


搖(yáo)籃(lán)式五坐標加工中心 C 軸轉台旋轉故障原因分(fèn)析與處理
2021-1-27 來源: 昌河飛機工業(yè)( 集團) 有限責任公司 作者:林超青
摘要: 針對 HS664RT,搖籃式(shì)五坐(zuò)標加工中心力矩電動(dòng)機(jī)驅動的 C 軸轉台故障,介紹了故障排查、處(chù)理方法和力矩電動機(jī)相位(wèi)角同步(bù)設置步驟。
關鍵詞(cí): 力矩電動機; 相(xiàng)位角同步; 液壓抱閘裝置
1、 C 軸轉台存在的故障和問題
HS664RT 搖籃式五坐標加工中心在運行過程中經常發(fā)生(shēng) C 軸電動機過載過(guò)流報警,並伴有(yǒu)轉台抖動現象(xiàng)。同時該機床在開機上電過程,經常發生 A/C 液壓抱閘報警,機床無法上電(diàn),要反複多次才能上電。這種現象和(hé)故障持續一(yī)段時間後,C 軸轉台徹底無法轉動,五軸機床隻能當三軸機床使用。
2、 C 軸轉台無法轉動的原因分析
2.1 C 軸轉台的結構
HS664RT 搖籃(lán)式五坐標加工中(zhōng)心 C 軸轉台主要是由轉台本體( 框架) 、工作(zuò)台、軸承、液壓抱閘組件、力矩電動機( 定(dìng)子和(hé)轉子組成) 、圓光柵和冷卻水道幾大(dà)主要部件組成,主要部(bù)件如圖 1 所(suǒ)示。力矩電動機(jī)定子、液壓抱(bào)閘組件安裝在轉台本體上,力矩(jǔ)電動機轉子、工作台安裝在軸承(chéng)上,圓光柵安裝在工作台上,力矩電動(dòng)機轉(zhuǎn)子帶動工作台旋轉,圓光(guāng)柵測量旋轉角(jiǎo)度和速度。

圖1 C軸轉台
2.2 C 軸轉台無法轉動的可能原因
根據轉台的結構可以分析得到 C 軸轉台無(wú)法轉動可能的原因有如(rú)下幾(jǐ)個方麵:
( 1) 力矩電動機損壞(huài)。轉(zhuǎn)子和定子之(zhī)間有異物,導致轉子和定子間(jiān)隙不符(fú)合要求,定子線(xiàn)圈短(duǎn)路,電流增(zēng)大,電流超過額定(dìng)電流,致使伺服係統報警(jǐng),電動機無法旋轉,使得 C 軸轉台無法旋轉。
( 2) 圓光柵出現故障,導致工作台旋轉角度和旋轉速度測量不(bú)準確,從而導致機床工作台無法旋轉。
( 3) 轉台(tái)的自調心平麵軸承損壞,軸承無法旋轉,由於機械(xiè)卡死,將導致力矩(jǔ)電動機輸出扭矩超過規定值而出現電流、扭矩報警,機床工(gōng)作台無法旋轉。
( 4) 液壓抱閘組件變(biàn)形損壞。由於 C 軸轉(zhuǎn)台的鎖(suǒ)緊和鬆開采用液(yè)壓抱(bào)閘係統,液壓抱閘組件由磷青銅彈性變形圓(yuán)環和圓環塑料油(yóu)槽組成(chéng),工作台液壓鎖緊是往塑(sù)料油槽充油,油槽變形,推動磷青(qīng)銅彈性變形圓環變形,從而鎖緊工作台。轉台(tái)鬆開時,液壓油(yóu)泄(xiè)壓(yā),磷(lín)青銅彈性變形圓環和圓環塑料(liào)油槽恢複原狀,轉台就可(kě)以轉動了。如果磷(lín)青銅彈性(xìng)變形圓(yuán)環和圓環塑料油(yóu)槽(cáo)損壞,或彈性失效,導致磷青(qīng)銅彈性變(biàn)形圓環與工作台的間(jiān)隙過小,就會出現轉台轉動困難,力矩電動機(jī)出現(xiàn)電流過載,扭矩過大(dà)和旋轉過程抖動的情況。
( 5) 開機(jī)上電過程,經常發生 A /C 液壓抱閘報警,導致機(jī)床轉台無法轉(zhuǎn)動的可能原因一個是液壓抱閘組件或液壓管(guǎn)路有泄漏(lòu),導致鎖緊壓力達不到設定值,從而導(dǎo)致係統出現液壓鎖緊故障。另外可能的原因(yīn)是(shì)液壓控製係統出現故障,導致液壓(yā)係統無法正常工作,鎖(suǒ)緊壓力達(dá)不到設定值,出現故障,機床無法上電。
3、 C 軸轉台(tái)無法轉動可能(néng)原因的處理
3.1 電動機損壞可能原因
拆開轉台密封蓋,露出力矩電動機的轉子和定子,發現轉子和定子之間部分區域有明顯的鏽蝕現(xiàn)象,如圖 2 所示。冷凝水多,定子(zǐ)( 線圈) 有多處明顯短路燒焦如圖 3 所示,可以判斷力矩(jǔ)電動機已(yǐ)經(jīng)短路燒蝕損壞。冷凝水多的原因可能是冷卻水的溫度設定,使(shǐ)電動機內外(wài)溫差過大,因此在電(diàn)動機外部出現冷凝水。

圖2 電(diàn)動機鏽蝕

圖3 電(diàn)動機燒蝕
檢查電動機水冷控製係統,發現冷凝水的溫度設定在17 ℃ ,而室溫有 28 ℃ 左右,所以會出現冷凝(níng)水現象。把水冷溫度設定(dìng)在 24 ℃後,冷凝水現象消失。由(yóu)於力矩(jǔ)電動機短路燒(shāo)壞,所以要更換力矩電動機組(zǔ)件( 由定子和轉子組成(chéng),如(rú)圖 4) 。

圖4 力(lì)矩電動機(定(dìng)子(zǐ)和轉(zhuǎn)子)
更換力矩電動(dòng)機後進行試車(chē),發現 C 軸轉台還是無法旋轉。因此 C 軸轉台無(wú)法旋轉不止力矩電(diàn)動機損壞一個因素,還有其他原因。
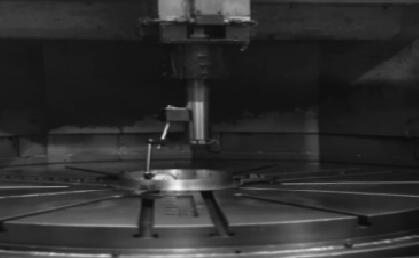
3.2 C 軸圓光柵出現(xiàn)問題
如(rú)果 C 軸圓光柵出現問題(tí),C 軸旋轉速度(dù)和角(jiǎo)度(dù)測量不準確,也會導致 C 軸無法轉動。該機床采用的是海德(dé)漢圓光柵,所以可以(yǐ)使用 PWT18 海德(dé)漢光檢測儀對光柵進行測試。測試(shì)結果表明,圓(yuán)光柵信號正常,旋轉靈活,圓光柵故障的可能性排除。
3.3 轉台的自調心平麵軸承損壞
如果轉台的自調心平麵軸承損壞,軸承無法旋(xuán)轉或旋轉不靈活,那工作台的轉動也會出現轉動困難和抖動,導致(zhì)力矩電動機電流和扭矩增大超限,出現報警,甚至(zhì)燒壞電(diàn)動機。把電(diàn)動機和工作台拆除(chú)後,露出自調心平麵軸承(chéng)( 如(rú)圖 5) ,發現軸承外觀完好,旋轉靈
活。因此自調心(xīn)平麵軸承損壞的可能性可以排除。
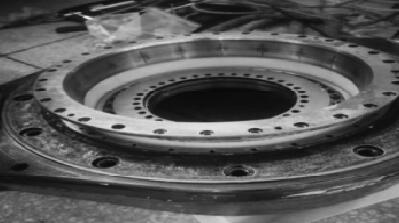
圖5 自調(diào)心平麵軸承
3.4 液壓抱(bào)閘組件變形損壞
對於液壓(yā)抱閘組件變形損壞,導致工作(zuò)台無法(fǎ)旋轉的可能性,進行下麵的一些測試和檢查。把工作台和力矩電動機安裝完好,斷開電動機電纜和液壓管路,此時(shí)液壓抱閘組件沒有壓力,處於無(wú)變形自由狀態,根據 C 軸轉台的結構,此時轉台可以人為盤(pán)動(dòng)旋轉。結果(guǒ)發現,轉台(tái)無法(fǎ)人為盤動,甚至用撬杠也無(wú)法盤動轉台(tái)。由於力矩電(diàn)動機是(shì)新購(gòu)置(zhì)的,沒有問題(tí),所以出現問題可能是液壓抱閘組件變(biàn)形損壞。為驗證,把力(lì)矩電動機拆下,此時(shí)僅僅隻有工作台、自調(diào)心平(píng)麵軸承、液壓抱閘組件,再(zài)次人為盤(pán)動轉台,發現故(gù)障依舊(jiù)。所(suǒ)以可以確(què)認(rèn),轉台無法旋轉(zhuǎn)的另外一個原因是液壓抱閘組件損壞。拆下液壓組(zǔ)件,發現磷(lín)青銅彈性(xìng)變形圓環表麵有明(míng)顯的摩擦痕跡,因此可以確定磷青銅彈(dàn)性變形圓(yuán)環變形不正常。

圖6 磷青銅彈性變形圓(yuán)環(huán)
圖(tú)7 磷(lín)青銅彈性變形圓環加工
通過測量發現(xiàn),彈性變形(xíng)圓環( 圖 6) 變(biàn)形不夠,導致工作(zuò)台無(wú)法(fǎ)旋轉。因此可以對彈性(xìng)變形圓環進行(háng)加工( 圖 7) 保證足夠的變形餘量。加工完成後,把彈性變(biàn)形圓環、工作台安裝完成後進行測試,結果表明,工作台可以正常旋(xuán)轉,故障排除。
3.5 液壓管路有泄漏或控(kòng)製係統(tǒng)有問題
排除力矩電動機(jī)和液壓抱閘組件故障後裝機試車,發現工作台無法(fǎ)正常液壓鎖緊和鬆開。液壓鎖緊的壓力達不到要求,C 軸鎖緊(jǐn)設定值為 4 MPa,但是實(shí)際值隻有(yǒu) 2 MPa,給液壓係統保持壓力的蓄(xù)能器壓力也會(huì)降到2 MPa,正常值是 4 MPa。由於壓力達不到要求,可能的原因是液壓管路有泄(xiè)漏或控製係統(tǒng)有問題。
通過檢查液壓管路,沒有發現泄漏,液壓抱閘組件也沒有發(fā)現(xiàn)漏油現象(xiàng)。因此液(yè)壓係統泄漏的可能(néng)性可以排除。
對於控製係統(tǒng)問題(tí),在數控係統(tǒng)中(zhōng)強製給出 C 軸鎖緊信(xìn)號(hào),PLC 有信號輸出,但是壓(yā)力還是 20 MPa 沒有(yǒu)變化。通過檢查發現(xiàn)雖然 PLC 有信號輸出(chū),但是控製 C 軸鎖(suǒ)緊/鬆開的電磁閥(fá)沒有得電,電磁閥沒有切(qiē)換動作,人為(wéi)切換電磁閥閥芯位置,則液壓壓力就可以馬上達到 4 MPa。檢查(chá)電磁閥控製電纜和控製中間繼電器,發現控製(zhì)電磁閥(fá)動作的中間繼電器損壞,雖然PLC 有信(xìn)號輸出,但是中(zhōng)間繼電器沒(méi)動作,導(dǎo)致故障。更換中(zhōng)間繼電器後,C 軸能正常鎖緊/鬆開。
3.6 力矩電動機相位角同步設置
由於(yú) C 軸轉台采用的永磁體(tǐ)同步力矩電動機,新安(ān)裝的力矩(jǔ)電動機要進行相位(wèi)角同(tóng)步設置,使轉子永久磁場與定子的(de)電磁場同步。如(rú)果這個同步角度(dù)未測量或角度設定不對,將會(huì)導致(zhì)電動機輸出力矩變小,出現無法帶動負載和機床抖動等(děng)故障。
相位角同步調試的步驟一般有以下幾個步(bù)驟: 第一步按伺服驅動調試軟件的要求,設置相關參數和狀態,把力矩電動(dòng)機設(shè)置成相位角同步調試狀態,伺服驅(qū)動類型不同,則(zé)驅動調(diào)試(shì)軟件不同,參數(shù)和狀態設置要求也不同,力矩電(diàn)動機相位角同步設置要根據驅動類(lèi)型和調試軟(ruǎn)件的要求進行設置; 第二步,自動旋轉工作台或手動旋轉工作台,此時驅動係統會檢測到相位角偏(piān)差(chà); 第三步,把(bǎ)驅動係統檢(jiǎn)測到的相位(wèi)角偏差值設置到相關參數中; 第四步,把力矩電動機從相位角同步調試(shì)狀態恢複成(chéng)正常工作狀態。圖 8 是伺服驅動調試軟件(jiàn)進行力矩電動機相位(wèi)角同(tóng)步設置的畫麵(miàn)。完成(chéng)力矩電動機相位角同步設置後,對機床進行測(cè)試,結果表明,故障排除,力矩電動機設(shè)置正常,機(jī)床能夠(gòu)正常運行。
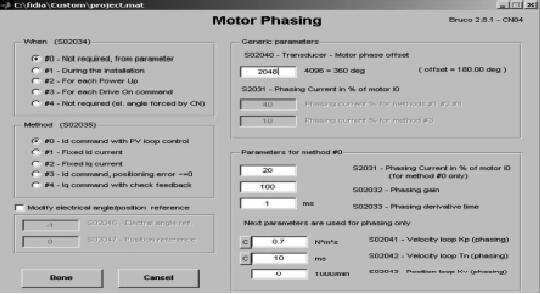
圖8 力矩電動機相位角同步測量和設置
4 、結(jié)語
對於采用力矩(jǔ)電動機的轉台故障,進行故障排查(chá)時,要綜合機械,液壓和電氣等多種手段,才能取得比較好的效果。特(tè)別是更換力矩電動機還要進行同步設置,如果不進行(háng)相應參數和相位角同步(bù)設置,即使是新電動機也會出現(xiàn)輸出扭矩小,無法(fǎ)帶動負載和機床抖動等現象,機床(chuáng)無法(fǎ)正常運行。
投稿箱(xiāng):
如果您有機床行業、企業相關新(xīn)聞(wén)稿件發表,或進(jìn)行資訊合作(zuò),歡迎聯係(xì)本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新(xīn)聞(wén)稿件發表,或進(jìn)行資訊合作(zuò),歡迎聯係(xì)本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com
更多相(xiàng)關信(xìn)息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬(shǔ)切削機床產量數據
- 2024年11月 分地(dì)區(qū)金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型(xíng)乘用車(轎車)產量數據
- 2024年11月 新能源汽車(chē)產量數據
- 2024年11月 新能源汽車銷量情(qíng)況
- 2024年10月 新能源汽車產(chǎn)量數據
- 2024年10月 軸承出口情(qíng)況
- 2024年10月 分(fèn)地區(qū)金屬切削機床產量數(shù)據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據