


摘要:一次性餐(cān)盒成型(xíng)機是一種熱成(chéng)型機(jī)組,它集真空(kōng)成型、模壓成型、綜合成型(xíng)、衝裁為一(yī)身,用來加工熱成型塑料片材。本文介紹了四方(fāng)CA500係列重載型伺服(fú)驅動器與CM500永磁同步(bù)電機應(yīng)用在一次性餐(cān)盒成型(xíng)機上,伺(sì)服係統(tǒng)控製工作(zuò)台行程,提高成型(xíng)機械定位精度,降低不良品率。
一、 工藝介紹
一次性(xìng)餐盒成型機是一種(zhǒng)熱成型機組,它(tā)集(jí)真空成型(xíng)、模壓成型、綜合成型、衝(chōng)裁為一身(shēn),用來加工熱成(chéng)型塑料片材。可(kě)製(zhì)成各種包裝容器:一次性快餐盒、水產盤、超市盤、蛋糕(gāo)盤、 KT 板、方便麵碗、發泡盤等係列產品。
工藝流程:如圖1所示,總體工藝流程分為:上(shàng)料——片材進(jìn)成型機——預熱——加熱——成型(xíng)——衝裁(cái)——落料——成(chéng)品——包裝——邊角料收卷。

成型機的一個工作循(xún)環包括如下動作:
(1) 上料(liào)、片材進成型(xíng)機:將發泡片材牽引至片材成型(xíng)機的內部,用光電開(kāi)關(guān)控製上料長度(dù);
(2) 預熱(rè)、加熱:將發泡片材用陶瓷(cí)輻射(shè)瓦進行預熱加熱,智能溫控表控製溫度,使(shǐ)其具有可塑性;
(3) 成型:液壓單獨控製上下(xià)模,真(zhēn)空、壓空、模壓綜(zōng)合成型;
(4) 衝裁:液壓自動控製衝裁,將成型後(hòu)的(de)製品裁剪為成(chéng)品;
(5) 落料(liào)、成品、包裝:將(jiāng)衝裁後的成品進行包裝;
(6) 邊角料收卷:將衝裁(cái)後(hòu)的剩餘邊角料收卷回收,進入廢料破碎造(zào)粒(lì)機重(chóng)複利用。
二、 方案介紹
1、工藝要求:
為了保證一次性餐盒在(zài)成型之(zhī)後進入衝裁階段(duàn)的準確性(xìng),並盡可能的提(tí)高生產效率(lǜ),成型機有以下(xià)的一些工(gōng)藝要求:
(1)傳輸過程需要快速加減速,加減速小於0.5S;
(2)一次(cì)性餐盒到達(dá)衝(chōng)裁位置時的定位速度要快(kuài),定位時間小於1秒;
(3)為保證(zhèng)衝裁的精度,定位精度要求高,位置(zhì)精度(dù)小(xiǎo)於1mm;
(4)定位完成後有信號輸出,與PLC配合完成後續動作。
2、 伺(sì)服控製係統
針對成型機的工藝要求,采用四方CA500伺服驅動器與(yǔ)CM500同步電機為驅動(dòng)平台(tái),設計了如下的應(yīng)用方案:
伺服驅動器:四方CA500重載型伺服驅動器;
伺服電機:四方CM500永磁同步電機;
其他配件:旋變卡,IO擴展卡,編(biān)碼器屏蔽線(9pin)。
(1)CA500伺服驅動器的加減速時間(jiān)最小可達到0.1s,完全可以滿足餐盒成(chéng)型機在傳輸過程中對加減速的要(yào)求;
(2)CA500內置(zhì)伺服控製功能,其內置兩(liǎng)段PID參數,並可根據位置偏差選擇不同的PID參數執行,並且具(jù)有優異(yì)的伺服電機控製算法,可以(yǐ)發揮伺服電(diàn)機(jī)的快速(sù)響應特性,保證了在衝裁時的定位(wèi)響應速(sù)度;
(3)CA500的伺(sì)服定位功能采用外部高速脈衝的方式控製,根據實際(jì)機械所需的位移量以及所對應的脈衝個(gè)數,換算電子齒輪比,達到極高的定位精度;
(4)利用CA500內部的多功能端子輸出功能,當定位完成後輸出一個信號給PLC,通知PLC定位已經完成從(cóng)而進行下一步動作。
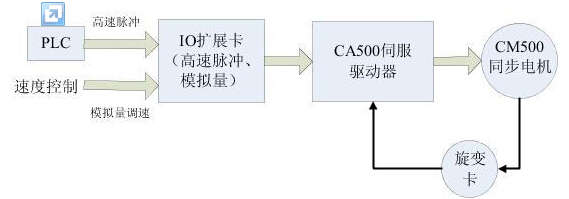
圖2所示為應用方案框(kuàng)圖:
3、四方伺服控製係統特點
(1)CA500伺服(fú)驅動器基於大裕量硬件平台設計,可120%重載長期運行,過載能力強(qiáng);
(2)CA500驅(qū)動器可選(xuǎn)擇兩種定位信號給定方式,可用高速脈(mò)衝給定和模擬量給定;
(3)CA500全係列內置製動單元,用戶可按(àn)需配置製動電(diàn)阻實現快速製動效果;
(4)靈活強大的可擴展平台,通過搭配旋變卡、IO擴(kuò)展卡(kǎ),滿足各類不同的工藝現場要求;
(5)優異的伺服電機(jī)控製算法,不僅可(kě)以驅(qū)動行業通用的同(tóng)步電機,更是針對(duì)CM500同(tóng)步(bù)電機進行算法優(yōu)化,充分發揮配套使用的伺服係統的快速(sù)響應特性和穩定性;
(6)根據位置偏差選擇的雙(shuāng)PID控製,實現(xiàn)高精度高響應的位置控製。
三、 調試和(hé)說明
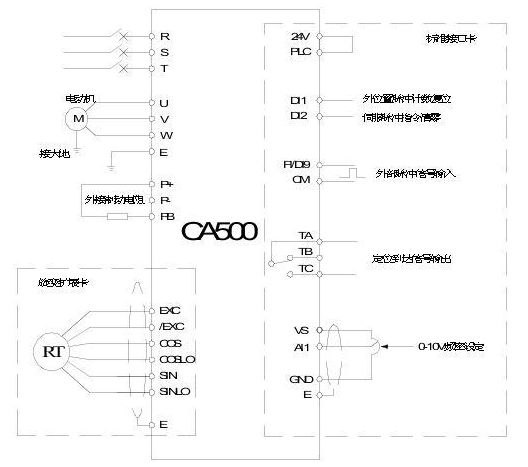
1、調試接線圖
2、設置(zhì)伺服控製定(dìng)位功能
(1)將伺服控製功(gōng)能Fb.2.23伺服控製(zhì)功能設置為0001始終有效(xiào)。
(2)選擇位置脈衝計數複位端子、伺服(fú)指令脈衝數值清零端子(功能號分別為66、77),例(lì)如選擇端(duān)子為DI1、DI2,那麽F3.0.00=66、F3.0.01=77。
(3)設置PG測速軸每轉推進的距離(lí)Fb.2.22,本參(cān)數的作用是將累計位移在d1.2.20中顯示,並不參加(jiā)實際的控(kòng)製運算(suàn)。
(4)設置伺服控製位置設定源Fb.2.24,設置為1即位置由(yóu)高速脈衝(chōng)控製,設置為3即(jí)位置由模擬量控(kòng)製,可根據(jù)實際需要選擇,這(zhè)裏設置為1。
(5)設置電子齒輪比Fb.2.27、Fb.2.28。電子齒(chǐ)輪比是把實際的每脈衝位移(yí)量與人為確定的每脈衝位移量對應起來(lái)。
3、參(cān)數(shù)設定
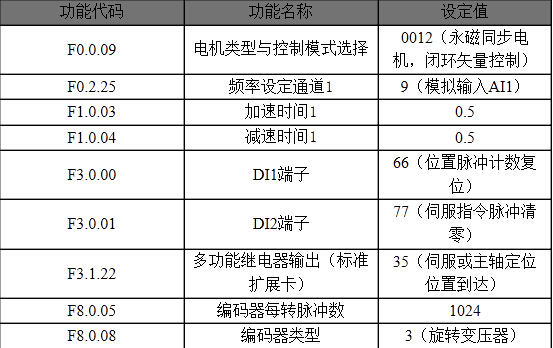
(1)通用功能調試:
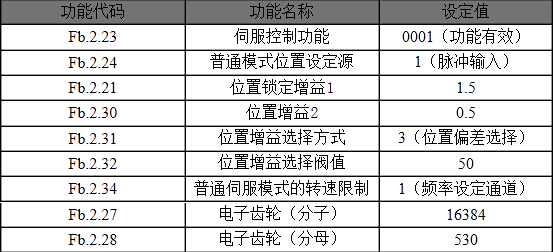
(2)伺服定位功能調試:
4、調試運行
以脈衝輸入為位置源(yuán)模式運行
運行前需要閉合(hé)一次DI1端子進行位置脈衝累計計數(D1.2.19、D1.2.18)清零。按(àn)FWD啟動伺服驅動器,電機將根據DI9端子接收到的脈衝個數來確定電機(jī)運行距離,根據脈衝的頻(pín)率與Fb.2.34的轉速限製共同決定電機的運行速度,DI9端子接收的脈衝源是可以累計保存的,可以通(tōng)過閉(bì)合一次DI4端子清(qīng)除累積脈衝數。
5、注(zhù)意
(1)位置增益選擇方式,當按位置偏差選擇增益(Fb.2.31=3)時,位置偏差小(xiǎo)於設定的脈衝數值(Fb.2.32)時,位置增益1(Fb.2.21)有效。否則(zé)位置增益2(Fb.2.30)有效。
(2)位置增益大的時(shí)候可以提高響應性,過(guò)大會造成超調、震動及噪音。
(3)調整轉速閉環(huán)比例增益F8.1.21可以抑製電機震(zhèn)動。
(4)普通伺服模式的轉(zhuǎn)速限製方(fāng)式Fb.2.34設置為1頻(pín)率設定通道,即(jí)表示隻有當外部脈衝的頻率大於頻率設定通道的頻率(lǜ)時,電機轉速才受(shòu)頻率通(tōng)道控製,否則電機轉速受外(wài)部脈衝的(de)頻率控製。
(5)從轉速模式(shì)切換到伺服控製時需要停機重啟。
四、 小結
本文介紹了四方CA500重載型伺服驅動器與CM500永磁同步電機在一次性餐盒成型機上的應(yīng)用。改應用方案精度高,響應迅速,可以最大(dà)限度的保(bǎo)證生產餐盒的質量,降(jiàng)低不良品率,解決生產成本。
如果您有(yǒu)機床行(háng)業、企業相關新聞稿件發表,或進(jìn)行資訊合作,歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
")

- 2024年11月 金屬(shǔ)切削機床產量數據
- 2024年11月 分地(dì)區金屬切削機床產量數(shù)據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能(néng)源汽車銷量情(qíng)況
- 2024年10月 新能源汽車產量數據
- 2024年10月(yuè) 軸承出口情況
- 2024年10月 分地區金屬(shǔ)切削(xuē)機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽(qì)車產(chǎn)量數據
- 2028年8月 基本型乘用車(轎車)產量數據
- 機(jī)械加工過程圖示
- 判斷一(yī)台加工中心精度的幾種辦法
- 中走(zǒu)絲線切(qiē)割機床的發展趨(qū)勢
- 國產數控係統和數控機(jī)床何(hé)去何從?
- 中國的技術工人都去哪裏了?
- 機械老板做(zuò)了十(shí)多年,為何還是小作坊?
- 機(jī)械行業最新自殺性營銷,害人害(hài)己!不倒閉才
- 製造業大逃亡
- 智能時代,少談點智造,多談點(diǎn)製造
- 現實麵前,國人沉默。製造(zào)業的騰飛(fēi),要從(cóng)機床
- 一文搞懂(dǒng)數控車床(chuáng)加工刀具補償功能
- 車床鑽孔攻螺紋(wén)加工方法(fǎ)及工裝設計
- 傳統鑽削與螺旋銑孔加工工藝的區別