


引言
近幾年塑料行業(yè)發展越來越迅速,其中注塑行業也正迎來一個飛速發展的機遇。但同時行業內的(de)競爭也日漸激烈,各廠家除了(le)重視產品質量(liàng)和(hé)品牌外,也越(yuè)來越重(chóng)視生產成本的控製。從注塑機工藝過程知道(dào),在注塑成型(xíng)產品成(chéng)本中,電能消耗成本占了(le)很大的比例,因而能否有效減少電能損(sǔn)耗,受(shòu)到了各注塑機廠家和用戶的關注。隨著變頻調速(sù)技術的推廣,變(biàn)頻調速在傳動控製和節能(néng)領域已日漸得到了廣泛應用(yòng),尤其在泵類負載場合采用(yòng)變頻控製節能效果顯著。本文以四方(fāng)V560係列(liè)變頻器為例,介紹了注塑機(jī)行業的一種變頻控製應用方案。
一、工藝介紹
普(pǔ)通注塑(sù)機通常采用液(yè)壓(yā)傳動,其結構如(rú)圖1所(suǒ)示,主(zhǔ)要包(bāo)括注射裝(zhuāng)置(zhì)、開合模裝置、液壓傳動裝置和電氣控製裝置等。
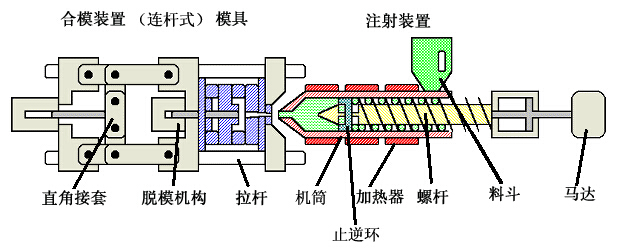
圖1
注(zhù)塑機成型工藝是(shì)一個按照預定周期動作的過程,即以合(hé)模-鎖模-射嘴前進-射膠-保壓-冷卻-預塑(sù)-射台後退-開模-取(qǔ)出製品等加工工序達到某件產品(pǐn)成型。
普通注塑工藝中的損(sǔn)耗主(zhǔ)要(yào)來自於以下幾點:
1.溢流損(sǔn)耗。隨產品及(jí)加工工(gōng)序不同,各工序所需液壓、流量、壓力不同。所以對於油泵馬達而言,注塑(sù)機(jī)注塑過程中的負載是處於變化狀態的。而泵的流量是按照所需的最大流量來設計的(de),油泵工作時以恒定的轉(zhuǎn)速提供(gòng)的液壓流量,當注塑機所需的流量小於最大流(liú)量時,多餘(yú)的液壓(yā)將通過溢流閥回流,這一部分能量就損耗掉了。
2.節流損耗。當液壓油流經閥的節(jiē)流口時會有(yǒu)一定的壓降,這(zhè)就是節流損耗。由於方向閥的節(jiē)流麵積比(bǐ)較大,所以大部分(fèn)的節(jiē)流損耗發生在比例閥上。同時由於液壓長(zhǎng)期全(quán)速循環流動與液壓件機械劇烈磨擦,造成油溫過高,噪音過大(dà),機械壽命縮短等不良現象(xiàng)。
3.設計餘量損耗(hào)。通常在設計中,一般會(huì)考慮到(dào)共用性,設計(jì)時以最(zuì)大容量為基礎,因此(cǐ)用戶油泵電機(jī)設計的容量比實際(jì)需要高出很多,存(cún)在“大(dà)馬拉小車”的現象,造成電(diàn)能的大量浪費。
二、控製方案
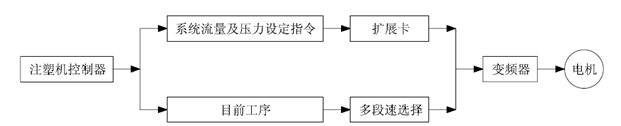
針對注塑機的成型工序及工藝特點,設計了四方V560係列變頻器(qì)搭(dā)載專用擴展卡的方案,係統構成如圖1所示,具體如下:
1.專(zhuān)用(yòng)擴展卡集成四路模擬量輸入通(tōng)道,兩路電壓型,兩路(lù)電流(liú)型,為(wéi)不同類型的流量及壓力指令提供輸(shū)入接口;
2.集成多段(duàn)速控製,可與流量(liàng)、壓力設定信號疊加後再給定變頻器的運行頻率;
3.可設置底流,提高係統的響應速度(dù)及穩定性。
圖(tú)2
三、係統接線及主(zhǔ)要參(cān)數設定
係統接線圖如圖3所示:
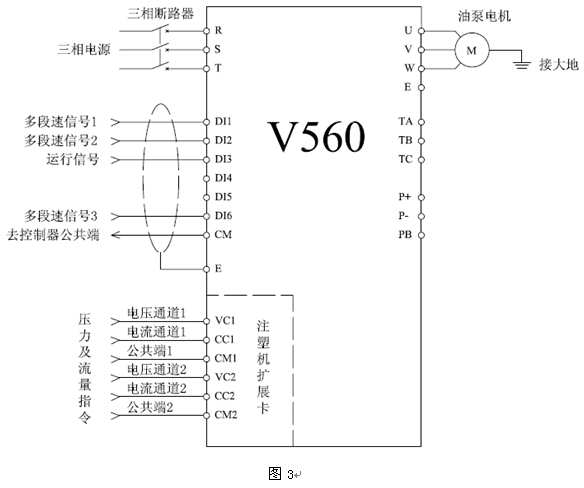
圖3
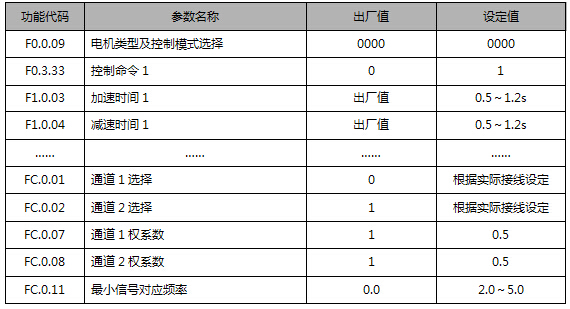
主要設定(dìng)參數
四、方案優勢
1.具有注塑機專用的運行頻率給定通道,加減速時間短,係統響應迅速;
2.係統電流抑製能力強,有效避免過流等故障的出現,係統運行穩定;
3.多段速與流(liú)量、壓力指令疊加的功能便於實現不同工序對運行頻率的要求;
4.注塑機液壓油溫升明(míng)顯降低,有效(xiào)延長了液壓油的使用壽(shòu)命;
5.係統節能效果顯著,普遍可達20%~50%。
五、結束(shù)語
本文介(jiè)紹了一種(zhǒng)基於四方V560變頻器(qì)的注塑機驅動方案,該方案(àn)具有加減速時間短、係統響應迅(xùn)速、係統運行穩定的優(yōu)勢,係統技能效果顯著,注塑機液壓油溫升明顯降(jiàng)低,有效延長了液壓油的使用壽命。目前已成功地應用(yòng)於多個注(zhù)塑機節能改造現(xiàn)場(chǎng)。
如果您有機(jī)床行業、企業相(xiàng)關新聞稿(gǎo)件(jiàn)發表(biǎo),或進行資訊(xùn)合作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
州金馬")

- 2024年(nián)11月 金屬切削機床產量數據
- 2024年(nián)11月 分地區金屬切削(xuē)機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本(běn)型乘用車(轎車)產量(liàng)數據
- 2024年(nián)11月 新能源汽車產量數據
- 2024年11月 新能源(yuán)汽車(chē)銷量情(qíng)況
- 2024年10月 新能(néng)源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據(jù)
- 2024年(nián)9月 新能源汽車銷量情況(kuàng)
- 2024年8月 新能源汽車產量數(shù)據
- 2028年8月 基本型乘用車(轎車)產量數據