


數控(kòng)激光切割機床開發及其關鍵技術分析
2016-12-30 來源:佛山市精達信五金電器有限公司 作者:文彥
摘要:近年來,我國工業技術不斷發展,切割技(jì)術已經有了很大的(de)改進,現代的激(jī)光(guāng)切割技術是熱切割技術發展(zhǎn)的一大熱點(diǎn),與傳統的熱切(qiē)割技術相(xiàng)比較而言,激(jī)光切割技(jì)術具備精度高、效率高以及低汙染等優勢,而(ér)要想將激光切割(gē)技術實現國產化,需要不斷(duàn)研究(jiū)其數控機床以(yǐ)及數控(kòng)技術來滿足發展的需求,文章對開發數控激(jī)光切割機床以(yǐ)及數控技(jì)術做了簡單論述(shù)。
關鍵詞:主動波浪補償;二次液壓控製;信號檢測;控製算法
激光技術主要是將激光束進行聚焦,再聚焦後形成功率較高的密度光斑,並(bìng)將需(xū)要(yào)被切割的材(cái)料快速的(de)加熱,直到達到(dào)汽化的溫度,在經過蒸發後形成氣孔,利用(yòng)激光光束和材料之間的相對移動,進行窄縫切割的連續切割。利用激光技術(shù)進行切割,可以對一些(xiē)影響因素進行調(diào)節,包括激光(guāng)的功率,激光切割的速度、氣壓以及光路係統。
1.激光切(qiē)割機床中數控係統的嵌入
嵌入式係統也就是計算機係統,利用計算機軟件運(yùn)行作(zuò)為核(hé)心內容,由其軟件與硬件(jiàn)控製裁剪,其適用(yòng)與不同係統根據不同版(bǎn)本的係統的具體功用,做出與不同要求(qiú)相適應的專(zhuān)用係統。其主要的結構有:嵌入式處理器和外圍設備、操作係統、應用軟件。數(shù)控激光設備(bèi)是利用計算機運行技術(shù),將嵌入式係統(tǒng)融入,這種方式被叫做嵌入式數控係統,該係統(tǒng)可以改變結構對象,根據(jù)使用者的需求增設或減(jiǎn)少,實現各種層(céng)次的數控係統,這種係統可以提高係統的(de)整體性能與可(kě)靠性,在一定程度(dù)上可以減少係統(tǒng)運行的成本,不斷(duàn)增大其做功(gōng)率(lǜ),提高數(shù)控激光切割機床的競(jìng)爭力。
2.數控激光切割機床
2.1 光機聯動切割(gē)機床
激(jī)光切割設備主要包括:激光(guāng)器、聚焦係統(tǒng)與光(guāng)束傳(chuán)輸、電源(yuán)和控製(zhì)裝置、工作台、氣(qì)源與水(shuǐ)源、割櫃和操作(zuò)麵以及數控裝置。其中激光(guāng)器主(zhǔ)要是提供激光切割(gē)設備加(jiā)工(gōng)中需(xū)要的光能,滿足(zú)設備加工需要的穩定性與可靠性,保證設備的穩定運行(háng),根據(jù)設備加工的要(yào)求來調節合適的輸出(chū)功率。其中光束傳輸(shū)與聚焦係統,主要是將激(jī)光束聚焦在加工工件(jiàn)上,其中小功率係(xì)統需(xū)要采用透鏡聚(jù)焦,大功率係統使用(yòng)反射聚焦(jiāo)鏡來聚焦。部分設備利用光纖來傳導,利用(yòng)光纖導光係統(tǒng)的柔性、易配合性(xìng)、功率密度性好等優(yōu)勢(shì)進行光束的聚焦。
其中工作台(tái)中安裝伺服電機驅動,可以實現定位並切割加工工件,但是在使用工作台時(shí),需要保(bǎo)持其台麵的整(zhěng)潔幹淨,保證其運動的精度,工作台麵材料(liào)需要選擇硬度較高的不容易被破壞(huài)的。控製裝置是用來顯示實時參數的,起到(dào)控(kòng)製、保護、警報等作用,為了提高激光器(qì)的穩定運行能力,需要采用響應較快的,穩(wěn)定性能較高的控製電源。
數控(kòng)裝置是按照指定的代碼與程序格式來編寫加工程序單,其中包括工藝路線和參數、光(guāng)斑運動軌跡和直徑(jìng)、切削參數(shù)與輔助功能,將程(chéng)序單的相關(guān)內容統一的輸入(rù)到計算(suàn)機係統中,用軟件(jiàn)來控製並(bìng)指(zhǐ)揮(huī)機床來加(jiā)工零部件。在激光切(qiē)割的過程中,利用(yòng)惰(duò)性氣體(tǐ)的特性來(lái)保護切割縫不受(shòu)氧化,同時氣源可以防止聚焦透鏡受到(dào)金屬蒸汽(qì)的汙染或者液體溶滴(dī)濺射,主要起到屏蔽的作用。而水源可以降低加工(gōng)係統的整體溫度。
2.2 龍門(mén)式聯動切割(gē)機床
龍門式光機聯動激光切割機床是融激光器和機床以及數(shù)控係統為一體,這(zhè)種數控激光(guāng)切割機床設備整體性能好,並(bìng)且占用的空間麵(miàn)積小,設備的成本低、適應性強,被廣泛的應用在工業生產中。就激光和機床分(fèn)離設備(bèi)來說,其工件和光束的相對移動可以采取的方式有兩種,一種(zhǒng)是保持工作台不同而光束移動的方式,一種(zhǒng)是工作台移動而光束固定不動。
根據光束與設備相對移動的特點,采用光機聯動方式時,需要把機床設計為龍門式(shì)的結構,如圖1所示,主要由激光器與移動Y軸共(gòng)同構成切割機床橫梁部分,光束在沿著Y軸(zhóu)進行短程運動時,工件需要沿著X軸進行(háng)長方向運動,這樣的構成方式可以使機床結構更加緊湊,當Y軸在一(yī)定範圍(wéi)內進(jìn)行(háng)移動時,不需要加(jiā)擴束鏡,這樣可以有效的降低設(shè)備使(shǐ)用成本。
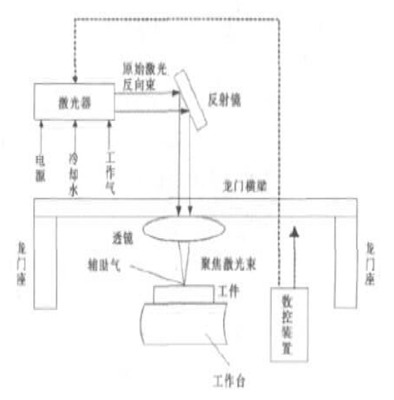
圖1 龍門式切數控切割(gē)係統圖
龍(lóng)門式機床結構布局可以(yǐ)做好整體的防護工作、集中抽風與落(luò)料,在進行工件的切割時,工件會受熱變形,在加工大型工件(jiàn)與薄板件時,由於其焦點位置很難一直不變,由此必須(xū)用檢測傳感器與信號處理器以及控製電器、驅動裝置一同組成焦點自動化追蹤係統,嚴格的(de)控製機床(chuáng)的高度,以獲得較好的割縫質量,其主要是利用激光切割的無切削力等優勢,優(yōu)化了機(jī)床的整體布局,同時(shí)深入的研究了機床高速運行(háng)與光束聚焦係統等一係列的關鍵技術,為提高(gāo)機床的整體性能奠定了(le)良(liáng)好的基礎。
3.激光切割的關鍵技術
3.1 光束聚焦問題
在使用數控激光切割機時,選擇的凹(āo)聚焦鏡直接(jiē)影(yǐng)響著其切割的質量,根據激光器波長的輸出長度一定(dìng),而高功率的激光在透視時,要保證透鏡材料均勻、吸收性低、導熱性高(gāo)、機械強度高等品質,要利用拋光表麵與高水平光學鍍膜技術等,使用平凸鏡作(zuò)為熱處理焊接需要的切(qiē)割鏡片,平凸鏡不影響成(chéng)像的品(pǐn)質。同時光機聯動式機(jī)床的高度控製係統(tǒng),需要采用(yòng)非接觸式的電容傳感(gǎn)器,保持切(qiē)割噴嘴和加工金屬件在特定的高度,防止由於接觸產生探爪磨損(sǔn)。
3.2 氣體與噴嘴(zuǐ)設計
通常情況下數控激光切割(gē)技術都需要采用輔助氣體,一些金屬材料或者非金屬材料,需要采用壓縮空(kōng)氣或者惰性氣體,而大部分的(de)金屬材料,需要用活性氣體即氧氣,調節氧氣(qì)的純度(dù)來控製切割的質(zhì)量。在選(xuǎn)擇並確定使用何種輔助氣體為前提,要調節好氣體壓力(lì)的大小,若在(zài)進(jìn)行薄材料(liào)的高速切割時,需要將氣體的壓力調高,防止切割口的背麵出現粘渣現象,若切(qiē)割的材料的厚度增加或(huò)者(zhě)切割的速度比較慢時,需要將氣(qì)壓適(shì)當的(de)降低,其噴嘴在使用的過程(chéng)中容易損壞,所以需要定期檢查並更換。
3.3 導光係統與切割速度
數控激光(guāng)切割機導(dǎo)光係統主要包括反射式的擴束鏡、折反射鏡片(piàn)和圓偏(piān)振鏡片以及聚(jù)焦鏡片(piàn)等,光束利用這些鏡片從激光器中被傳導到切割(gē)頭,最後進行聚焦並在噴嘴處和切割輔助氣體一(yī)同輸出,但需要注意的是:由於透鏡在吸收(shōu)傳遞光(guāng)束的過程中,會出現能量損失導致變形的情況,最終會造成光束的焦點位(wèi)置被改變,而影響到切割的效(xiào)果(guǒ),由(yóu)此需要選(xuǎn)擇無氧銅鍍金鏡(jìng)片,在鏡片內直接注入冷卻(què)水,保證切割的質量。除此之外在使用光纖進行激光的(de)傳導時,需要充分考慮光纖傳導功率的大小(xiǎo).
數控切割(gē)技術的使用過程(chéng)中,需要嚴格控製(zhì)切割的速度,需要利用能(néng)量平衡或者熱傳導(dǎo)的公式來估算其最大的切割速(sù)度,而且切割(gē)的速度還與光束的(de)有效功率(lǜ)的密度、激(jī)光光束的模式(shì)、激(jī)光光斑的尺寸、被切割材料的密度、汽化需要(yào)的(de)能量等因素有關,由此需要經過(guò)實踐效果的(de)最佳效果來確(què)定(dìng)切割的速度。
3.4 光路補償措施
光束發散(sàn)性的特性和光束偏振的(de)特性是在設(shè)計光路係統時主要考慮的兩個方麵,其光束的補償措施主要有(yǒu)擴束鏡、平片VRM(變曲率半徑鏡)、恒定光程係統。其中擴束鏡是由凸(tū)、凹透鏡一同組成,是一(yī)種光學係統,可以改變光束大小同時還可(kě)以改變光束(shù)發散特性。其工作的原理是下擴(kuò)束光束再聚焦光束,以(yǐ)得到最小的焦點,將光(guāng)束的直徑有效的控製在(zài)合理的切割範圍(wéi)內,提高切縫同(tóng)板(bǎn)材的垂直精度(dù),裝置辦法,如圖2所示。
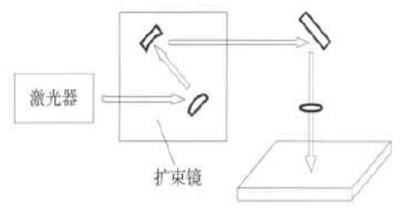
圖2 擴束鏡的安裝示意圖
其中VRM係統的主要運(yùn)行原理:調整變量(liàng)泵輸出(chū)的流量控(kòng)製VRM鏡片中水槽的水壓,達(dá)到改變透鏡曲率半徑的作用(yòng),其可以改變光路長度的同時調整光束特征參數,保持焦點半徑與焦點深度穩定性。VRM係統的構成比較複雜,成本比較高並且需要用(yòng)閉環進行控製(zhì),這一係統在國外的一些技術先進的產品(pǐn)中會使用這種光路補償辦法,但是在我國國內由於數(shù)控激光切割機(jī)床的整體技術水平還不夠完(wán)善,由此(cǐ)很難達到預計的使用效果。
恒定光程係統(tǒng)指的是恒定激(jī)光(guāng)器與加工版麵光束的傳輸距離,其恒定方案主要(yào)包括:一種是單獨用一台伺服電機來控製光學鏡片,取得最終的(de)恒定光路的(de)長度,這種(zhǒng)方案可以有效的調節光路的長度,並滿足光程長(zhǎng)度不同的(de)加工(gōng)需求。另一中是利用光學鏡片(piàn)與導光壁(bì)確定光(guāng)路的恒(héng)定長度,此方案(àn)調節光路比較簡單。
4.結語
數控激光切割技術正在不斷地完善,其使用的成(chéng)本得到了有效的降低,而設備的工作(zuò)效率卻在不斷提升,但是我國的(de)數控激光切割技術在一定程(chéng)度(dù)上,還沒有滿足(zú)工業發展(zhǎn)的需求,而我國正在(zài)不斷嚐(cháng)試研發功能齊全的數控切割設備,來促進製造業的發展,文中針(zhēn)對數控切割機(jī)床以及其關鍵技(jì)術(shù)等方麵(miàn)做了簡單的闡述,意在(zài)為(wéi)提高我國激光切割技術水平提供可參考的建議。
投稿箱:
如果您有機床行業、企業相關新(xīn)聞(wén)稿件發表,或進行資訊合作,歡迎聯(lián)係本(běn)網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com
如果您有機床行業、企業相關新(xīn)聞(wén)稿件發表,或進行資訊合作,歡迎聯(lián)係本(běn)網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com
更多相關信(xìn)息
")
業(yè)界視點
| 更多(duō)

行業數據
| 更多
- 2024年11月(yuè) 金屬切削機床產(chǎn)量數據
- 2024年11月 分地區金屬切(qiē)削機床產量數據
- 2024年11月 軸承出(chū)口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月(yuè) 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月(yuè) 新能源汽(qì)車產量數據
- 2024年10月 軸承出口情況(kuàng)
- 2024年10月 分(fèn)地區金屬切削機床產(chǎn)量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基(jī)本型(xíng)乘(chéng)用車(轎車)產量數據
博文選萃
| 更多