進行切削加工的方法。車削加工的切削能主要由工件而不是刀具提供。車削是最基(jī)本、最常見的切(qiē)削加工方法,在生產中(zhōng)占有十分重要的地位。車削適於加工回轉表麵,大部(bù)分具有回轉表麵的工件都可以用車(chē)削方法(fǎ)加工,如內(nèi)外圓柱麵(miàn)、內外圓錐麵、端麵、溝槽、螺紋和(hé)回轉成形麵(miàn)等,所用刀(dāo)具主要是車刀。
在各類金屬切削機床中,車床是應用最廣(guǎng)泛的一類,約占機床總數的50%。車床既可用(yòng)車刀(dāo)對工件進行車削加工,又可用鑽頭、鉸刀、絲錐(zhuī)和滾花刀進行鑽孔、鉸孔、攻螺紋和滾花等操作。按工藝特(tè)點、布局形式和結構特性等的不同,車床可以分為臥式車床、落地車床、立式車床、轉塔(tǎ)車床以及仿形車床等,其中大部分(fèn)為臥式車床。
二、安全技術問題
車削加工在機器製造行業中是使用得(dé)最為廣泛的一種,車床的數(shù)量大、人員多(duō)、加工範圍廣,使用(yòng)的工具、卡具又很繁多、所以車削加工的安全技術問題,就顯得特別重要,其重點工作如下:
1、切屑的傷害及防護措施。
車床上加工的各種鋼料零件韌(rèn)性較好,車削時所產生的切屑富(fù)於塑性卷曲,邊緣比較鋒利。在高(gāo)速切削鋼件時會形成(chéng)紅熱地、很長的切屑,極易傷人,同時經常纏繞在工件、車刀及刀架上,所以工作中應經(jīng)常用鐵鉤及時(shí)清理或拉斷,必要(yào)時應停車清(qīng)除,但絕對不許用手去清除或拉斷。
為防止切屑傷害常采取斷屑、控製切屑流(liú)向措施和加設各種(zhǒng)防護擋板。斷屑的措施是在車刀上磨出斷屑(xiè)槽或台階;采用適當斷屑器,采用機械卡固刀具。
2、工件的裝卡。
在(zài)車削加工的(de)過程中,因工件裝卡不當而發生損壞機床、折(shé)斷(duàn)或撞壞刀具以(yǐ)及工件(jiàn)掉下或(huò)飛出傷人的事故為數較多。所以,為確保車削加工的安全生產(chǎn),裝卡工件時必須(xū)格外注意。
對大小、形狀各異的零件(jiàn)要選用合適的卡具(jù),不論三爪、四爪卡盤或專用卡具和主(zhǔ)軸(zhóu)的聯接必須穩固可靠。對工件要卡正、卡(kǎ)緊(jǐn),大工件卡緊可用套管,保證工件高速旋轉(zhuǎn)並切削受力時(shí),不移位、不脫落(luò)和不甩出。必要時可用頂尖(jiān)、中心架等增強卡固。卡(kǎ)緊後立即取下搬手。
3、安全操(cāo)作。
工作前要全麵檢查機床,確認良(liáng)好方可使用。工件及刀具的裝卡保證位置正確、牢固可靠。加工過程中,更換刀具、裝卸工件及(jí)測(cè)量工件時,必須停車。工件在旋轉時不得用手觸摸或用棉(mián)絲擦拭。要適當(dāng)選擇切削速度(dù)、進給(gěi)量和吃力深度,不(bú)許超負荷加工。
床頭、刀(dāo)架及床麵上不(bú)得放置工件、工卡具及其他雜物。使用銼刀時要(yào)將車刀移到安全位置,右手在(zài)前,左手在後,防止(zhǐ)衣袖卷入。機床要有專人負責使(shǐ)用和保養,其他人員不得動用
三、注意事項
數控車床加工的(de)工藝與普通車床的加(jiā)工工藝(yì)類(lèi)似,但由於數(shù)控車床是(shì)一次裝夾,連續自動加工(gōng)完成所有車削工(gōng)序,因而應注意以下幾個方麵。
1.合理選擇切削用量:
對於高(gāo)效率的金屬切削加工來說,被加工材料、切削工具、切削(xuē)條件(jiàn)是三大要素。這(zhè)些決定(dìng)著加工時間、刀具壽(shòu)命和加工質量。經濟有效的加工方式必然是合理的選(xuǎn)擇了(le)切削(xuē)條件。切削條件的三要素(sù):切削(xuē)速度、進給(gěi)量和切深直(zhí)接引起刀具的損傷。
伴(bàn)隨著切削速度的提高,刀(dāo)尖溫度會上升,會產生機械的(de)、化學的、熱(rè)的磨損。切削(xuē)速度提高20%,刀具(jù)壽命會減少1/2。進給條件與刀具後麵磨損關係在極小的(de)範圍內產生。但進給量大,切削溫度上升,後麵磨損大。它比切削速度對刀具的影響小。切深對刀具的影響雖然沒有切削速度和進給量大,但在微小切深切削時,被切削(xuē)材料產生硬化層,同樣會影響刀具的壽命。
用(yòng)戶要根據被加工的材料、硬度、切削(xuē)狀態、材料種類、進給量、切深等(děng)選擇使用的切削速度。最適合的加工條件的選定(dìng)是在這些(xiē)因素的基礎(chǔ)上(shàng)選定的。有規則(zé)的、穩定的磨損達到壽命才是理想的條件。
然而,在實(shí)際作業中,刀具壽命的選擇與刀具磨損、被加工尺寸變化、表麵質(zhì)量(liàng)、切削(xuē)噪聲、加工熱量等有關。在確定(dìng)加工條件時,需要根據實際情況進行研究。對於(yú)不鏽鋼和耐熱合金等難加工材料來說,可以采用冷卻劑或選用剛性好的刀刃。
2.合理選擇刀具:
(1)粗車時,要選強度(dù)高、耐用度好的刀具,以便滿足粗車時大背吃刀量、大進給量的要求。
(2)精車時,要選精(jīng)度高、耐(nài)用度好的刀具(jù),以保證加工精度(dù)的要求。
(3)為減少換刀時間(jiān)和方便對刀,應盡量采用機夾刀和機夾刀片。
3.合理選擇夾具:
(1)盡(jìn)量選用通用夾具裝夾工件,避免采用專用(yòng)夾具;
(2)零件定位基準重合,以減少定位(wèi)誤差。
4.確定加工路線:
加工路線是指(zhǐ)數(shù)控機床加工過程中,刀具相對零(líng)件的運動軌跡和方向(xiàng)。
(1)應能(néng)保證加工精度和表(biǎo)麵(miàn)粗(cū)糙要(yào)求;
(2)應盡量縮短加(jiā)工路線,減少(shǎo)刀具空行程時間(jiān)。
5.加工路線與加工餘量的聯係:
目前,在數控車床還未達到普及使用的條件下,一般應把毛坯上過多的餘(yú)量,特別是(shì)含有鍛、鑄硬皮層的餘量安(ān)排在普通(tōng)車床上加工(gōng)。如必(bì)須(xū)用數控車床加工時,則需注意程序的靈活安(ān)排。
6.夾具安裝要點:
目前液壓(yā)卡盤和液壓夾緊油缸(gāng)的連接是*拉杆實現的,液壓卡盤夾緊要點如下:首先用(yòng)搬手卸下液壓油缸上的螺帽,卸下拉管,並從主軸後端抽出,再用搬手卸下卡盤固定螺釘,即可卸下卡盤。
文章來(lái)源於網絡,製(zhì)造業生態(tài)圈重新整理
投稿箱:
如果您有機床行業、企業相關(guān)新聞稿件發表,或進行資訊合作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關(guān)新聞稿件發表,或進行資訊合作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多(duō)相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機(jī)床產量數據
- 2024年11月(yuè) 分地區金(jīn)屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年(nián)11月 基本型乘用車(chē)(轎車)產量(liàng)數據
- 2024年11月 新能(néng)源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量(liàng)數據
- 2024年10月 軸承出口情況
- 2024年10月(yuè) 分地區金屬切削機(jī)床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新(xīn)能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產(chǎn)量數據
博(bó)文選(xuǎn)萃
| 更多
- 機械加工過(guò)程圖示
- 判斷(duàn)一台加工中心精度的(de)幾種辦法
- 中走絲線切(qiē)割機床的發展趨勢
- 國(guó)產數控係統和數(shù)控機床何去何從?
- 中國的技術工人(rén)都去哪裏了?
- 機械(xiè)老板做了十多年,為何(hé)還是(shì)小作(zuò)坊?
- 機械行業最新自殺性營銷,害(hài)人害己!不倒閉才
- 製造業大逃亡
- 智能時代,少(shǎo)談點智造,多談(tán)點(diǎn)製造
- 現實麵前,國(guó)人沉默(mò)。製造業的騰飛,要從(cóng)機床
- 一文搞懂數控車床(chuáng)加工刀具補(bǔ)償功能(néng)
- 車床鑽孔攻螺紋加工方(fāng)法及工裝設計
- 傳統鑽削與(yǔ)螺旋銑(xǐ)孔加工工藝的區別