


博世力士樂 PRC7000 點焊伺服運動控製器,重器啟新!
2024-3-14 來源:博(bó)世力士樂 作者:-
直擊用戶痛點,博世力士樂 PRC7000 點焊伺服(fú)運動控製(zhì)器順勢而生
. 全麵工藝參數的管理控製
. 焊接過程的恒壓力及變壓力控製,解決複雜板材搭接(jiē)的焊接難題(tí)
. 全新一代的位移自適應質量控製 ,減少了 95% 以上的人工檢測量
. 自動(dòng)優化(huà)壓緊保持時間,提高生(shēng)產節拍 5%以上
. 精確地測量(liàng)焊點處的 4 個特征(zhēng)尺寸(cùn)參數值,不斷改進焊接(jiē)工藝的過程控製
. 對焊點飛濺更精準的識別,快速降低和消除飛濺,降低工廠的綜合成本

為了幫助廣大(dà)汽車製造商(shāng)改進生產工(gōng)藝技術、節約成(chéng)本,博世力士樂 PRC7000 點焊伺服運動控製器應運而生。(圖源(yuán):博世力士樂)
如今是全球新能源汽車持續(xù)創新變革(gé)的時代。在汽車白車身的設計製造領(lǐng)域(yù),一方麵,汽車(chē)製造商都在(zài)追求更輕、更安全的汽車車身,導(dǎo)致熱(rè)成(chéng)形鋼和鋁合金或鑄件(jiàn)的板材厚度組合(hé)增加,以及(jí)新材料塗層的不斷開發應用 ;另一方麵,汽車(chē)製造商又麵臨著不(bú)斷增加的成本壓力以及技術(shù)人才的短缺。麵對這(zhè)些巨大的挑戰,改進生產工(gōng)藝技術和節約成本迫在眉睫。直擊用戶痛點,博世力士樂 PRC7000 點焊伺服運動(dòng)控製(zhì)器順勢而(ér)生!
PRC7000 控製器除(chú)了具備點焊的基本功能外,還集成了焊鉗(qián)伺服(fú)電機的運動控製功能,直接(jiē)驅動控(kòng)製伺服點焊鉗的打開和關閉焊接(jiē)任務,以及電極帽的修磨控(kòng)製,可 100%實現點焊工藝的技術質(zhì)量控製要求(qiú)。
PRC7000 點焊伺服運動控製器將所有的焊接工(gōng)藝參數融為一體,完全由焊接控製器來控(kòng)製,這樣,焊接工程師可以(yǐ)完全掌控所有的(de)焊接工藝參數,快速精(jīng)準地最優化各個(gè)焊接參數,提高工作效率和(hé)成效,並最終得(dé)到更(gèng)為完美的點焊質量(liàng)。
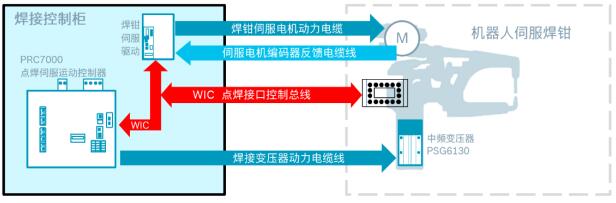
PRC7000 控製伺服焊鉗(qián)係統概覽
傳統(tǒng)電阻(zǔ)焊設備都是通過主(zhǔ)線將自身設定的壓力值發送給機器人並最終由機器(qì)人來(lái)控製焊接壓力,甚至幹脆將壓力的設置和(hé)控製都下放給機器人,並且這種控製往往是恒扭矩模式。PRC7000 電伺服控製係統(tǒng)不僅可以實現對點焊壓力的直接控製,而且可以實現焊接過程的變壓力控製。
PRC7000 控製伺服焊鉗時,還可以實現變壓力和變電流的各(gè)種複雜焊接工藝的要求,比如對於 2 層超高強鋼熱成型鋼板(bǎn) + 一層 0.8mm 薄的鍍鋅鋼板,通過這種變壓力和變電(diàn)流組合參數設置,可以輕(qīng)鬆穩定地得(dé)到完美的(de)焊點質量。隨(suí)著白車身的各種複雜材料的應用,越來越多的點焊板材(例(lì)如熱成型超高(gāo)強鋼板(bǎn)、鑄鋁、鋁合金板材等(děng)),沒有明顯的動態電阻的特(tè)征曲線,這樣基於動態(tài)電阻曲線的自適應技術,很難適合此類板材的點焊質量控製,而基於焊點的位移變化量(liàng)的全新一代的自(zì)適應算法控製,可以通過(guò) PRC7000 實時(shí)測(cè)量電(diàn)極的位(wèi)移變化量,更加精(jīng)確地(dì)來控製點焊的質量。由於其可以實現(xiàn) 100%的焊點質量的(de)調節控製,故可(kě)以大(dà)大降低正常生產時人工檢測焊點質量的工作量。據德國一家年產 20 萬輛(liàng)汽車(chē)的整車廠的數(shù)據,由於其全部使用了 PRC7000 的位移(yí)自適應的焊點質量控製櫃(guì),實現了 100%的焊點質量監控,減少了 95%以(yǐ)上的超聲(shēng)波和(hé)破壞性檢測的(de)工作量,每年(nián)可節約(yuē)費用(yòng) 100 萬(wàn)歐元左右。
PRC7000 通過實時測量(liàng)焊點處壓(yā)力和位(wèi)移量的變化量(liàng),從而動態調節縮短(duǎn)預壓(yā)的時間,可大大提高生產節(jiē)拍達到 5%左右(yòu)。
通過分(fèn)析關於焊(hàn)點處新的機械尺寸參數(片材厚度、壓痕…)的大量(liàng)可(kě)用數據,可以對焊點板材質(zhì)量進行統計分析,說(shuō)明有多少焊點存在間隙問(wèn)題,有(yǒu)多少凸緣寬度(dù)過小,或者焊鉗在哪些(xiē)點發生了(le)錯位等,從而實現額外的功能來改進焊接工藝的過(guò)程控製。
通(tōng)過對力信(xìn)號的額外分析來改進對焊點飛濺的檢測,飛濺檢測識(shí)別必須滿足兩個條件:力和位(wèi)移必須在一(yī)定時間範圍內下降(冗餘(yú)信息), 不(bú)僅可(kě)以更精準地識別(bié)飛(fēi)濺,而且可以識別出每個飛濺的大小,即可以對每個飛濺大小做(zuò)量化判斷(duàn),從而可以實現(xiàn)飛濺的自動優化降低。
簡而言之,PRC7000 點焊伺服運動(dòng)控製器不僅傳承了以往 PSI6000 係列產品引領電阻點(diǎn)焊 20 多年的優秀技術基因,同時,通過在焊接控製器裏集成伺服運動控製功能(néng),再次引領整(zhěng)個電阻點焊行(háng)業步入點(diǎn)焊伺服(fú)運動控製技術的新(xīn)時代。一方麵,可以輕鬆解決目前客戶麵臨的各類(lèi)焊接難(nán)題及困境, 突破新技術、質量、成本和人才短缺的多重瓶頸(jǐng); 另一方麵,還能通過技術創新迅速為用戶創造巨大的經濟利益(yì)。最終取勝在這個(gè)激烈競爭的“卷”時代。
目(mù)前,越來越多來自行業頭部的汽車製造商都在(zài)大量應用 PRC7000 產品。未來(lái),我們也期待助力更(gèng)多汽(qì)車製造商突破生產效率瓶頸,實現生產(chǎn)工藝的技術升級。
投稿箱:
如果您有機床行業(yè)、企業相關新聞(wén)稿件發表,或進行資訊合(hé)作,歡迎聯(lián)係本網(wǎng)編(biān)輯部, 郵(yóu)箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業相關新聞(wén)稿件發表,或進行資訊合(hé)作,歡迎聯(lián)係本網(wǎng)編(biān)輯部, 郵(yóu)箱:skjcsc@vip.sina.com
更(gèng)多(duō)相關信息

業界(jiè)視點
| 更多
牌調查")
行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年(nián)11月 分地區金屬切(qiē)削機床產(chǎn)量數據(jù)
- 2024年11月 軸(zhóu)承出口情況
- 2024年11月 基本型乘用車(chē)(轎車)產量數據(jù)
- 2024年11月 新能源汽車產量數據
- 2024年(nián)11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月(yuè) 軸(zhóu)承出口情(qíng)況
- 2024年10月 分地區金屬切(qiē)削機床產(chǎn)量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產(chǎn)量數據
- 2028年8月 基本(běn)型(xíng)乘用車(轎(jiào)車(chē))產量數據