



高速機床直線電動(dòng)機進給係統熱(rè)行為分(fèn)析
2019-3-13 來源:上海(hǎi)工程技術大(dà)學 上海理(lǐ)工(gōng)大學 作者:吳倩倩 林獻(xiàn)坤
摘 要: 在高速機床中,以直線電動機驅動的進給軸為對(duì)象,應用有限元工具對全閉環位置反饋的進給機構的熱源分布進行了分析(xī),給出模型的簡化(huà)方法,確定了(le)進(jìn)給軸熱載荷相關參數,對進給軸 Y 軸的熱變形特性進行了定性分析。在自構建的實驗台上,對直線電動機驅動進給軸 Y 軸的熱變形特性進行了綜合試驗研究,確定了熱電偶、激光(guāng)幹涉儀、電容式測微儀的熱變形試驗方案和試(shì)驗步驟,
分析了直線進給軸穩態溫度分布及其熱變形(xíng)規律。結果表明:主軸刀具位置熱偏差是(shì)由滑台受熱扭曲熱位移、光柵尺膨脹熱位移和導軌俯仰角偏熱位移的三者綜合作用(yòng)的結果;短行程的主要因素是滑台扭曲變形和導軌角偏,長行程的主要(yào)影響因素為光柵尺的熱變(biàn)形。
關鍵詞: 高速機床;直線電動機;熱變形;有限元
效率和加工精度是當代先進製造領域的一個(gè)重要課題(tí),高速(sù)和高加速度的切削進給軸是實現高速高精密切削加工的重要條件之一。傳統的“旋轉伺服電動機 + 滾(gǔn)珠絲杠”式(shì)進給軸的傳動機構存在螺距誤差(chà)、反向間隙、磨損、摩擦以及螺杆本身的彈性變形等問題。直線電動機驅動進給軸是一種不需要中間轉換機(jī)構的傳動裝置(zhì),具有進給速度快、加速度大、響應速度快、定位精度高等優點],直線電動機驅動的進給軸突破了傳統的滾珠絲杠式進給軸在速度和(hé)精度方麵的限製(zhì),在高(gāo)速高精密機床中得到越來越廣泛的應用。
機床誤差源中,熱誤差原本就是精密機床(chuáng)最主要的誤差源之一,可占到機床誤差的 70%。在高速(sù)進給(gěi)條件下,直線電動機初級線圈發熱量大,溫度可達100 ℃ 以上,由於熱變形(xíng)因素在一定程度(dù)上影響了它在精密機床中的應(yīng)用。關於直線進給軸的熱變形及其(qí)帶來的熱誤差問題,在國外已經得到(dào)較大關注,EUNI U研究了隔溫層對直線進給軸熱行為的作用效果(guǒ);KIM J J 等(děng)應用有限動軸的熱行為作用效果; 在國內,對直線電動機(jī)驅動機床進給(gěi)軸及其特性的研(yán)究,主要集中在: 進給軸平台的滑模控製、直線電動機驅動進給軸的輪廓精(jīng)度在線補償方法等,但對於機床直(zhí)線電動機驅動進給軸的熱行為研究(jiū)還較少(shǎo)。
本文采用有限元分(fèn)析與試驗測試結(jié)果分析(xī)相結合的方法,對高速直(zhí)線電動機驅動進(jìn)給軸進行的熱行為進行研究。應用 Solid Works Simulation 對(duì)機床熱源進行有限元分析(xī),定性地分析高速機床直線電動機驅動進給軸 Y 軸的溫度場分布及其變化規律,以仿真分析結果為基礎,製(zhì)定合理的試驗方案,對(duì)進(jìn)給 Y 軸的熱源分布和熱變形進行了試驗研究,將(jiāng)模型(xíng)仿真結(jié)果與試驗測試結果進行對比分析,定量分析了由熱變形引起的直線電動機驅動 Y 軸進給誤差的各組成要素及其(qí)變形規律,研究(jiū)成果為直線進給軸的優化設計及(jí)其在精密機床中(zhōng)的應用(yòng)提供重要理論支持。
1 、有(yǒu)限元仿真分析
1. 1 建模對象
實驗對象為自構建的直線電動機驅動龍門結構進給機構,該(gāi)進給機構具有 X1、X2、Y、Z 多(duō)軸聯動結構(gòu),本文以(yǐ) Y 軸進行有限元分析對象,其結構如圖 1 所(suǒ)示,其中 Y 軸依靠(kào) A 與 B 兩端分(fèn)別固(gù)定於 X1、X2 軸上,帶動主軸與 X1、X2 軸聯動,其中 A 端與 X1 軸鉸接,B 端與 X2 軸滑塊連接(jiē),進給 Y 軸通過(guò)上、下兩根導軌支撐主軸滑台高速(sù)進給運(yùn)動。
Y 軸的直線電動機型號(hào)為(wéi) SIEMENS 1FN3,位置環反饋選用 LC183 型號的光柵尺,在數控係統(tǒng)作用下實現進給軸全閉環位(wèi)置反饋進給。
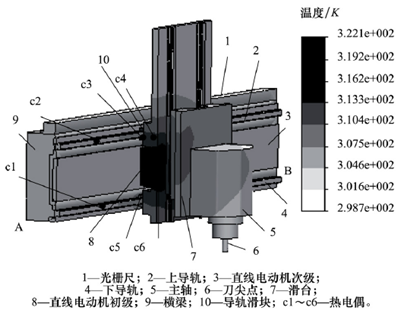
圖1 進給Y軸溫度場分布(bù)及溫度測(cè)點布置
1. 2 模型假設
直(zhí)線進給軸所具有的對象存在多個部件,結構較複雜,應用有限元直接進行建模仿真較為(wéi)困難,簡化對象模型是有限元分析常用方法。因此,在建模過程對模型(xíng)做了如下假設:
(1) 不考慮外(wài)部熱源通過熱輻射對進給軸的影響,進給軸上的熱源也不通過熱輻射影響進給機(jī)構部(bù)件。
(2) 支撐滑台運行的所有導軌滑(huá)塊直接與滑台固結(jié)一體,兩者之間不存在熱阻,也不產生相對熱位移。
(3) 簡化導軌滑(huá)塊(kuài)內的滾動(dòng)摩擦為滑動摩擦(cā),假設導軌和運動的滑塊之間熱阻無限大,但有熱流量均勻作用在導軌和滑快的表麵上,滑塊的熱變形(xíng)不施加附加作用力給導軌表麵。
(4) 進給軸換熱表麵的對流傳(chuán)熱係數是一個(gè)常數,不(bú)受進給軸溫度(dù)和機構的形狀(zhuàng)分布影(yǐng)響。
1. 3 熱載荷參數的(de)確定
定義進(jìn)給(gěi)機構的熱載荷分布(bù),包括: 直線(xiàn)電動機初級發熱量 Qm; 初級側的線圈與滑台之間靠螺栓(shuān)連接兩者之間存在熱阻,用 Rt表示; 滾動摩擦產生的熱量(liàng)以及滑台與導軌溫度差的熱傳導熱量總
和(hé),作用在導軌表麵上,用熱流密度 qG表示; 與導(dǎo)軌接觸滑塊表麵的熱量(liàng)包含摩擦熱與(yǔ)熱傳導兩部分,用熱(rè)流密度 qs表示(shì),進給機構(gòu)表(biǎo)麵的熱對流係(xì)數 αc。
根據數控係統中獲取(qǔ)的直線電動機運(yùn)行流Ieff,及最終熱穩態溫度 Td,可采用如下公式,計算電(diàn)動機熱(rè)損耗功率:
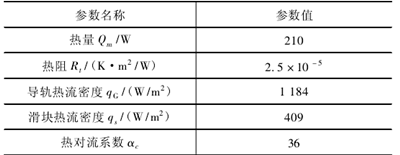
依據文獻,給出(chū)的空氣熱對流係數計算方(fāng)法,可以近似確定熱對流係數 αc; 再根據熱穩態試驗,可以仿真計算得到圖 1 中示意的 c2、c3、c5 點的(de)溫度,依據其溫(wēn)度和溫(wēn)度差分布,經(jīng)過重複仿真模擬(nǐ),可(kě)初步確定(dìng)熱流密度 qG、qs以及熱阻(zǔ) Rt的組(zǔ)合(hé)值。根據理論分析和重(chóng)複(fù)驗證這種方法,以最大(dà)推力 1 470 N 的1FN3 直線電動機進行計(jì)算,得到如表 1 所示熱載荷參數。
表 1 熱載荷參數
1. 4 模型分析
應用 Solid Works Simulation 有限元分析,對直線進給軸 Y 軸進行建模,選擇(zé)合適的網格密度對進給軸進行網格劃分,總共生成 23 813 個單元和 41 081 個單元節點。應用(yòng)這些熱載荷(hé)參數,以 298 K 為環境溫度,計算得到如圖 1 所示的進給軸熱穩態分布。從圖 1 中可以看出直線電動機初級溫度最高(gāo),是進(jìn)給軸中最主(zhǔ)要熱源,直線進給軸上、下導(dǎo)軌(guǐ)的溫度場分布基(jī)本一致。
應(yīng)用該穩態(tài)熱力算例和所建立有限(xiàn)元網格,進一步建立靜態熱位移算(suàn)例,參考建模對象的裝配約束方式,定(dìng)義橫梁 A 端為固定幾何體型約束,B 端為滾柱/滑杆約束。求(qiú)解靜(jìng)態熱位移算例可得(dé)到熱合位移,經過三維分量獨立分析(xī)可(kě)知,Y 軸向的熱(rè)位移明顯比 Z軸向和 X 軸向的熱位移大,因此 Z 軸(zhóu)向和 X 軸向在熱變(biàn)形中不再考慮。圖 2 中以 1 776 倍的(de)變形比例表示了 Y 軸(zhóu)向的熱(rè)變形圖解示意圖,圖中 Y 軸向的最大熱變形量已達到了 40 μm 以上,主軸刀尖點(diǎn)沿 Y 向的熱誤(wù)差值最大。
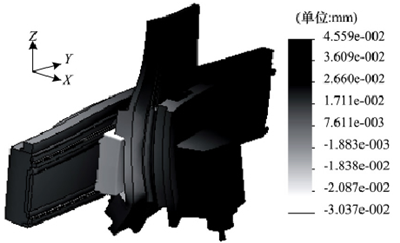
圖2 熱變形示意圖
綜合分析(xī)圖中主軸刀尖在 Y 軸進給運動過程中的熱位移(yí),熱位移(yí)由光柵尺膨脹熱位移、Y 軸(zhóu)向俯仰角偏熱位移和滑台本身在 Y 軸(zhóu)向(xiàng)的扭曲熱位移三個部分(fèn)組成。其中(zhōng)進給軸采用全閉環位置定位反饋,導軌受熱沿 Y 向(xiàng)伸長不(bú)會影響刀(dāo)尖點的軸向定位,但光柵尺膨脹變形在 Y 向的熱位移量則(zé)直接決定進給(gěi)軸(zhóu)的定位精度; Y 進(jìn)給軸上、下導軌對(duì)稱安裝,溫度分布基(jī)本(běn)一致,上、下導軌在 Z 方向的膨(péng)脹(zhàng)量相當,膨脹方(fāng)向(xiàng)相反,在 Z 向(xiàng)的變形,作用到 Y 向上的位置誤差可以相互抵消(xiāo)不產生軸(zhóu)向旋轉偏差(chà),但在 X 方向上,上下導軌膨脹的方向相同,這種膨脹(zhàng)對刀尖點(diǎn)在 Y 向的定位(wèi)通過(guò)軸向俯仰角偏產生影響(xiǎng),具體(tǐ)作用機理如圖(tú) 3所示。圖中進給軸導軌在 X 方向上的膨脹導(dǎo)致進給(gěi)軸發生角偏,假設大小為 θ,刀(dāo)尖點也隨(suí)之發生 Y 軸向位置(zhì)偏差(chà) e,可表示(shì)為:
式中: L 為刀尖點(diǎn)到 Y 軸導軌的垂直距離; e 為 Y 軸向偏差; θ 為角偏。
由式(2) 可知,Y 軸向偏差 e 受 L 和 θ 兩(liǎng)個因素影響。
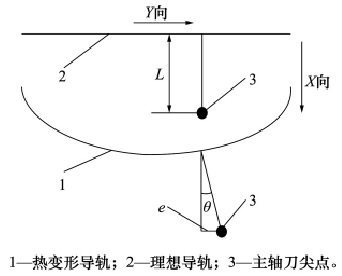
圖3 導軌角偏示意圖
2 、實(shí)驗研究
2. 1 試驗測試係統的構建
為了進一步對模型(xíng)仿真結果做定量驗證,本文通過構建(jiàn)如圖(tú) 4 所示的試驗係(xì)統進行試(shì)驗研究。
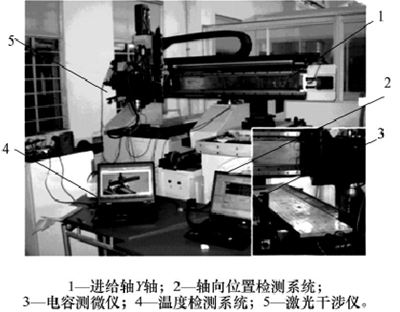
圖4 熱行為(wéi)實驗係統
圖 4 中溫度檢測係統由(yóu)熱電偶、XMDA - 16 智能多點溫(wēn)度巡檢儀與 Visual C + + 開發的溫(wēn)度數據(jù)采集軟件實現,試驗擬采用 8 個熱電偶,其中熱電(diàn)偶 c1 ~c6 的分布位置如(rú)圖 1 所示,熱電偶 c7 位(wèi)於(yú)標尺光柵上,用來測試標尺光柵溫度,c8 用於測試環境溫度,設置溫度采集周期為 15 s。進給 Y 軸(zhóu)定位誤差由 MCV- 500 激(jī)光幹涉儀測量,該傳感器的測量精度為 0. 1μm,測量行程可達數十米,激光(guāng)幹涉儀配備 X、Y 兩套激光頭組件,為了理清光柵尺變(biàn)形的(de)影(yǐng)響成分,把 X激光頭組件的反射鏡固定在標尺光柵附近,用來測量標(biāo)尺光柵位置誤差; Y 激光頭組件(jiàn)的反射鏡(jìng)固定在主軸上,用(yòng)來測試主軸位置誤差,試驗中選用 Y 軸(zhóu)向定位自動檢測係統測量位置誤差數據。另(lìng)外選用 ca-pa NCDT6100 電容測微儀測量滑台變形。
2. 2 試驗方法
編寫機床 G 代碼,使進給軸 Y 軸(zhóu)帶(dài)動主軸滑(huá)台在坐(zuò)標 Y( 200,800) 區間作高速往(wǎng)複進給,設置進給速(sù)度為 60 m/min,進給加速度為 3 m/s2。為了配合激光幹涉儀測試進給軸位置誤差,每隔
30 min,設(shè)置進給軸在(zài)Y( 200,800) 區間沿 Y 正向等步長間歇進給,步長為 30mm,每進給一個步長暫停 4 s,測試過程的進給速度為500 mm / min。具(jù)體的試驗(yàn)步驟如下:
步驟 1 采用激光幹涉(shè)儀對主軸刀尖點和 Y 軸光柵尺,進行一次機(jī)械安裝偏差對位置影響的測(cè)定,作為(wéi)機床的初始偏差;
步驟 2 控製(zhì)機床使主軸停(tíng)在起點 Y200 處,用電容測微儀測(cè)試機床主軸刀(dāo)尖點位置一次;
步(bù)驟 3 編寫機床工作(zuò) G 代碼(mǎ),驅(qū)動 Y 軸(zhóu)在 Y( 200,800) 區間連續作高(gāo)速往複運動,30 min 後中止;
步驟 4 編寫測試 G 代碼(mǎ),驅動滑台沿 Y 軸正向作30 mm 等步長間歇(xiē)進給,同時激光幹涉儀采(cǎi)集 Y 軸位置誤差數據一組;
步驟(zhòu) 5 重複步(bù)驟 3 和 4,直至各(gè)測點溫度(dù)上(shàng)升曲線趨平緩,達到熱平衡,最後采集一組位置數據。
整個測試過程曆時 270 min,共采集 8 個 測 點1 243個時間點的溫度數據、9 組主軸位(wèi)置誤差數據、9組標尺光柵位置(zhì)誤(wù)差數(shù)據和 2 組滑台扭曲變形數(shù)據(jù)。
3、 結果分析
3. 1 溫度場分析
采用上述的試(shì)驗方案完成對 Y 軸的溫度測試,各測點的時間 - 溫度曲線如圖 5 所示。圖中曲線表明,在高速重複進給過程中,機構的各個測點溫度均呈逐步上升趨勢,在(zài) 180 min 後,曲線變得平緩,說明測點(diǎn)達到了熱平衡。由圖 5 可知,直線電動機初級附近測點(diǎn) c5、c6 的溫度明顯高於其(qí)他測點溫度(dù),說明直線電動機(jī)初級是機床(chuáng)直線進給係(xì)統的主要熱源,c5 比 c6更靠近熱源,所以 c5 比(bǐ) c6 的溫度高。
上、下導軌(guǐ)測點 c1、c2 及兩個滑塊(kuài)測(cè)點(diǎn)溫值相差不大,說明作用在上(shàng)下(xià)導軌摩(mó)擦產生的熱量基本一致。通過分析比較熱電偶所有(yǒu)測量點的溫度與有(yǒu)限元(yuán)仿真(zhēn)得到的溫度,二(èr)者基本(běn)吻合,其中最(zuì)大的偏差小於 1℃ ,所用的有限元模型較好(hǎo)地仿真了進給(gěi)軸溫度(dù)分布。另外,溫度曲(qǔ)線存在周期性的毛刺,毛刺發生的時間點對應測試位置誤差(chà)的(de)時間點,主要原因是(shì)低速進給(gěi)造成(chéng)對流(liú)換熱表麵的傳熱(rè)係數降低(dī)導致溫度升高。
3. 2 熱變形分析
在機床產生熱變形前,采用激光幹涉儀對主軸刀具位置和光柵尺進(jìn)行一次測定,用以排除機械安裝誤差。如圖 6 所示,圖中曲線 1 和曲線 4 分別(bié)為激光涉儀測量的熱變形(xíng)前光柵位置偏差和滑台沿(yán) Y 方向移動的主軸刀具位置偏差。為了消(xiāo)除機械安裝誤差的影響,利用最小二乘法擬合光路直線,將測量曲線減(jiǎn)去擬合(hé)直線,得到光柵尺和主軸位置軸向機械偏差,為圖(tú)6 中的曲(qǔ)線 2 和曲線(xiàn) 3 所(suǒ)示。
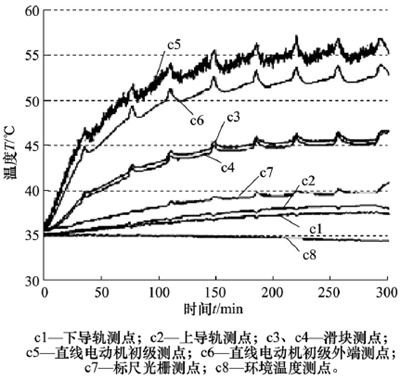
圖5 時間-溫度曲線
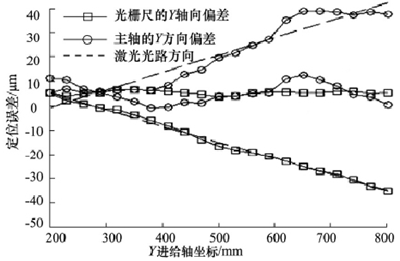
圖6 Y軸安(ān)裝(zhuāng)誤差(chà)的(de)測量
獲得機械(xiè)本(běn)身的安裝偏差後,對進給軸 Y 軸(zhóu)達到(dào)熱平衡時的變形(xíng)進行測量,得到圖 7 所示的變形趨(qū)勢。圖 7 中曲線 1 是主軸刀具進給位置去除機械偏差之後的 Y 軸向定(dìng)位熱變形偏差(chà),曲線 2 是光柵尺去除機(jī)械(xiè)偏差之後的 Y 軸(zhóu)向定位熱變形誤差,為了比較分析熱變形的(de)分量,圖中引入有限元仿(fǎng)真的(de)變形結果並作對比。圖 7 中曲(qǔ)線 4 是有限元仿(fǎng)真(zhēn)計算得到光柵尺膨脹熱(rè)變形,曲線 5 是導軌俯仰角偏帶(dài)來了主軸位置 Y 軸向偏(piān)差分量,曲線 3 是 Y 軸滑台熱(rè)變(biàn)形、光柵尺膨脹熱變形和導軌俯仰角偏帶來的主(zhǔ)軸刀具位置 Y 向偏差三者變形的總和。
綜合分析(xī)圖 7 中的比較(jiào)結果可見,曲線 3 和(hé)曲線 1基本接近,最大偏差不超過 10 μm,且曲(qǔ)線 1 都落在偏離實際測量的 Y 軸向偏差帶範圍( 圖中兩虛(xū)線之間) 之內; 曲線 2 和曲線 4 兩者之間偏差更小,在 800 mm 處的偏差(chà)也(yě)隻有 3. 2 μm; 由電容測微儀測得的 Y 軸滑台熱變形(xíng) 9. 1 μm,而用有限元分析的 Y 軸滑台熱扭曲變形在刀尖點處的偏差是 8. 8 μm,這些比較表明,有限元仿真分析過程所采(cǎi)用(yòng)的熱(rè)載荷參數是準確的。
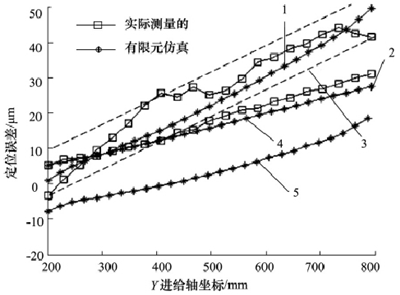
圖7 Y軸變形(xíng)測量與仿真比較
對比曲線 1 和曲線 2,光柵尺熱變形是(shì)影響進給軸誤(wù)差的關鍵因素,因此在設(shè)計中減少對光柵尺傳熱量(liàng)對於(yú)提(tí)高定位精度具有(yǒu)重要(yào)作用。另外,曲線 3 和(hé)曲線 1 的(de)偏差較小,進(jìn)一步(bù)表(biǎo)明: 光柵尺(chǐ)熱膨脹變形、滑(huá)台熱扭曲(qǔ)變形和導軌俯仰帶來的進給(gěi)偏差(chà)是共(gòng)同導致主軸刀具定位位置(zhì)熱誤差的主要因素。圖 7 中曲線2 可知,由於受到熱膨脹的影響,光柵尺的定位發生偏差(chà),行(háng)程越長,偏差越大,且偏差(chà)基本是線性。
為了對進給係統熱變形進行定(dìng)量的分析,取機(jī)床Y 坐標 800 mm 處的點,進行對比分析,因(yīn)熱膨脹光柵尺變形引起的偏差 26. 9 μm,導軌角偏引起的偏差13. 5 μm,滑台受熱扭曲變(biàn)形 9. 0 μm。由此可見,在重複短行程的定位中,主(zhǔ)要(yào)熱誤(wù)差是滑台受(shòu)熱扭曲變(biàn)形和導軌角偏引起的; 在超(chāo)過 600 mm 的(de)長行程重複(fù)進給中,光柵尺的熱變形影響主軸刀具位置的比例將大於 50% ,光柵尺的(de)熱膨脹變形是引起進給軸 Y 軸熱誤(wù)差的關鍵因素。
4 、結語
(1) 通過試驗和理論分析相結合,應(yīng)用有限元模型可以(yǐ)較好地分析直(zhí)線進給軸熱穩態溫度分布和進給軸熱變形趨勢。
(2) 直線電動(dòng)機初級線圈發(fā)熱是導致機床進(jìn)給係統熱誤差的(de)主要原因。為減小直線電動機驅動進給(gěi)係(xì)統熱誤差,可以優化機床結構設計,采取良好的冷卻和(hé)隔熱係統。
(3) 直線進(jìn)給係統熱變形引起的主軸(zhóu)刀具位(wèi)置定位誤差主要是由光柵尺受(shòu)熱膨脹變形誤差、導軌俯仰角偏(piān)差帶來的(de)進給偏(piān)差和滑台熱扭曲(qǔ)變形(xíng)偏差三個部分組成。
(4) 熱誤差的主要影響因素,根據行程的長短有所不同,短(duǎn)行程(chéng)的主要(yào)因素(sù)是滑台扭曲變形和導軌角偏,長行程的主要影響因素(sù)為光柵尺的熱變形。
投稿箱:
如果您有機床行業、企業相關新(xīn)聞稿件發表,或進行資訊合作,歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新(xīn)聞稿件發表,或進行資訊合作,歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多
牌調查")
行業數據
| 更多(duō)
- 2024年11月 金屬切削機床(chuáng)產量(liàng)數據
- 2024年11月 分地區(qū)金屬切削(xuē)機床產量數據
- 2024年11月 軸承出口情況(kuàng)
- 2024年11月 基本型乘用車(轎(jiào)車)產(chǎn)量數據
- 2024年(nián)11月 新能源汽車產(chǎn)量數據
- 2024年11月(yuè) 新能源汽車銷量(liàng)情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床(chuáng)產量數據(jù)
- 2024年10月 金屬切(qiē)削機床產量數據
- 2024年9月 新能源汽車銷(xiāo)量情(qíng)況
- 2024年8月 新能源汽車產量(liàng)數(shù)據
- 2028年8月 基本型乘用車(轎車)產量數據
博文(wén)選萃(cuì)
| 更多