


電火花小孔加工機(jī)床自動更換(huàn)電極裝置的設計
2016-12-29 來源:北京科技大學(xué)機械工程學 作者: 劉李(lǐ)東 賈誌新 高堅強 時解放 劉譯允
摘要:設計了一種電(diàn)火(huǒ)花(huā)小孔機自動更換電極的裝置,主要由主軸頭快速接頭結構和(hé)平置式鏈式電極庫組成。通過設置鏈條張緊器和支撐部(bù)件,使鏈式電極庫運行順暢,並解決了移動單元一側偏重的問題。該裝(zhuāng)置具有運行平穩(wěn)、流暢、噪(zào)音小(xiǎo)、結構簡單等優點(diǎn),還能(néng)提高電火花小孔機(jī)的(de)生產效率。
關鍵詞:電火花小孔加工(gōng)機床;鏈式(shì)電極庫;電極夾頭
通常(cháng),電火花小孔加工機床是將大理石工作台設置在機架基座頂麵,待加工零件裝(zhuāng)夾在大理石工作台上(shàng),加工時通過夾頭和眼模定位的空心管狀電(diàn)極在旋轉主軸(zhóu)的帶動下高速旋轉,並通過內(nèi)部孔道中的高壓去離(lí)子水清除放電加(jiā)工中蝕除的金屬,常用來(lái)加工直徑0.3~3 mm 的小孔,加工速度可達20~60 mm/min。相對於其他小孔加工方法(fǎ),電火花小孔加工具有以下優勢[1]:① 可加工任何導電材料,不受工件材料硬度的約束; ② 可在(zài)斜麵上加工盲孔、深孔(kǒng)、斜孔及異(yì)形孔等;③ 加工過程(chéng)中(zhōng)切削(xuē)力很小,對工具的強度和剛(gāng)度(dù)要(yào)求低;④ 加工後的零件(jiàn)重熔層薄,表麵質量好,經濟效益突出(chū)。
隨著航空航天、汽車工業、模具製造及電子工業的發展,對葉片、渦輪外環(huán)的氣膜孔、火焰筒及安裝邊的冷卻孔、燃油噴注器的燃(rán)油噴(pēn)射孔、化纖噴絲板、印製電路板、陀螺儀的(de)群孔和微孔(kǒng)加工提出了更高的要(yào)求[2-3]。為滿(mǎn)足零件設計要求,提高小(xiǎo)孔加工精(jīng)度、效率及自動化、智能化水(shuǐ)平,目前(qián)國外高(gāo)檔電火花(huā)小孔(kǒng)加工機(jī)已實現多點位數控、自動檢測加工零件、自動更換規準、自動(dòng)控製加工深度、監測電極損耗、任意單孔選擇加(jiā)工、樣(yàng)件孔位采集自學習編程及自動更換電極和眼模等功能。然而,國內電火花小孔加工機的(de)自動化水平雖有較大提升,但電極的更換仍采用傳統(tǒng)的人(rén)工手動方式(shì)。由於電火花小孔加工機的(de)電極受剛度限製,常用規格長度一般約為(wéi)300 mm 或400 mm,除去用(yòng)於夾持密(mì)封(fēng)不能利用的料頭約100 mm, 實際利用長度有限, 加之放電加工中有相當大(dà)的電極損耗,通常電極損耗與(yǔ)小孔加(jiā)工深度約為1∶1。因此,在使用電火花小孔機加工群孔時需頻繁更換電極,且每次人工更換(huàn)電極時的夾緊、校正都會消耗大量時間[4]。為提高電火花小孔(kǒng)加工機的自動化水平(píng)及(jí)加工效率,節省輔助時間,本文設(shè)計了一(yī)種可容納32 支管狀電極的(de)鏈式電極庫(kù)。
1.主軸頭快速接頭結構設計
傳統電極夾頭(tóu)以螺帽、螺絲結合於加工旋轉軸下方,不易與其他更換裝置搭配,且螺紋連接精度低,鎖緊(jǐn)時鬆緊程度稍有差異就會對電極夾頭的校(xiào)正精度產生影響,進而影響加(jiā)工質量。為(wéi)解決該問題,適應平置式鏈式電極庫的需(xū)要(yào),根據液壓式快速接頭形(xíng)式設計了主軸頭快(kuài)速接頭結構。由圖(tú)1 可見,在旋轉(zhuǎn)主軸上開有多個槽位,每個槽位內裝有(yǒu)一個鎖緊(jǐn)鋼珠。鎖緊套(tào)套在(zài)旋轉主軸上,通過撥叉的動可利用鎖緊鋼珠(zhū)實現對電極夾頭的鎖緊與鬆開。具體原理為:當伸縮氣缸收縮(suō)時,撥叉(chā)帶動鎖緊套向上運動,旋轉主軸槽孔內的鎖緊鋼珠退到鎖緊套的容退空間中, 電極夾頭與(yǔ)旋轉主軸鬆開;同理(lǐ),可將電(diàn)極夾頭鎖緊在旋轉(zhuǎn)主軸(zhóu)內。
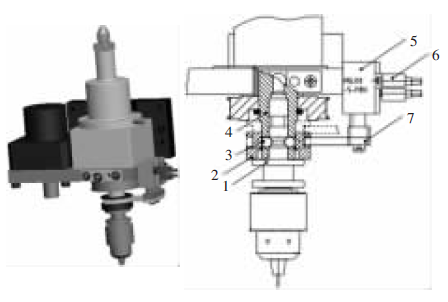
1. 電極夾頭2. 鎖緊套3. 鎖緊鋼珠4. 鎖緊主軸
5. 微型帶導杆氣缸6. 磁性開關7. 撥(bō)叉
圖1 主軸頭快速接頭結構圖(電(diàn)極夾頭鎖緊(jǐn)狀態)
為適應(yīng)主軸頭快換接頭裝置的需要,設計了兩種夾緊結(jié)構的電極夾頭。鑽夾頭型式結構簡單、裝夾方便,可(kě)裝夾直徑0.3~3 mm 的電極絲(圖2a);彈性夾頭型式選用1A 型固定式彈簧夾頭,夾緊可(kě)靠,具有極高的夾持(chí)精度和係(xì)統剛性。夾持體連接(jiē)杆上分(fèn)布3 個凹槽,自上而下依次為:刀座夾槽(cáo)、鎖緊槽和手爪夾槽,分別(bié)供電極庫刀夾夾持、旋轉軸鋼珠(zhū)鎖緊和機械手夾持。由於放電加(jiā)工(gōng)管狀電極的(de)內孔需充入高壓水,為防止工作液外泄,在夾持體頂管安(ān)裝E041 橡膠止水塞, 通過與旋轉主軸上相(xiàng)應錐麵的壓緊實現密封(fēng)。
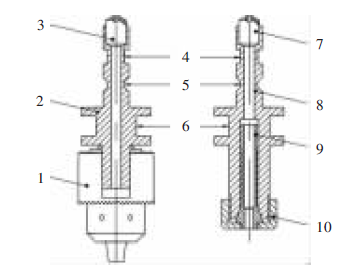
1. 鑽夾頭2、8. 夾持連接杆(gǎn)3、7. 止水塞(sāi)4. 刀座夾槽
5. 鎖緊槽6. 手爪夾槽9. 彈簧(huáng)夾頭10. 鎖緊螺(luó)母
(a)鑽夾頭夾持體(b)彈性夾頭夾持體
圖2 兩種電極夾頭結構
2.自動更換電極裝置的(de)結構及原理
2.1 鏈式電(diàn)極庫的設計
為適應管狀電極又細又長的特點,鏈式電極庫采用平置(zhì)式布局,具體結構見圖3。由4080 工業鋁(lǚ)型材12 作為基體, 通過滑塊螺(luó)母連接上底板4、下底板13 和鏈條張(zhāng)緊器(qì)2。電極庫的驅動采(cǎi)用步進(jìn)電(diàn)機5、減速器6 及鏈輪轂、鏈條完成任意電極夾頭的選取。鏈式電極庫的主動鏈輪10 采用上下底板支撐(chēng),具有(yǒu)良好的剛性;從(cóng)動鏈輪1 由鏈條(tiáo)張緊器采用懸臂支撐, 可方便地補償因磨損造(zào)成的鏈條伸(shēn)長,防止振跳、齧合不準確及跳齒、脫鏈等現象產生。目前,鏈條張緊器(qì)已有專業廠商生(shēng)產,不必(bì)自行設計(jì),本文采用了Span-Box Size1 型重型鏈條張緊器。為(wéi)保障鏈式電極庫的定位剛性,將抓取位置設置在主動鏈輪側。
在鏈式電極庫的上底板裝有零點接近(jìn)傳感(gǎn)器3和定位傳感器7。本鏈式電極(jí)庫采(cǎi)用增量型編碼器(qì),為(wéi)避免斷電時電極夾(jiá)頭(tóu)發生移動, 機床(chuáng)每次(cì)開機後,鏈式電極庫必須(xū)進(jìn)行回零操作,使高位計數器找到標準參考點,在此選用E2B-M12KS02-M1-B1經(jīng)濟型接近傳感器,其檢測距離為2 mm。由於該鏈式電極庫結構小,不(bú)適宜用分度凸輪進行機械式精確定位,且因鏈條磨損、節距發生變化,單(dān)靠電氣補償的電氣控製也不能解決電(diàn)極庫的精確定位。目前,國內外大多采用通過2 個精定位感應開(kāi)關傳(chuán)回模擬量,或是轉化為數字量(liàng)後用差值來控製電(diàn)極庫電機正轉或反轉,最終實現電極庫的精確定位[5],在此選用ZX-EM02T 線性接近型智能傳感器, 搭配ZX-EDA41 放大型(PNP 型)單元,其(qí)輸出電流為4~20 mA,檢測距離(lí)為(wéi)2 mm。為檢測鏈式電極庫抓取位置電極夾頭的有無, 在下底板裝有(yǒu)E3Z-LS81 距(jù)離設定型光電傳感器9,設定距(jù)離為(wéi)90 mm。
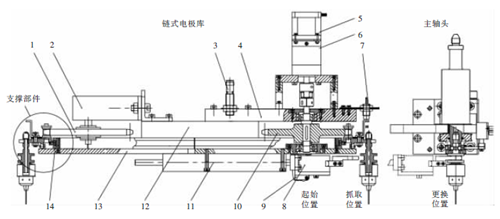
1. 從動鏈輪2. 鏈條張緊器3. 零點傳(chuán)感器4. 上底板5. 步進電機6. 減(jiǎn)速器(qì)7. 定位傳感器8. 氣爪
9. 光電傳感器10. 主動鏈輪(lún)11. 帶導杆氣缸12. 4080 工業鋁型材13. 下底板14. 環形導軌
圖3 鏈式電極庫結構圖
鏈式電極庫中的(de)鏈條單元均具有橫向與縱向(xiàng)的組裝間隙,加之電極(jí)夾頭懸掛在鏈條上(shàng),在(zài)重力作用下(xià)略有(yǒu)下垂,並對(duì)鏈條(tiáo)產生偏轉力矩(jǔ),使刀夾一端發生翹起,鏈條(tiáo)隨之扭轉,運轉(zhuǎn)時易發生電極夾(jiá)頭脫落事故(gù)及產生噪音,影響工作性(xìng)能。為使鏈條運(yùn)轉順(shùn)暢(chàng),提高傳(chuán)動精(jīng)度與可(kě)靠性,設計了鏈條支撐(chēng)機構(圖4)。在電極(jí)夾頭安裝架上裝有2 個螺釘軸承,1 號螺釘軸承與下底板的1 號約束麵接(jiē)觸,2 號螺釘軸承(chéng)與環形導軌的2 號接觸麵接觸。2 個螺釘軸(zhóu)承呈上下布置且一(yī)前一後,1 號螺釘軸承起支(zhī)撐作用,2 號螺釘(dìng)軸(zhóu)承克(kè)服了因偏重引起的翹(qiào)起和對(duì)鏈條的扭轉作用,使(shǐ)鏈輪僅傳遞運動。
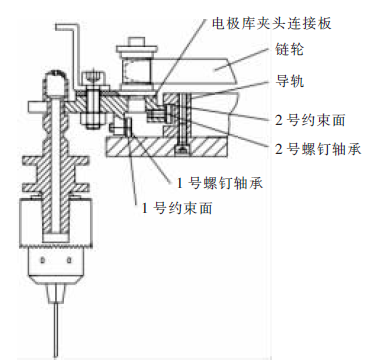
圖4 支撐部件結(jié)構圖
2.2 機械手的設計
更換機械手安裝在(zài)鏈(liàn)式電極庫的下底板上,采用單臂式機械手形式, 由薄型(xíng)帶導杆直線氣缸11和(hé)氣(qì)爪8 組成(圖3)。機械手工作過程(chéng)中需對(duì)3 個位(wèi)置進行檢測:
(1)起(qǐ)始位置:氣(qì)缸未(wèi)伸(shēn)出(chū)的位置。機械手在該位置不(bú)和(hé)工作(zuò)中的鏈式(shì)電極庫發(fā)生幹涉。
(2)抓取位置:機械手在該位置控製擺動氣爪的夾緊與鬆開,用於在電極庫中取(qǔ)放指定的電極夾頭。
(3)更換位置:氣缸伸出的極(jí)限位置。主軸運動到其(qí)正上方配合機械手實現更換電極夾頭。
上述3 個位置由安裝在伸縮氣缸(gāng)上的3 個磁性開關實現控製,同時,氣(qì)爪上也配有氣爪開合檢測(cè)磁性開關。為(wéi)使機械手與鏈式電極庫及(jí)主軸頭配合流暢,不發生碰撞、噪聲,需對機(jī)械手的這3 個工作位置(zhì)進行調校[6]。
3.電極夾頭交換過程
本文(wén)設計(jì)的自動更(gèng)換電(diàn)極裝(zhuāng)置采用單臂式機械手進行電極夾頭的更換,且適合采用固定更換方式,即電極夾頭編號和刀夾(jiá)號始終對應,電極夾頭在(zài)主軸上使用(yòng)完畢後仍歸還到原來的刀夾上。
當電極絲消耗完畢或需加(jiā)工不同直徑的小(xiǎo)孔(kǒng)時,發出更換電極夾(jiá)頭的指令(lìng)。下麵(miàn)以主軸上1 號電極(jí)夾頭管狀電極(jí)消耗完畢、需5 號電極夾頭為例,說明自動更換電極裝置的工作過程(chéng)。
(1)係統收到更換電(diàn)極夾頭(tóu)指令後,將鏈式(shì)電極庫1 號刀夾旋轉至抓取位置(圖5a)。鏈式電極庫的光電(diàn)傳(chuán)感器檢測抓取位(wèi)置有無電極夾頭,如果沒有電極夾頭,可繼續進行,否則係統報警。
(2)W 軸帶動其運動底板上升至指定(dìng)位置,Z 軸帶動主軸頭上升至更換位置(zhì)(圖5b)。
(3)機械手伸出至更換位置,氣爪(zhǎo)夾(jiá)緊主軸上的1 號電(diàn)極夾頭,主軸頭上的伸(shēn)縮氣缸帶動鎖(suǒ)緊(jǐn)套向上運動,鎖緊鋼珠(zhū)脫出,主(zhǔ)軸和電極夾頭鬆(sōng)開。Z軸帶動主軸頭上升至零點位置(zhì)(圖(tú)5c)。
(4)機械手收回至抓取位置,抓取到位磁性開關發(fā)訊,氣爪打(dǎ)開,1 號電極夾頭放(fàng)置在鏈式電極庫中(zhōng)。機械手繼續(xù)收回至起(qǐ)始位置(圖5d)。
(5)采用最短路徑原則判(pàn)斷鏈式電極庫的旋轉(zhuǎn)方向,經粗定位、精定位(wèi),將5 號電極夾頭旋轉(zhuǎn)至抓取位置(圖5e)。
(6)機械手伸出至(zhì)抓取位置,抓取到位磁性開關發訊,氣爪夾緊5 號電極夾頭。機(jī)械(xiè)手繼續伸出至更換位置(zhì)停止。主軸頭下降至交換(huàn)點,與電極(jí)夾頭夾持部位吻合, 將5 號電極夾(jiá)頭裝入主軸頭,鎖緊氣缸帶動鎖緊套向下運動,鎖緊鋼珠將電極夾頭鎖緊(圖5f)。
(7)機械手退回至(zhì)起始位置(圖5g)。
(8)主(zhǔ)軸頭(tóu)帶動低速電機旋轉,自動穿入眼模孔,更換過程完畢(圖5h)。
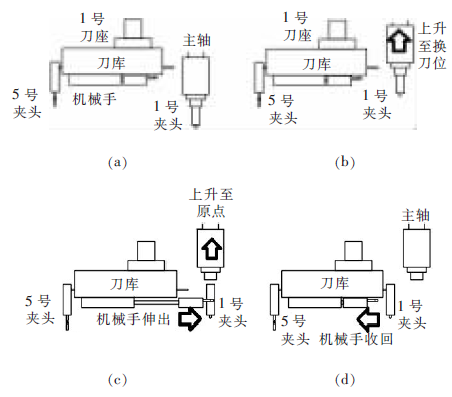
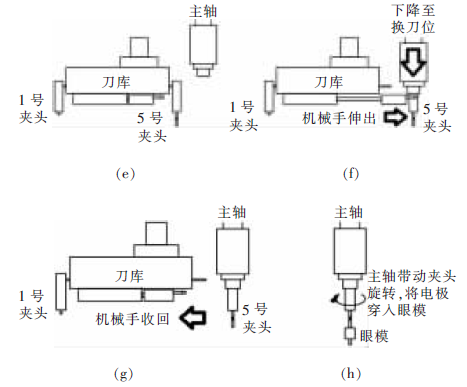
圖5 自動更換電極裝(zhuāng)置工(gōng)作過程圖
4. 結束語
本文設計了適用於(yú)電火花小孔加工機床的電極夾頭更換的鏈式電極庫及與之(zhī)配合的主軸頭快速接頭結構,適用於群孔加工,提升了(le)自動化水平和求心定位精(jīng)度,滿足了市場需要。同時,對於小(xiǎo)型平置式鏈式電極庫的設計具有一定的參考價值。
投稿(gǎo)箱:
如果您有機床行業、企業相關新聞稿件發表,或(huò)進行資(zī)訊合作(zuò),歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或(huò)進行資(zī)訊合作(zuò),歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多(duō)相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年(nián)11月 金屬(shǔ)切削機床產量數(shù)據
- 2024年11月 分地(dì)區(qū)金屬切(qiē)削機床產量數據
- 2024年11月 軸承出口情(qíng)況
- 2024年11月 基本型乘用車(轎車)產量數(shù)據
- 2024年11月 新能源汽車產(chǎn)量數據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月(yuè) 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量(liàng)數據
- 2028年(nián)8月 基本型乘用車(轎車)產量數據