


加工中心的(de)電氣控製係統與三(sān)菱數控的研究
2019-6-24 來源(yuán):沈機(上海)智能(néng)係統研發(fā)設計有(yǒu)限公司 作(zuò)者: 鍾(zhōng)一鳴 艾明旺
【摘要】在(zài)數控機床的電氣控製係統中,應用非(fēi)常廣的 PLC 控製係統有兩種,一種為西門子係統,另一(yī)種為三(sān)菱係統,三菱控(kòng)製係(xì)統也在加工中心中應用,它的設計方案(àn),電(diàn)氣控製係統、數控 PLC 都是非常重要(yào)的組成部分,電氣控製係統有主軸的(de)控製係統、進給係統,還有其他潤滑、尾座等控製,還有對機床參數部分的設置,後期數控係統與機床的調試,最後設計出符合要求的電氣控製係統。
’
【關鍵(jiàn)詞】設計方案;電氣(qì)控製係(xì)統(tǒng);數控 PLC
1 、設計(jì)方案
數控加工中心的電氣控製係統的組成包括數控裝置(CNC),主(zhǔ)軸控製係統、冷卻控製係統、潤滑係統等,如圖 1。
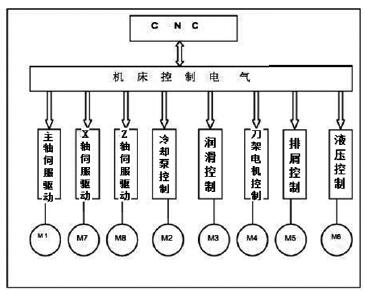
圖 1 加工中心(xīn)的(de)電氣組成
以(yǐ)上這些控製係統的組成,將加工中心的性(xìng)能和功能得到實現,這個係統中的控製線路與普通的機(jī)床(chuáng)是有分別的,因為在係統控製中增加了 CNC 控製係統,這個是實現加工中心自動加工的前提,加工中心的結構組成框架如圖2。
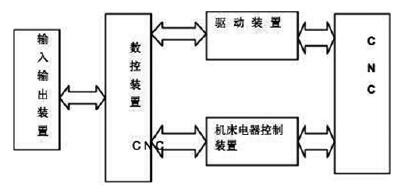
圖(tú) 2 加工中(zhōng)心(xīn)組成(chéng)框架
機床電器(qì)控製裝置是 CNC 與數控裝置(zhì)之間的紐帶,是將它們之間的信號進行傳遞的係(xì)統,控製係統中采用三菱係統進行控製,三菱伺服驅動、三菱電機、選取這(zhè)些具有以下特點:
(1)電動機的輸出功率(lǜ)大,加工中(zhōng)心的調試範圍廣並且調速中機床運行平穩,加速時間短;
(2)加工中心(xīn)在工作中電動機的溫升低,不會損壞電動機、振動和噪聲小;
(3)伺服(fú)係統中采用的是滾珠絲杠,與三菱(líng)電機結合後,在傳動過程中精度高,摩擦(cā)力小。
加工中心電氣控製係統設計方案中硬件的選擇要符合對線路和電動機的過載、短路、欠電壓情況(kuàng)下進行保護的原(yuán)則,同時在線路中要有滅弧作用(yòng)。
2 、電氣控製係統
(1)供電係統設計,加(jiā)工中心線路中的電源有很多種,線路電壓(yā)也不同,主電路采用 380V 三相電源,但是對一些其他部件取不能又這麽高的電壓,例如(rú)控製係統中回路電(diàn)壓需要 110V 就可以滿足,有些伺服控製電路采用 220V直流電壓。
(2)主軸與進給軸伺服控製係統,這個控製電路的電壓為 220V,這樣就需要在線路的前端有一個變壓器,將380V 變壓為 220V,同時線路中需要加入空開(如圖 3)來(lái)保護電路,在電路的前端有伺服放大器,整個線(xiàn)路中將控製器與主軸電動機的編(biān)碼器連接在一起,而三菱電動(dòng)機(jī)有一個(gè)優點就是編碼器與電機集成在一起,這時候控製器(qì)對電動機的控製精度(dù)高,進給伺服控製係統與主軸(zhóu)控製係統(tǒng)基(jī)本相同,隻是最終的控製執行件不同,一(yī)個是加工中心的(de)主軸,另一個是加工中心的工作台,控製精度都需要(yào)保證,如果工作台的移動數據不對,那麽加(jiā)工零件的尺寸也將不會準確。
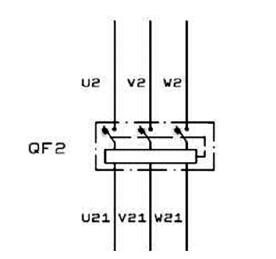
圖 3 空開(kāi)線路圖
(3)冷卻控(kòng)製係統,電源通過空氣開(kāi)關、開關,連接到接觸器上,最後連接在冷卻泵電動機上,接(jiē)觸器是控製電動機的,而接(jiē)觸器的主觸點是連接在主電路上的,同時接觸器的(de)線圈是通過中間繼電器的常開觸點控製的。
(4)液壓控製係統(tǒng),在加工中心設備中離不開(kāi)液壓係統(tǒng),控製這個係統的動力(lì)裝(zhuāng)置還(hái)是電動機(jī),電動機控製液壓泵給液壓回路提供動力,對液壓電動機的控(kòng)製與冷卻控製方(fāng)式一致。
3 、數控PLC
加工中心的數控 PLC 的配置有計算機、基本 I/O 單元、設定和顯示單元,選擇三菱公司的(de) PLC 係統,通過機(jī)床控製電路中的(de) I/O 點數的確定以及信號的(de)分配,還有內(nèi)部繼電器的(de)分配,來對加工中心(xīn)進(jìn)行(háng)編程,加工中心(xīn)編程完成後,需要進行調試。
在進(jìn)行設置的時候,不要將 PLC 不(bú)會將 NC 的輸入與輸出、控製麵板的輸入與輸(shū)出以及機(jī)床(chuáng)的(de)輸入與輸出的信號輸入到硬件和控製器中。PLC 控製係統與計算機控製(zhì)不同,PLC 在對程序進行執(zhí)行時候,是按照存儲地(dì)址號遞(dì)增的(de)方向順序(xù)逐條執行的,一直到 END 指令,可以將(jiāng)工作方式(shì)分為三種,分別為輸入采集、程序執行和輸出刷(shuā)新。輸入采集是在 PLC 程序執行(háng)之前,是將輸入信號,寄存輸入(rù)到映像寄存器中,程序執行(háng)是(shì)對寄存器中的數據進行運算,輸出刷新是執行完成之後的動作,主要反映在驅(qū)動執行端上。
4 、結(jié)語
機床以及(jí)加工中心的出現,目的是為了(le)能減輕工人(rén)的勞動強度,提高生產效率(lǜ),最終的目的是實現(xiàn)加工自動化,數(shù)控機床(chuáng)是通過將數控技術應用在機床上,實現(xiàn)機床本身和(hé)機床與機床、機床與流水生產線之間的(de)聯動生產,而數(shù)控(kòng)加工中心的適應性更強、加(jiā)工範圍和加工(gōng)兩件的尺寸更(gèng)大,加工精度和(hé)平穩性更好,可以滿足很多領域零件的加工(gōng)。
投稿箱:
如果您有機床行業、企業相關新聞(wén)稿件發表,或進行資訊合作,歡迎聯係(xì)本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞(wén)稿件發表,或進行資訊合作,歡迎聯係(xì)本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
更多相關信息

業界(jiè)視點(diǎn)
| 更(gèng)多

行業數據
| 更(gèng)多
- 2024年11月 金屬(shǔ)切削機床產量數據
- 2024年11月 分地區金屬(shǔ)切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源(yuán)汽車(chē)銷量情況(kuàng)
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口(kǒu)情況
- 2024年10月 分地區金屬切(qiē)削機床產(chǎn)量(liàng)數(shù)據
- 2024年10月 金屬切削機床產量數據(jù)
- 2024年9月 新能源汽車銷量情(qíng)況
- 2024年8月(yuè) 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車(chē))產量數據
博文選萃
| 更多(duō)