


數控機床電氣係統的(de)技術特點分析
2021-2-25 來源: 衡水學院 作(zuò)者:郭向榮
摘(zhāi)要:在當今的工業生產與製造(zào)領域中,數控機床得到了越來越廣泛(fàn)的應用。電氣係統是數控機床的一個重要組成部分,電氣係(xì)統的穩定(dìng)運(yùn)行是保障數控機床生產效率與生產質量的關鍵。為保障數控機(jī)床電氣係統的良好穩定運行,文章對數控機床電氣係統的結構組(zǔ)成、係統設計、故障特點(diǎn)及典型故障進行了(le)分析,旨在為數控機床電氣係統的合理應用提供參考。
關鍵詞:數控機床;電(diàn)氣係統;技術特點
數控機床的電氣係統比較複雜,在具體應用過(guò)程中很容易出現故障,這些故障不僅會降低數控機床的生產效率與生產質量,同時(shí)也會對其使用壽(shòu)命造(zào)成不利影響。因此(cǐ),在數控機床具體(tǐ)的應用過程中,工業生產企業一(yī)定要明確其技術特(tè)點與係統設計,並對其故障特點及(jí)其典型故(gù)障進行分析,提升數控機床(chuáng)的使用效果,延長其使用壽命。
1 、數(shù)控(kòng)機床的組成
1.1 機械傳動機構
機械傳動(dòng)機構(gòu)可(kě)以直接對(duì)數控機床的具體運動進行控製,它的精度會對零件加工精(jīng)度造成直(zhí)接影響。通常情況下,數控機床中的機械傳(chuán)動機構主要由兩個部分組成,其一是主軸(zhóu)傳動機構(gòu),其二是進給軸傳動機構,前(qián)者與主軸電動機相(xiàng)配合,對主軸運動(dòng)進(jìn)行控製;後者主要和進給電動機相配合,對進給軸的運動進行控製。
通過這兩個傳動機構的相(xiàng)互配合,可以在(zài)三維坐標所指定的區域之內實現(xiàn)相應軌跡(jì)的控製,以實現毛坯件加工。在此過程中,電氣係統可以對(duì)其開關量進行控(kòng)製,以保障每一個機械(xiè)運動部件動作的順序性,進而實現機床工作效率的顯著提升,並較普通機床實現人力成本的大量節約(yuē)。
1.2 電(diàn)氣係統
在數(shù)控(kòng)機床(chuáng)的應用(yòng)過程中,電(diàn)氣係統扮演著執行(háng)者的角色,它的主要(yào)組成部(bù)分包括電源、電機以及繼電器等模塊。電源可以為數控機床提供電流,其電流供給(gěi)共有兩種(zhǒng)性質(zhì),第一種是直流電,第二種是交流電,前者主要為電機和繼電(diàn)器這兩個模塊供電(diàn),後者主要為傳動機構供(gòng)電(diàn)。電機可以實現交流電(diàn)到機械力的轉變,然(rán)後借助傳導功能對機械傳動形式進行控製。直流電主要用作三相交流異(yì)步電動機中,為(wéi)其製動提供電能;同時,CNC 係統啟動和停止按鈕和都需要直(zhí)流電。在整個電(diàn)氣係統中,繼電器是一個重要的執行者,該模塊主要用來實施電氣係統中的動作邏輯,以實現機床各種(zhǒng)生產動(dòng)作的統一規劃和控(kòng)製。
1.3 可編程控製(zhì)器
可編程控製器(qì)就是 PLC 係(xì)統,它在數(shù)控機床中起到核心性的控製作用(yòng)。具(jù)體運行中,數控機(jī)床(chuáng)的控製任務有三個,第一個是主軸控製(zhì),第二個是位置控製,第(dì)三個是輔助(zhù)控製,而 PLC 係統可以借助插補(bǔ)程序的分(fèn)析與應用來行輔(fǔ)助指令的識別,並以控製數控機床的輔助動(dòng)作。在數控機床的具體(tǐ)應用(yòng)中,PC 端或編程人員輸入的相應插補程序會被翻譯為機(jī)械語言的形式,然後傳輸到伺服控製模塊,這一(yī)模塊在接(jiē)收到了相應的脈衝信息後,會根據信息控製電機驅動,以(yǐ)實現主軸以及位置的同步控(kòng)製。在此過程中(zhōng),位置檢測裝置會(huì)對電動機(jī)的狀態等數據進行檢測,並將所有采集到的數據都轉換成二進製形式的數據傳輸到數控係統,以保(bǎo)障(zhàng)數控機床控製的精準度。
1.4 保(bǎo)護機製
在(zài)數控機床具體的工作(zuò)中,可能會有(yǒu)一些(xiē)緊急情況發生,基於此,就需要設計一種相應的保(bǎo)護措施,以避免緊急情況對機床生產的不利影響。在具體(tǐ)設計中,應該設置一個故障急停(tíng)按鈕。在發生故障或誤操作時,操(cāo)作(zuò)人員隻需按下急停按鈕,就可以讓機床的工作立即(jí)停止,有效(xiào)避免事故。
2 、數控機床電氣控統設計(jì)
2.1 PLC 對外控製設計(jì)
在數控機床處在手動(dòng)操作或者是(shì)自動操作狀態下,借助操作界麵(miàn)上(shàng)的相應按鈕,或者是 M、T 指令的執行,就可以讓 PLC 實現開關信號對外輸出的有效控製,以運行數控機床的輔助功能,如冷卻開關、機械(xiè)手換刀以及刀庫選刀等的各項(xiàng)操(cāo)作。另外,機(jī)床側(cè)的(de)每一類檢測開關都將會把當前的機(jī)床(chuáng)狀態輸入 PLC 係統,然後(hòu)借助 PLC 係(xì)統對其進行邏輯運算。
2.2 PLC 對內控製設計
在數控機床的應用過程中,每一個 PLC 控製動(dòng)作的完成都要(yào)和 CNC 之間交換數據,這個數據交(jiāo)換信號也叫作接口信號,每個接口信號的功能都是由數控係統進行規定。具體應用中,數控係統可以按照(zhào)接口信號進(jìn)行主軸以及伺服軸等(děng)的控製(zhì)。
2.3 數控機(jī)床中 PLC 和機床側的 I/O 接口設計
在對數控(kòng)機床的電氣係統進行設(shè)計中,PLC 和機床側的 I/O 接口的布置(zhì)示意圖(tú)如圖 1 所示。
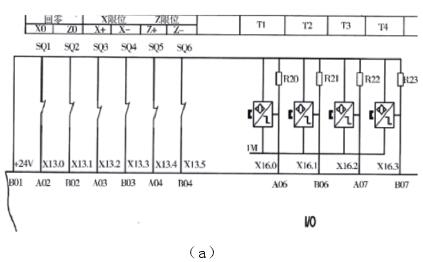
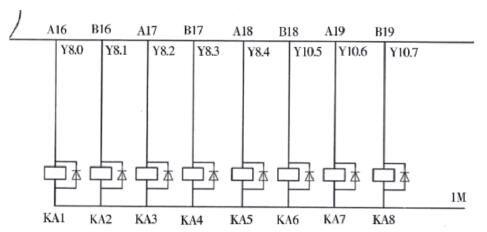
圖 1 PLC 和機床側的(de) I/O 輸入接口(a)和輸出接口(kǒu)(b)布置示(shì)意圖
3 、數控(kòng)機床電氣係統故障的特點、分類及其分析
3.1 數控機床電氣係(xì)統故障的特點
第一,在(zài)電纜經(jīng)過長(zhǎng)時間的磨損(sǔn)之後,可能會存在短路或斷線情況,橡膠電線有時會出現膨脹、黏化,直接引起絕緣係統的故障,進而導致短路(lù)。第二,由於環境溫度過高、電櫃(guì)溫升過(guò)快(kuài)等外界環(huán)境對電氣係統的影響,一些電氣元件很容易損壞。第三,在明確故障原因的情況下,檢修人員通常習慣采取最簡便的方法進行故障維(wéi)修,這樣也就很容易遺漏一些問題。第(dì)四,異步電機進水,排削器、冷卻泵以及電(diàn)動道等設備很容易被損壞,進而引起軸承的超負(fù)荷運(yùn)行情(qíng)況,這樣的情況(kuàng)也(yě)將引起電機(jī)故障。
3.2 數控機床電氣係統(tǒng)故障的分類
在對數控(kòng)機床電氣係(xì)統故障進行分類的過(guò)程中(zhōng),通常可以按照以下幾個類別進行劃分:第一,根據故(gù)障位置,可以將其劃分為軟件(jiàn)故障以及硬件(jiàn)故障(zhàng)。第二,根據故障發生的頻率,可以將其劃分為係統性故障以及隨(suí)機性故障。第三,根據是否有指示,可以分為有診斷指示類型的故障和(hé)無診斷指示類型的故障。第四,根據是否具有破壞性,可以分為有破壞性的故障和無破壞性的故障。
3.3 數控機床電氣係(xì)統故障(zhàng)的分析
在發現數控機床電氣(qì)係統出現了故障之後(hòu),可以通過三個步驟進行故(gù)障分析(xī),第一步是調查,第二步是分(fèn)析,第三步是診斷。在接收到來自 PLC 的故障警告信息之後,首先應保持好故(gù)障(zhàng)現場(chǎng),同時對出現故障(zhàng)時的具體指示情況進行全麵檢查,通過故(gù)障現象的觀察(chá)找(zhǎo)出引起故障的外部原因。在檢查者來到故(gù)障現場後,應該向現場的當事人全麵了解(jiě)故障發(fā)生(shēng)時的(de)情(qíng)況,以更準確地判斷。然後是對故障進行分析,應該通過現場的已知故障情況,並通過個人經驗對可能導致該故障產生的原因進(jìn)行(háng)判斷,最終實現故障信息的有效獲取。在完成了故障(zhàng)分析和故障原因之後,應根據實際選擇合理的(de)處理方法,並根據故障的大小做好處理之前的準備工作,以保障故障處理效果。
4 、數控機床電氣係(xì)統典型問題及解決方(fāng)式
4.1 四方刀架換刀故障
在數控機的應用(yòng)過程中,四方刀架換刀故障是(shì)一個典型的電氣(qì)係統故障。比如,通過手動以及自動換刀功能(néng)進(jìn)行 CK6140 數控車(chē)床換刀的過程中發現無反應,係(xì)統所顯(xiǎn)示的信息是“換刀時間過長”。在出現此類故障時,應先對時間參數進行檢查,看時間參(cān)數是否被修改;若時間(jiān)參數正常,應該對控製狀態(tài)的正(zhèng)確性進行檢查,看(kàn)電(diàn)器櫃內的電器工作是否正常。在此次故障檢查中,經檢(jiǎn)查發現,繼電器停止工(gōng)作,該故障(zhàng)的主要原因是繼電(diàn)器元件被損壞,經進一步的檢查發現,繼電器(qì)保險絲已經被燒毀,在通過儀器檢(jiǎn)測的過程中發現,電動機兩相之間有著非常(cháng)小的電阻,最後在接線盒上發現了很多鐵屑(xiè),由此可判斷,這(zhè)些(xiē)鐵屑是導致此次故障的(de)主要(yào)原因。具體維修過程中,將(jiāng)這些鐵屑清理幹淨,並為繼電器更換了新的保險絲(sī),故障(zhàng)便得到了(le)有效(xiào)排除。
4.2 無法回到(dào)參考點故障
在(zài)某企業進行 XK841 數控銑床的應用(yòng)過程中,電氣控製係統出現了無法回到參考點的故障,其主要故障現象是(shì)X 軸不能回到參考點(diǎn)。具體診斷過程中,首先進入電氣控製係統的 I/O 診斷界(jiè)麵,將 X 軸的(de)軸向開關按下,發現 X軸(zhóu)無動作,由(yóu)此可以初步做出判斷:X 軸限位(wèi)開關存在故障。這(zhè)時,可以打開行程限位開(kāi)關,目測發現其內部存在少許液體(tǐ),由(yóu)此可判斷是這些液體(tǐ)導致的開關(guān)短路。此時,可以將形成限位開關換(huàn)掉,讓這一問(wèn)題得以解決。但是在解決了該問題之後,還需要進一(yī)步(bù)確認開關內出現液體的原因,經進一步的檢(jiǎn)查發現,進(jìn)行切削液傳輸的塑料管已經損壞,導(dǎo)致切屑液滲漏,進而(ér)造成了(le)開關積液短路。因此,在下一(yī)步的維修中,將損壞的塑(sù)料管(guǎn)更換掉,該問題就(jiù)得到了徹(chè)底解決。
5 、結束(shù)語
在數控機床(chuáng)中,電氣係統的應用是保障機床控製效果,提升機床生產效(xiào)率、生(shēng)產質量和節約成本的關(guān)鍵(jiàn)。但是因為電氣(qì)係統的結(jié)構比較複雜,且很多外(wài)部因素都會對係統運行造(zào)成不利影響,所以(yǐ)在(zài)具體的應用過程中,數控機床的電氣(qì)係統也就很容易出現一些問題(tí),進而對機床(chuáng)的正常運行造成不利影(yǐng)響。基於此(cǐ),技術人員應全麵了解數控(kòng)機床的組成及其電氣係統的設計,這樣才能有效掌(zhǎng)握數控機床電氣係統的技(jì)術(shù)特點,以實現科學、合(hé)理、準確的故障分(fèn)析和故障處理。
投稿箱:
如果您有機床(chuáng)行業、企業相關新聞稿件(jiàn)發表,或進行資訊合作,歡(huān)迎聯係本(běn)網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
如果您有機床(chuáng)行業、企業相關新聞稿件(jiàn)發表,或進行資訊合作,歡(huān)迎聯係本(běn)網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多
調查")
行業數據
| 更多
- 2024年11月 金(jīn)屬切(qiē)削機(jī)床產量數據
- 2024年(nián)11月 分地區金屬切削機床產量數據(jù)
- 2024年11月 軸承出口情況
- 2024年11月(yuè) 基本型乘用(yòng)車(chē)(轎車)產量數據(jù)
- 2024年11月 新能源汽(qì)車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新(xīn)能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數(shù)據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新(xīn)能源汽車銷量情況
- 2024年8月 新能源汽(qì)車(chē)產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
博文選萃
| 更多