


摘要(yào):數控車床的加工精度(dù)直接影響機械零件(jiàn)的質量(liàng),因此加工精度的影響因素(sù)受到廣泛關注。文中在概述數控車床組成和工作原理的(de)基(jī)礎上,研究了數控車床加工精度的影響因素,並提出了提高數控車(chē)床加工精度的有效措施,對於進一步探討數控車床加工精度的提(tí)高措施有一定的借鑒作用。
關鍵詞:數控(kòng)車床;加工精度;影響(xiǎng)因素(sù);措施
0 引言
數控車床在如今的機械製造業中已得到廣泛的應用,為企業和社會(huì)創造十分顯著的經濟效益。機械產品的精度直接影響著產品的工作性能,而數控車床的精度控製直接影響著所加工機械(xiè)產品的精(jīng)度。隨著機械製造業的發展,對機械產品的精度要求越來越高(gāo),相應地對於數控車床的加工精度也提出了更高的(de)要(yào)求。就一般數控車床而言,其加工(gōng)精度大體由4 部分決定:車床(chuáng)本身製造的精度;數控編程精度;車床伺服係統精度(dù);插補環節的精度。車床在加工過程中每一個(gè)過程因素也都有(yǒu)可能影響到加(jiā)工精度,例(lì)如卡緊環節、檢測環節(jiē)以及外(wài)部環(huán)境等。所以對數控車床的精度控製要進行(háng)綜合考慮和控製。
1、 數控車床(chuáng)的組成
數控車床主要由4 部分(fèn)組成:主機係統,數控編程係統(tǒng),驅動係統,加工輔助係統[1]。
1)主機係統。主機係統是機械加工的主體部分,主要實施(shī)對工件的(de)切削加工。其組成部分主(zhǔ)要由主軸、床身、立柱、進給構件等加工部件。
2)數控編(biān)程係統。數控係統是有別於(yú)普(pǔ)通機床的關鍵部分,也是數控加工的核心部件,由硬件設備和相(xiàng)應的軟件組成,主要(yào)完(wán)成機械加工(gōng)的程序(xù)輸入和存儲,部分數控機床也可以完成對輸入參數的加工和處理,完成某些特(tè)定的操作功能。
3)驅動係統。驅動(dòng)係統為數控車床加工提供原(yuán)動力,完成機械加工。主要包括主軸電機、主軸驅動結構、進給電機、進給結(jié)構等,通過伺服機構由驅動係統控製實現主軸運動和進給運(yùn)動。
4)加工輔助係統。加(jiā)工輔助係統是指在加工生產過程中一些(xiē)必要的(de)輔助機(jī)構,保證切(qiē)削加工的順利完成。主要包括噴射機構、排屑機構、數控轉台、監(jiān)測與檢測機構,主要作用為冷卻、排屑、照明(míng)、潤滑等。
2 、數控(kòng)車床的工作原理
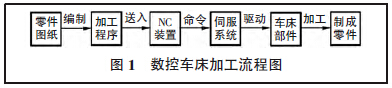
數控車床與普通車床在加工過程上有很大的區別,普通車(chē)床(chuáng)加工(gōng)時需要加工人員(yuán)根據零件加工圖不斷改變車刀的運動軌跡(jì),來完成機械零件的加工。而數控車床是將刀具以及相關構件通過數控(kòng)編程(chéng)語言進行設定,輸入NC 的(de)裝置,通過伺服係統(tǒng)驅動相(xiàng)應的車床構件完成零件的加工,其具體過程如圖1 所示[2]。
3 、數控車床加工精度的影(yǐng)響因素
數控車床本身的機械(xiè)加工精(jīng)度以及伺服係統驅動精度都能夠影響數控車床的加工精度。具體細分影響數(shù)控車床加工精度(dù)的原(yuán)因主要有車床本身(shēn)幾何誤差、車床熱變形誤差、伺服係統驅動誤差、車刀參數變化引起的誤差等。在數控車床加工中,伺服係統驅動誤差(chà)、車刀參數變化引起的誤差較為普遍。下麵對(duì)這兩種影響因素進行(háng)詳細分析。
3.1 伺服係統驅動因(yīn)素
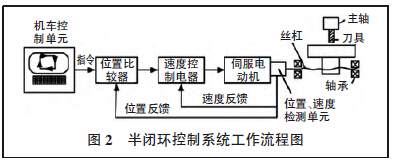
由數控車床工作原理可知,伺服係統通過驅動車床部件完成零件的加工,其具體過程為:數控車床的定位由滾珠絲(sī)杠(gàng)完(wán)成,滾珠絲杠由伺(sì)服電機驅動進行控製,滾珠(zhū)絲杠(gàng)的傳動誤差成為定(dìng)位精度影響因素之一。
數控車床一般采用半閉環(huán)控製(zhì)伺服進給係統控製(zhì),其工作原理(lǐ)如圖(tú)2 所示[3]。在正常加工過程,絲杠由伺服電機控製進行反方向運轉時,會出現空隙的空運轉現象,造(zào)成反向(xiàng)間隙誤(wù)差。同時數控車床的傳動和運(yùn)動機構在外力作用下會產生彈(dàn)性變形(xíng),並且加工部位(wèi)與車床其他部位受力不同,造成彈性間隙發生也(yě)影響加工精(jīng)度。此部分誤差為反向間隙誤差和正向傳動運轉誤(wù)差的疊加。
3.2 車刀參數(shù)變化(huà)因素
數控車床的加工過程主要是車刀(dāo)在編程控製下對零件(jiàn)進行切削,達(dá)到所需的工件形狀。車削加工的車刀存在主偏角和刀尖圓弧半徑[4],對(duì)棒料類進行加工時,其軸(zhóu)線(xiàn)尺寸會存在一定的偏差,這一偏差與(yǔ)主偏角成反比(bǐ),隨主偏角的增大而(ér)減(jiǎn)小,與刀尖圓弧半徑成正比(bǐ)。所以,在對(duì)數控車床進行編程時需要根據加(jiā)工零件的特點,將軸向尺寸的偏差規律考慮在內,對其相關位移長度進(jìn)行調整。在(zài)數控車床運轉時,車刀的刀尖(jiān)圓弧半徑、主偏角、刀尖與零件中心的高(gāo)度偏差等都(dōu)可能影響數控車床的加工精度,需要在編程時進行考慮和分析。
根據以往的研究,影響數控車床加工精(jīng)度因素的影響(xiǎng)程度存在一定的(de)差別,對其匯總(zǒng)分(fèn)類可得:車床本身誤差所占比例為45%~65%,加工中的過程(chéng)誤差所占比例為25%~40%,檢測誤差所占比例為10%~15%。
4 、提高數(shù)控車床加工精度的(de)有效措施
如何提高數控車床的加工精度(dù),生產出更加精密的零件,一直是學者(zhě)關注和研究的重點,根據數控車床加工(gōng)精度的影響因素,可通過(guò)提高導軌幾何精(jīng)度、誤(wù)差補償法、誤差防止法控製和提高加工精度。
1)提高(gāo)導(dǎo)軌幾何精度。數控車床的發展趨勢為高切削速度、高加工精度,較高的(de)切削速度必然會引起振動,所以需要導軌具有較好的精度穩定性和較高(gāo)的剛度,可以采(cǎi)用鋼(gāng)製滑動軌道整體磨削的(de)方法進行提高。具體方(fāng)法為:數控(kòng)車床在設計時采用淬硬處(chù)理後(hòu)的鋼製滑動導(dǎo)軌,用螺釘固定在由導軌磨床磨削後的平麵(miàn)上,導軌與導軌基座之間縫隙用(yòng)注塑填(tián)充物進行充實,最後進行整體磨削,獲得較好的幾何精度。
2)誤差補償法。誤差補償法是(shì)通過數控係(xì)統的補償功能,對已存在的坐(zuò)標軸偏差進行補償的方法,精度不高的車床可以通過誤差補償法加工出(chū)較高精度的產品。此方法可由硬件或軟件完成(chéng)。例如采用半閉環伺服係統的數控車(chē)床,由於反向偏差的影響其定位精度存在誤差,可(kě)以采用(yòng)對反向偏差補償的手段消除誤差[5]。
3)誤差防止法。誤差防止(zhǐ)法是在數控機(jī)床的(de)設計和製造階段通過提高(gāo)機械零件(jiàn)的精度來消除可能存在的誤差。此方(fāng)法能夠從整體上較好地減小加工(gōng)精度的誤(wù)差,但(dàn)是成本較高,並且此數控車床在原有基礎上繼續提高加工精度難(nán)度較大。
5 、結語
隨著製造業的發展,數控車床作為一種高效率的自(zì)動化機床被廣泛應用,其加工精度的高低直接(jiē)影響產品的(de)質量(liàng)和工作(zuò)性能(néng)。本文在簡要闡述數控車床組成和工作原理的基礎上,研究了數控車加(jiā)工精度的影響因素,主要對其伺服(fú)係統驅(qū)動因素和車刀參數變化因素進行了詳細分析。並提出了3 種提高數控車床加工精度的有(yǒu)效措施,分別為(wéi):提高導軌幾何精度(dù)、誤差補償法,誤差防止法。對於進一步研究(jiū)和分析數控車床加工精度具有一定(dìng)的參考價值。
如(rú)果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據(jù)
- 2024年11月(yuè) 軸承出口情況
- 2024年(nián)11月 基本(běn)型乘用車(轎車)產(chǎn)量數據
- 2024年11月(yuè) 新能(néng)源汽車產量數據
- 2024年11月 新能(néng)源汽(qì)車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分(fèn)地區金屬切削機床產量數(shù)據(jù)
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新(xīn)能源汽車銷(xiāo)量情況
- 2024年8月 新(xīn)能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據