


一(yī)種折彎機速度切換故障分析與排除
2016-8-29 來源:天水鍛壓機床有限公司國家級企業技術中心等 作者(zhě):張懷德 安(ān)永成 劉(liú)民祥 閆娟娟
摘要:針對滑塊快速(sù)下行碰到速度切(qiē)換限位後等待8 s才能進(jìn)入工作速度(dù)的現象,介紹了80 t折彎機液壓係統原理,研究了快下工況到工作工況切換時各閥的參數及曲線。采用換向閩油口增加阻尼器局部產生壓差阻力的方(fāng)案,並根據工(gōng)況計算出阻尼孔直徑大小,並進行驗證為實現充液閥的開啟提供依據(jù)。
關鍵詞:板料折彎機;故障;阻尼器;壓差阻力
0、引言
液壓板料折(shé)彎機是一種完成對各種金屬板料進行彎曲的通用設備,隻(zhī)要配上不同(tóng)的模具即能折成不同的工件,廣泛應用於造船、汽車、車(chē)輛、礦山機械、石油、電(diàn)力等行(háng)業。通過對W67Y一80/3200折彎機(jī)出現的速(sù)度切換後等待時間過(guò)長的工況做了分析,並最終解決了問題(tí)。
1、W67Y名0/32∞折彎機液壓(yā)係統(tǒng)的工作原理
本機液壓係統由換向(xiàng)閥及充液閥、錐閥組合而成,實現滑塊的(de)快速(sù)下行,接觸工(gōng)件(jiàn)後以工作速度壓製並保壓一段時間後卸壓快(kuài)速返程,並可實現任意位置的中停及點動上、點動下、單次、連續等動作。滑塊(kuài)的快速下行是靠泵的流量及由滑塊自(zì)重垂直掉落使充液閥吸油(yóu)共同作用來實現的,壓製工作速度則是(shì)由泵本身的流量決定,這樣就提(tí)高了機床的效率。中停及上下點動工況方便了操作者調整模具及工件的折製。液壓係(xì)統原理(lǐ)圖如圖l所示,液壓係統工況表如表(biǎo)1所示。液(yè)壓係統主要有以(yǐ)下功(gōng)能。
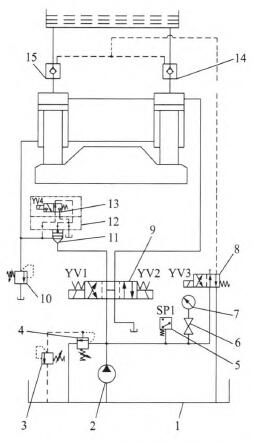
1.油(yóu)箱2.油泵3.遠程調壓(yā)閥4.溢流閥5.壓(yā)力繼(jì)電器
6.壓力表(biǎo)開關(guān)7.壓力表8.二位四通電磁換向閥
9.三位四電磁(cí)換向(xiàng)閥10.安全閥11.方向插件12.方向控製蓋板
13.二位(wèi)三(sān)通球閥14、15.充(chōng)液閥
圖(tú)1液壓係統原理圖
表l係統工況表
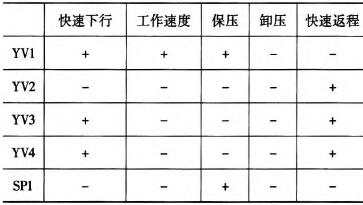
表中:+表示相應電磁(cí)閥通電,一表示相應電磁閥(fá)不通電(diàn),保壓時間在0—5 s內可調,卸壓時間在1—2 s內可(kě)調(diào)。
(1)油泵起動:各電磁鐵不帶電,各電磁閥處於圖示位置,油泵空載運行;
(2)快速下行及壓製:電磁鐵(tiě)YVl、w3、Yv4帶電,油泵出油經三位四通電(diàn)磁換向閥9到油缸上腔,下腔油液經(jīng)錐閥1l、三位四通電(diàn)磁換向閥9回到油箱。此時滑塊快速下行(háng),當碰(pèng)到速度切換電氣限位後,電磁鐵YV3、Yv4斷(duàn)電,滑塊(kuài)轉換為工進速度,接觸工件後(hòu)對工件進行折彎壓製;
(3)保壓:折彎完成後油缸上腔壓力升高,達到壓力繼(jì)電器5調定(dìng)壓力後發訊使係(xì)統進入保壓狀態;
(4)卸壓:係統保壓延時達到後(hòu)使各電(diàn)磁閥(fá)斷電,油缸(gāng)上(shàng)腔的高壓(yā)油經過三位(wèi)四通電磁換向閥9中位(wèi)卸荷;
(5)快(kuài)速返程:電磁鐵YV2、Yv3帶電,油泵出油經三位四通電磁換向閥9、錐閥11到油缸(gāng)下腔,油缸上腔(qiāng)油經充液閥14、15回油箱。滑塊返程至上始點(diǎn),各電磁閥斷電油泵卸荷。至此完成一個循環,滑塊上、下行程位(wèi)置由電氣限(xiàn)位開關控製(zhì);
(6)中停:各(gè)電磁鐵斷電,各電磁閥處於圖示位置,油泵空載運行。
2、係統調試出現的問(wèn)題
生產現場有10台W67Y-80/3200折彎機,進行調(diào)試時,出現滑塊快速下行碰到速度切換限位後需要等待大約8 s才能進入工作速度,等待時間過長,嚴重的影響了機床的工作效率。當滑塊(kuài)進入速度切換後,將返程按鈕按一下,時間很短(duǎn),也就0.2—0.8 s之間,不超1 s,按下行按鈕,滑塊立刻進入工作速度。
3、故(gù)障分(fèn)析【2】
引起上(shàng)述故障的原因可能由以下三種原因的一種或兩種共同作用而造成的。一是充液(yè)閥的關閉時間過(guò)長。從(cóng)原理圖分析,滑塊(kuài)快速下(xià)行時,控製充(chōng)液閥的二位四通(tōng)電磁閥8帶電,油泵的出油通過二位四通電磁閥8到充液閥14、15的控製閥芯,係統在滑塊快速(sù)下行時沒有負載所以係統不建壓,油泵出油在流經三位四通電磁(cí)換向(xiàng)閥9及管路時總有(yǒu)一定壓(yā)降。而充液閥的先導閥芯是充滿液壓油的,或多或少存(cún)在一定的壓力,滑塊由快(kuài)速切換為工(gōng)作速度時(shí),充液(yè)閥需(xū)要迅速關閉,由於其先導閥芯充滿液壓油,液壓油通過二位四通電磁閥8流回油箱,該(gāi)回路有一定沿程液壓阻力【3 J,致使充液閥的閥芯關閉(bì)緩(huǎn)慢,進入油缸上腔的(de)壓力油通過充液閥14、15直(zhí)接(jiē)流回油箱,有可能是造成等待時間過長原因之一。
二是充液閥(fá)未完(wán)全打開,油缸(gāng)根本就沒有充滿(mǎn)液壓油,油缸上腔(qiāng)有一定真空,切換為工作速度後油缸上腔還需要油泵補滿液壓油之後才能進入工作速度。
三(sān)是充液閥開關正常,在充液(yè)閥和油缸之間的(de)連接(jiē)油管及接頭處產生的局(jú)部液壓阻力所致。從現場的情況來判斷,油(yóu)箱上的(de)接口是M42×2,而(ér)油缸上接口是M33 x2,油管(guǎn)直徑為34,接頭均為JB 978-77焊接式鉸管接(jiē)頭,相比較而言(yán)其(qí)壓力損失要大於JB 966-77焊接式端直通管接頭,後者的(de)壓力(lì)損(sǔn)失是前者的50%左右,是否是此原因有待(dài)試驗確定。
四是針對滑塊進入速度切換後,將返程按鈕按(àn)一下,時間很短就進入工作速度當時分析(xī)不出原因,有待研究。
4、分(fèn)析解決
通(tōng)過分析,先從第(dì)三個問題【41原(yuán)因著手,將油缸上腔接頭換成JB966-77焊接式(shì)端直通管接頭42/M33×2,油管直(zhí)徑換成42,油(yóu)箱上的接頭不變,試驗結果等待時(shí)間從原來的8 s縮短到5 s,從結果看該原因不是主因,其影響屬於次要(yào)因素。
重新對原理圖進行假設(shè)推理"J,假設一,如果充(chōng)液閥的閥芯彈簧的剛度大,滑塊快下時吸力很大才行,吸力不夠時閥芯不能完(wán)全打開,使得滑塊進入速度切換後僅靠油(yóu)泵油量注(zhù)滿油缸(gāng)上腔,等待(dài)時間過長。假設二,充液閥的閥(fá)芯彈簧的剛(gāng)度低,滑塊(kuài)快下時不需要(yào)很大的吸力,閥芯能夠充(chōng)分打開,充液也很充足,隻是關(guān)閉時(shí)回油有阻力,時間過長,也能造成速度切(qiē)換後等待時間過長。通(tōng)過對充液閥型號的(de)核對,經查看充液閥型號為AlY.Hb32B與(yǔ)原理圖型號A1Y—Ha32BMl不一致,閥芯彈簧Ha和Hb區別為開啟(qǐ)壓力不同,分別是0.04 MPa和0.4 MPa,顯然滑塊快下時靠自(zì)吸是不可能打開充液閥的,必須有恒定的控製壓力油,保證在快速下行時充液閥完全(quán)開啟,下(xià)行(háng)時才能滿足油(yóu)缸上腔補油充分,這可能是解決問題的(de)關(guān)鍵。由於(yú)滑(huá)塊快速下行時係統不(bú)建壓,如何解決滑塊快速下行(háng)時係統能產生恒定的充液閥開啟壓(yā)力呢?通過對(duì)原理圖進行分析,發現控(kòng)製油缸上行及(jí)下行壓製的三位四通電磁換向閥9是疊加阻尼板o¨的,但該阻尼板並未裝(zhuāng)。設想在連通油(yóu)缸上腔的管路上加一個恒定阻尼器"J,局部產生壓差阻力(lì)約0.5 MPa左右,會在油泵的出油口建立起約0.5 MPa的充液閥控製油壓,這樣(yàng)滑塊快(kuài)下時能夠完全開(kāi)啟充液閥(fá),保證補液充分。由於油管已經敷設完畢,加阻尼器時需拆下(xià)油管會造成漏(lòu)油而汙染環境。最終(zhōng)確定在三位四通(tōng)電磁換向閥9的曰口加一阻尼(ní)器,該方案簡單可行,如圖2所示。
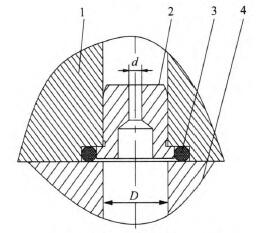
1.三位四通電(diàn)磁換(huàn)向閥2.節流器
3.O形(xíng)密封圈4.閥板
圖2阻尼器結構圖
圖2中d為阻尼器孔的直徑,經過節流孔的壓差計算如下:
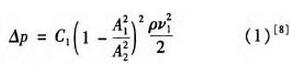
式中,A.為節流孔截麵麵積:
式中,A:為10通徑三位四通電磁(cí)換向閥過流麵積:
上(shàng)述公式(1)中,壓(yā)差取△p=0.5 MPa,通流截麵突然(rán)擴大處倒角對壓力(lì)損失有重大影(yǐng)響,可用一(yī)個人(rén)口係數C。來修正舊】,其值由實驗確定,近似認為是不變(biàn)的常數,計算時取平均值C,=0.485—0.56,這裏取小值(zhí),p為密度,計算時(shí)可取近似值p=900 kg/m3。本機采用的(de)油泵為10MCYl4.1B軸向柱塞泵,Y係列電動(dòng)機為Y132S485,功率5.5 kW、轉速1440 r/min,流經(jīng)10通徑三位四通(tōng)電磁換向閥的流速K就有如下關係:
將公(gōng)式(2)、公式(3)和公式(4)帶入公(gōng)式(1)中,計算得出(chū):d=4.462 mm,實際取(qǔ)d=4.5 mm。節流器加工好後進行(háng)試機,滑(huá)塊進入速度(dù)切換後(hòu),立刻(kè)進(jìn)入工作速度(dù),解決了工作切換後等待時間過長問題(tí)並驗收通過。
此問題解決後,對現象(xiàng)四進行反(fǎn)向分析推理,就可以做出如(rú)下解釋:在滑塊進入速度切換時,由於充液閥的打開不(bú)充分,油缸的上(shàng)腔充液不足,油缸裏還存在真空(kōng)的間隙,當按返程按鈕時,控製(zhì)滑塊的三位四通電磁換向閥換向,係統產生壓力,將充液閥打(dǎ)開,這時油箱液壓油在真空負壓的作用下,迅速(sù)充滿油缸上腔,由於時間太短,滑塊還未執(zhí)行返程動作,油泵建的壓力還很低,但這壓力足以打開充液閥的閥芯。從表麵現象看,滑塊(kuài)不(bú)動、係統不建壓,實際上油缸(gāng)上腔在充液閥打開的瞬(shùn)間已經充滿了油液,當再次按(àn)下行按鈕時,理所當然滑(huá)塊進人工(gōng)作速度,解釋已(yǐ)通,證明(míng)問題就是充液閥芯的彈簧硬度過高所造成的,充液閥不能充分開啟,給油缸(gāng)補液不足所致。
5、結論
折彎機滑塊的正常工作使調試工作得(dé)以順利進行,為順利交檢奠定了基礎。這次對快速切換(huàn)為(wéi)工作速度後等待時間過長故障分析及排除,說明在掌握(wò)液壓元件的工作原(yuán)理的基礎上,還要熟悉掌握元件結構,才能在(zài)故(gù)障診(zhěn)斷時抓住(zhù)主要問(wèn)題(tí)。需(xū)要指出的是,對現場液壓閥的(de)型號與原理圖(tú)的型號進行一致性的驗證,可以幫(bāng)助快速有效的診斷出故障的原因。
投稿箱:
如(rú)果您有機床行業(yè)、企業相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如(rú)果您有機床行業(yè)、企業相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信(xìn)息

業界視點
| 更多

行業(yè)數(shù)據
| 更(gèng)多
- 2024年11月 金屬切削機床產量數據(jù)
- 2024年11月(yuè) 分地區金屬切削機床產量數據
- 2024年(nián)11月(yuè) 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數(shù)據
- 2024年11月(yuè) 新能源(yuán)汽車銷量情況
- 2024年10月(yuè) 新能源汽車產量數據
- 2024年10月 軸(zhóu)承出口情況
- 2024年10月 分地區金屬切削(xuē)機床產(chǎn)量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本(běn)型乘用車(轎車)產量數據
博文選萃(cuì)
| 更多