


摘 要:以數控(kòng)車床為基礎,應(yīng)用關節機器人(rén),采(cǎi)用PLC主從控(kòng)製方式,通過用戶變量及模塊化程序設計方法,實現(xiàn)機床加工與自動上下料高速契合,滿足用戶自動化加工需求。
關鍵詞:自動上下料 主從控製 模(mó)塊化
Design of automatic loader system for CNC lathe based on robot
Abstract: Based on the CNC lathe, by using the joint robot and master-slave control method of PLC, through the user variables and modular program method to realize the automatic parts loading. Key words: Automatic parts loading; PLC master-slave control method; modular program method
前言
目前,機械化提速已成為我(wǒ)國經濟結構調整的必然趨勢。一(yī)方(fāng)麵,機械化將會使許多(duō)傳統製造業,從勞動(dòng)密(mì)集型行業轉變(biàn)為資本密集型行業;另(lìng)一方麵,國內的人力(lì)成本越來越高,由於員工不(bú)按照勞動生產規程操作而帶來的工傷索賠比比皆(jiē)是,因此,工業流水線上的工作逐(zhú)漸被機械甚至機器人替代,產業操作工人急劇減少將是大勢所趨(qū)。
根據市場變化,為滿足客戶需求,在現有機床產品基礎上,利用關(guān)節機(jī)器人進行物料搬運,不僅有效的提高了工作效率,也為用戶節約了(le)大量的(de)用工成本。本款(kuǎn)自動化加工(gōng)單元就是(shì)我公司根據客戶需要為某機械廠量身(shēn)打造的一組高效自(zì)動化產品,具有(yǒu)很優秀(xiù)的市場表現。
1 、方案說明:
結合當地具體情況,為該機械廠設計了兩整套(tào)方案,具體如下:
1.機床成“品”字形擺放,機器人(rén)固定在中(zhōng)心為機床上下料,位置布局如圖1.1所示:
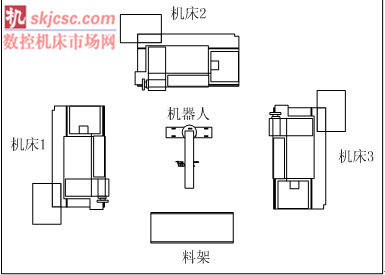
圖1.1 方案1布置圖
2.機床在傳(chuán)送帶兩邊,機器人在導軌上(shàng)移動為機床上下料。位置布局如圖1.2所示:
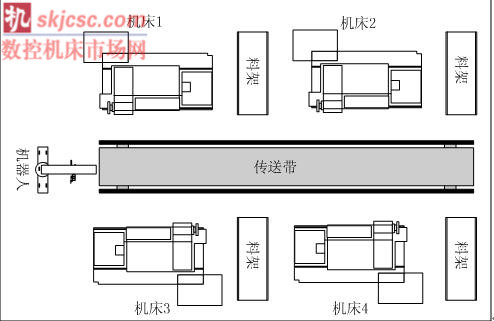
圖1.2 方案2布置圖
綜合以(yǐ)上兩種布局方案,具體說明如下:
1.以上兩種方(fāng)案均(jun1)采用主機+從機的控製結構,主機采(cǎi)用PLC實現對機床和(hé)機器人的控製,而從機為數控機床PLC僅控製機床動作。
2.數控(kòng)機床均采用廣州數控(kòng)係統,係統本身(shēn)沒有(yǒu)總線結構,因此兩種方案均采用I/O點實現自動化單元設備(bèi)之間通訊。
3.第二種方案中的機器人需要在軌道上(shàng)移動,故此對機器人本身(shēn)位置的定位精度要求較(jiào)高,目前實現起來有一(yī)定難度,而且第二種方(fāng)案所需占地麵(miàn)積相對較大,所(suǒ)以在本次課題中采用了第一種方案,第二種留作機(jī)械廠擴建時備用。
綜上所述:采用外置PLC作為主機,各個機床作為(wéi)它的從機。如圖1.3所示。
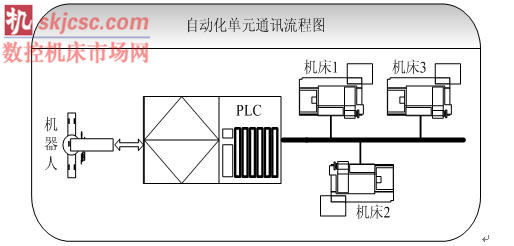
圖1.3 PLC通訊示意圖
外置PLC作為主(zhǔ)機的主要優勢就是可(kě)以擴(kuò)展(zhǎn)它的(de)IO接口,滿足控製需求。本課題中外(wài)置PLC主要是控製機器人的動(dòng)作,以及機器人與機床銜接時的信(xìn)號處理(例如:輸入(rù)信號中的防護門開(kāi)到位等;輸出信(xìn)號中的機器人卡爪到(dào)位等(děng))。各個機床的數控係(xì)統隻要把(bǎ)機(jī)床控(kòng)製好,以及反饋和(hé)接(jiē)收一部分信號即可(例如:輸入信號中的機器人空閑信號等;輸出信號中的請求機器人服務信號等)。
2 硬件接口
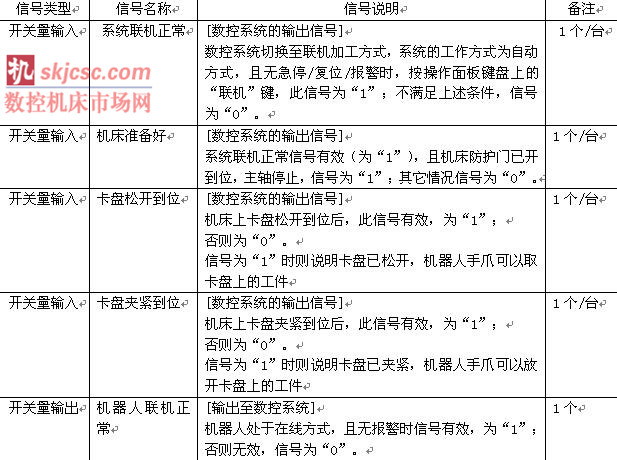
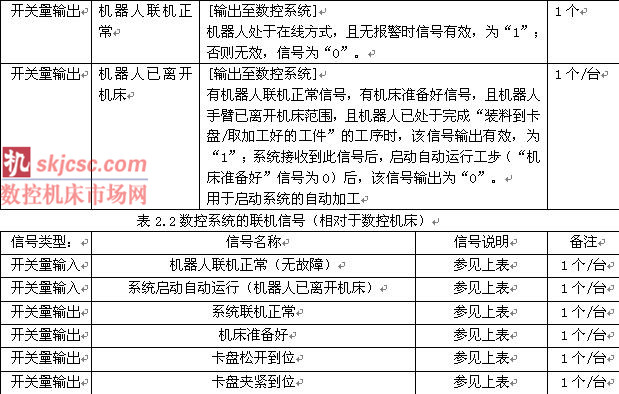
機床與機(jī)器人之(zhī)間的通訊信號如表2.1和表2.2所示:
表2.1機器人的聯機信號(hào)(相對於機器人)
3 軟件(jiàn)流程
本自動化加工單元具體動(dòng)作流程(chéng)如圖3.1所示:
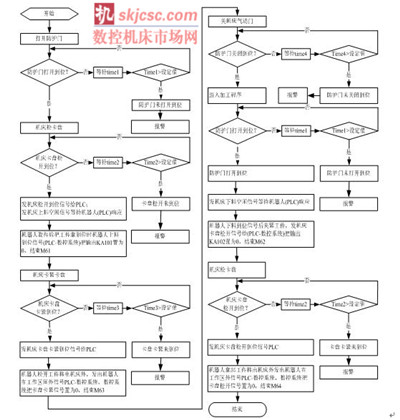
圖3.1 軟件(jiàn)流程(chéng)圖
4 軟件控製程序
4.1 機床PLC控製程序
本自動化(huà)單元在機床控製(zhì)上(shàng)除了(le)編寫用於實(shí)現數(shù)控機床基本功能的PLC程序(xù)外,在PLC中分別增(zēng)加編寫了機器人上料前進、機器人上料返回、機器人下料前(qián)進、機器人下料返回、機床與機器人通訊處理等程序塊。下麵以機器人上料PLC程序為例(lì),簡要說明一下(xià)程序編製思路及過程。通過廣數係統K參數K16.7設置機床狀(zhuàng)態,即(jí)機床是(shì)否處於自動化加工單(dān)元中。如果設置為“1”則機床處於聯機加工狀態,機床與機器(qì)人相關的PLC程(chéng)序及報警信息等均有效;設置為“0”則機床處於單機加工狀態,與機器人無關可以進行單機加工工作。機床在收到相應(yīng)信號後(如卡盤信號、防護門開信號等),在上料(liào)位置(X4.2有信號)到達後(hòu),機床給機器人發出允許上料動作信號(Y3.6),機(jī)器人開始進行(háng)上料動作,上料前進過程具體PLC程序如(rú)圖4.1所示:
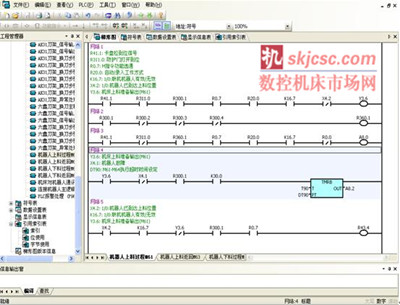
圖4.1 機器人上料過程程序
4.2 機器人控製程序
下麵同樣以機器人上料(liào)程序為(wéi)例,對機(jī)器人在上料過程中動作程序編製的思路及過程進行簡要說明。機器人上料動作過程主(zhǔ)要通過在(zài)空間記錄的三個位置(zhì)點加(jiā)home點完成。上料過程中(zhōng),機床準備就緒後,向機器人發(fā)出上料允許信號“MT1Request”,將機床(chuáng)卡盤鬆(sōng)卡控製交給機器人,機器人(rén)收到上料允許信(xìn)號後按照預先編好的空間(jiān)位置(zhì),順序控製(zhì)機床卡盤鬆卡及自身卡爪張開與閉合,從而完成整套上(shàng)料動作。上料結束後,待機器人返回到機床外部之後將機器人上料完成信號(hào)“ESCMAC1”置“1”,機床開始零件加工運行。在這(zhè)裏由於本類型機器人沒有碼垛(duǒ)功能(néng),因(yīn)此在上料和下料過程中對多個上料和下料位置采用循環控(kòng)製,這裏不多贅述。
DEF MAC1HI( )
GLOBAL INTERRUPT DECL 3 WHEN $STOPMESS==TRUE DO IR_STOPM ( )
INTERRUPT ON 3
BAS (#INITMOV,0 )
HI1RDY=False
ESCMAC1=False
Wait for MT1Request //等待機床1發出上料信號(hào)
$BWDSTART=FALSE
PDAT_ACT=PPDAT3
FDAT_ACT=FP3
BAS(#PTP_PARAMS,30)
PTP XP3
$BWDSTART=FALSE
PDAT_ACT=PPDAT1
FDAT_ACT=FP1
BAS(#PTP_PARAMS,20)
PTP XP1
$BWDSTART=FALSE
LDAT_ACT=LCPDAT1
FDAT_ACT=FP2
BAS(#CP_PARAMS,0.2)
LIN XP2
HI1RDY=TRUE
Wait for GP1Tighten //等(děng)待機床(chuáng)1卡盤卡(kǎ)緊
RobGPOpen=false //機器人卡爪張開信(xìn)號置“0”(機器人卡爪為內卡狀態)
RobGPClose=True //機器人卡爪閉合信號置“1”(機器人卡爪為內卡狀態)
wait for SGPClose //等待(dài)機器人卡爪閉合(即內卡鬆開)到(dào)位信號
HI1RDY=False
$BWDSTART=FALSE
LDAT_ACT=LCPDAT2
FDAT_ACT=FP1
BAS(#CP_PARAMS,0.2)
LIN XP1
$BWDSTART=FALSE
PDAT_ACT=PPDAT4
FDAT_ACT=FP3
BAS(#PTP_PARAMS,30)
PTP XP3
ESCMAC1=TRUE //機器人(rén)上料完成信號(hào)
$BWDSTART=FALSE
PDAT_ACT=PDEFAULT
FDAT_ACT=FHOME
BAS(#PTP_PARAMS,50)
PTP XHOME //機(jī)器人回到home位置
END //機器人給機(jī)床1上料動作結(jié)束
5 結語
目前,本款(kuǎn)自動(dòng)化加工單元已經為用戶服務,並且得到了客戶的肯定。隨著(zhe)工業自動化的發展,相信更多的自動化生產單元(yuán)必將成(chéng)為(wéi)解決國內用工荒及降低人(rén)力成本的簡單有效方式之一。另外數控機床作為工業(yè)的(de)母機其在我國工業發展中的地位已毋(wú)庸置疑,而與數控機床相(xiàng)結合的自(zì)動化加工單(dān)元直接影響其工(gōng)作效率(lǜ)和人力成(chéng)本(běn)。因此我們(men)有理由相信作為提高數控機床工作(zuò)效率的重要一環,自動化加工單元的開發同樣有著廣闊的市場(chǎng)前景。
(文自:沈陽機床股份有限公司)
如果您有機床行業、企業相(xiàng)關新聞稿件(jiàn)發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
州金(jīn)馬")
")
- 2024年11月 金屬切削機床產量(liàng)數據
- 2024年11月 分地區金屬(shǔ)切削機床產量數據
- 2024年11月(yuè) 軸承出口情況
- 2024年11月 基(jī)本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車(chē)產量(liàng)數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月(yuè) 新能源汽車產量(liàng)數據
- 2024年10月 軸承出口情(qíng)況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況(kuàng)
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘(chéng)用車(轎車)產量數(shù)據