台精機")



特種雙(shuāng)螺杆泵螺杆軸零件(jiàn)多軸加工技術研究
2021-3-16 來源:包頭職業技術學院 鄂爾多斯(sī)生(shēng)態環境 作者:王利全 祁欣
摘要: 螺(luó)杆軸零件是雙螺杆泵設備(bèi)的重要組成部件,決定了雙螺杆泵工作的精密性和靈敏度。螺杆軸零件結構複雜、尺寸(cùn)精度和配合精度要求高,加(jiā)工難度比較大。文章以特種雙螺杆泵(bèng)螺杆軸零(líng)件為例,對其多軸聯(lián)動數控(kòng)機床加工技術進行研究。
關鍵詞: 螺(luó)杆(gǎn)軸; 多軸加工; 研究
雙螺杆泵是一種(zhǒng)廣泛用於油田、造船等行業的容積式泵體,工作原理主要是由主從動軸上相互齧合的螺杆軸( 螺旋(xuán)轉子) 和泵(bèng)體或襯套( 定子(zǐ)) 間形(xíng)成一個容積恒(héng)定的密封腔室,工作中介質隨(suí)螺杆軸的轉動分別被送到泵體中間,兩者匯合(hé)在一起,最終送達泵的出口,從而實現螺旋杆輸送介質(zhì)的目的。
為避免在工作過程中有(yǒu)介質(zhì)從(cóng)間隙中倒流(liú),雙螺杆泵(bèng)在結構設計上就要保證泵內吸入室與排出室嚴密地隔開(kāi)且密(mì)閉,即要求(qiú)兩個螺杆軸之間、螺杆軸(zhóu)與泵體相(xiàng)互形成密封腔。因此,這也決定了螺(luó)杆軸之間高的配合精度和良好的動態(tài)性能。
本文以如(rú)圖 1所示的一種特種雙螺杆(gǎn)泵螺杆軸零件為例研究螺杆軸零件多軸加工技術。
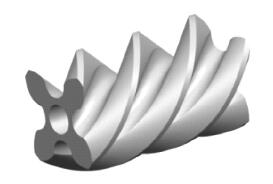
圖1 特種雙螺杆泵螺(luó)杆軸模型示意圖
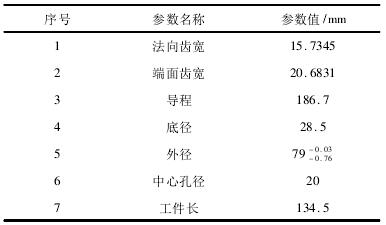
該特種雙螺杆泵螺杆軸零件的主要參數如表 1。
表 1 特種雙(shuāng)螺杆泵螺杆軸零件主要參數
1、 螺杆軸(zhóu)零件加工機床的選擇
根據特種雙螺杆泵螺杆軸零件結構特點和技術要求,可以采(cǎi)用高速(sù)四(sì)軸聯動數控機床進行零件的加工。對於四軸聯動數控機(jī)床來講,同(tóng)樣角度誤在加(jiā)工過程中工件不同半徑位置處所產生的線性誤差是不同的,半徑越大(dà)的位置處線性(xìng)誤差越大。因此,旋(xuán)轉軸的角度精(jīng)度對零件的加工精度影響顯得尤為明顯,所以在機床精度選擇時要根據(jù)零件外徑處允許的最大誤差值來考慮機床特(tè)別是第四(sì)軸的精(jīng)度要求。
與此同時,在進行數控機床選擇在考慮機(jī)床本身幾何精度的同時(shí),一定要綜合考(kǎo)慮到加工刀具、切削方式等加工工藝條件的影響因素。由於(yú)螺杆軸(zhóu)零件最大加工誤差≤0. 02mm,因此可以選擇旋轉軸最大線性誤差為 0. 01mm 的高速四軸聯動(dòng)數控(kòng)機床。已知(zhī)螺杆(gǎn)軸零件的外徑為 79( 取(qǔ)整按照(zhào) 80 計算,半徑為 40) ,設角度(dù)允(yǔn)差為 α,則旋轉軸允許的最大角(jiǎo)度誤差 α 為:α = arctg( 0. 01 /40) = 0. 0143° = 51. 566″由(yóu)此得(dé)出,機床第(dì)四軸分度轉台的角度的定位、重(chóng)複定位精度必須小於 51. 566″。同時考慮到(dào)第四(sì)軸轉台一般為(wéi)蝸輪蝸杆傳動結構,存在一定的反向間隙,因此還需稍提(tí)高些精度(dù)。我們選擇第四軸轉台的分度精度要達到 40″以內(nèi)的機床。
2 、螺杆軸零件加工工藝方案的製定
螺杆軸(zhóu)零(líng)件材料為 5A05 鋁鎂合金,具有(yǒu)密低、抗拉強度高、延伸(shēn)率高、抗蝕性好等優點,同時(shí)5A05 鋁鎂合金具(jù)有熱容量和較高的熱(rè)膨脹性,在高溫切削(xuē)時產生的碎屑容易引燃、產生的切削力使鎂合金工件變形,加工(gōng)精度降低。因此,在加工過程中(zhōng)可以采用高速切削的方(fāng)式進行,可以有效地(dì)減小切削力,降低切削溫度。
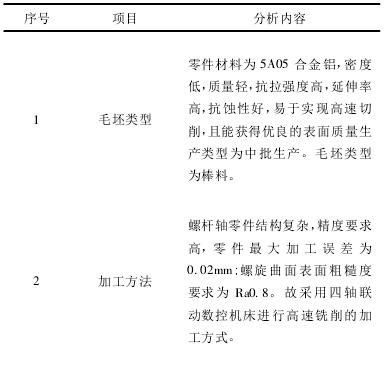
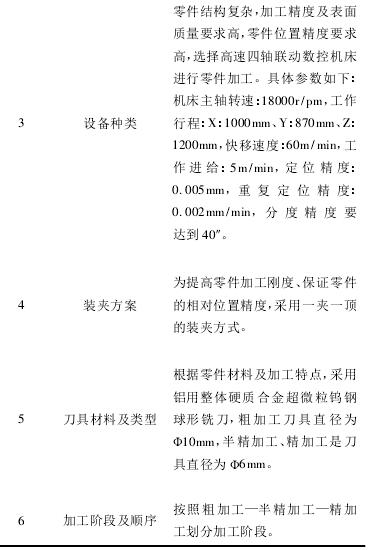
螺杆軸零件結(jié)構複雜、主要由截麵曲率半徑變化比較大的螺旋曲麵組成,因此加工過程中要保證零件足夠的剛性,選擇合理裝夾方式,以降低加工變形。通過對(duì)螺杆軸零件結構、性能等工藝性分析,螺杆軸零件加工工藝分析結果如表 2。
表 2 螺杆軸零(líng)件加(jiā)工工藝分析
3 、螺杆軸零件加工程序(xù)的編製
螺杆軸零件結構複雜、精度要(yào)求較高,采用在高速四軸聯動數控機床上加工完成。加工刀路的設置及 DNC 程序采用 NX10. 0 完成。加工程序的編製過程中,由於零件表麵形狀(zhuàng)複雜,外徑和底徑曲率半徑變化較大,因此在刀路設置中驅動麵選取尤為重要,否則加工過程中會發生幹涉和過切現象。因此在設置中可以把驅動麵(miàn)的驅動路徑投影到部(bù)件上,形成部件的刀具路徑同(tóng)時使用驅動麵(miàn)來控(kòng)製刀軸,以避免幹涉和過切現象(xiàng)的產(chǎn)生。驅動麵選擇如圖 2 所(suǒ)示(shì)。

圖 2 螺杆軸零件驅動麵的選(xuǎn)取
3. 1 螺杆軸零件(jiàn)粗加工刀路的設置
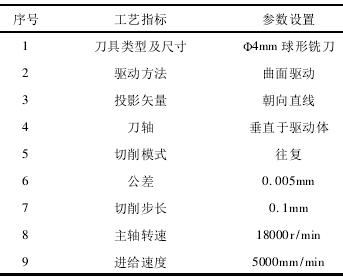
螺杆軸零件按照先粗(cū)後精的(de)加工方式進行,在進行粗加工刀路設置的主(zhǔ)要(yào)參數(shù)如表 3。
表 3 螺杆軸零件粗(cū)加(jiā)工刀路設置(zhì)主要參數(shù)
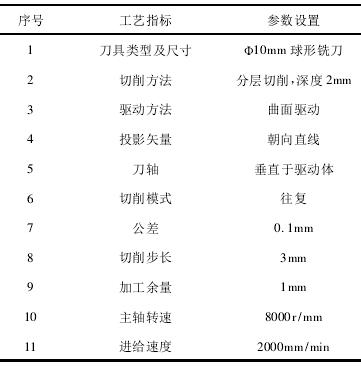
螺杆軸零件粗加工刀路如圖 3 所示(shì)。
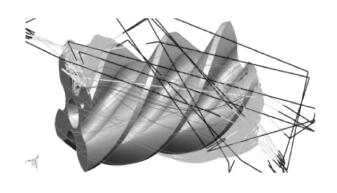
圖 3 螺杆軸零件粗加工刀路示意圖
3. 2 螺杆軸(zhóu)零件半精加工刀路的設置
螺杆軸零件半精加工刀(dāo)路設置的(de)主要參數如表 4。
表 4 螺杆軸零件半精加工刀路設(shè)置主要參數
螺杆軸零件半精加工刀路如圖 4 所示。
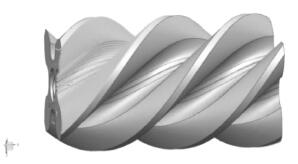
圖 4 螺(luó)杆軸零件精加(jiā)工(gōng)刀(dāo)路示意圖
3. 3 螺杆(gǎn)軸零件精加工刀路(lù)的設置
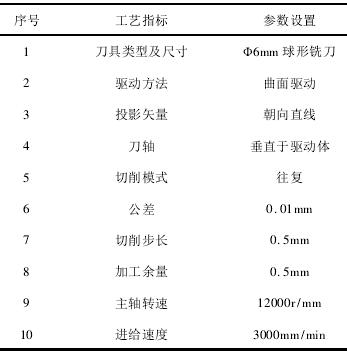
零件精加工采取的切削(xuē)方式和主要參(cān)數除設置如表 5。
表 5 螺杆軸零件(jiàn)精加工加工刀路設置主要參數
螺杆軸零件精加工刀路如圖 5 所示。
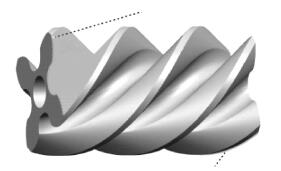
圖 5 螺杆軸零件精加工刀路示意圖
3. 4 螺杆軸零件加工程序的編製(zhì)
根據螺杆軸零件生成的加工刀路,針對所選用高速四(sì)軸聯動數控機床生成 DNC 程序,生(shēng)成粗加工、精加工的部分加工程序如下。
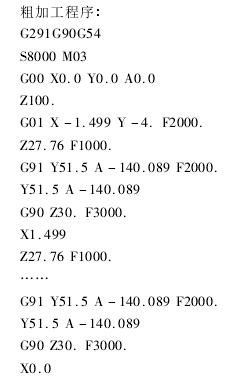
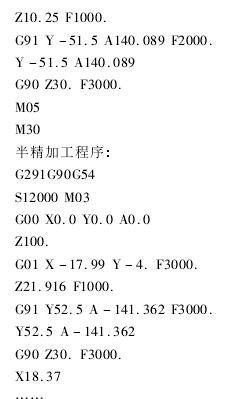
M30
在高速(sù)四軸聯動數(shù)控機床上(shàng)加工完成的螺杆軸零件如圖(tú) 6 所示。

圖 6 加工完成的螺(luó)杆軸零件
通過對螺杆軸零件結構工藝性分析和工藝方(fāng)案的製定,選(xuǎn)擇(zé)合適(shì)的數控機(jī)床,選擇合理驅動麵和切削參數及路徑,高質量、高效率的保證了螺杆軸零件的加工精度、表麵粗糙度等(děng)要(yào)求,完(wán)全滿足了零件在雙螺杆泵設(shè)備正(zhèng)常工作要求,保證了雙螺杆泵工作的精密性和靈敏度。
投稿箱:
如果您有機床行業(yè)、企業相關新聞稿件發表,或(huò)進行資訊合作,歡迎(yíng)聯(lián)係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業相關新聞稿件發表,或(huò)進行資訊合作,歡迎(yíng)聯(lián)係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點(diǎn)
| 更多
查")
行業數據(jù)
| 更多
- 2024年11月 金屬(shǔ)切削機床產量(liàng)數據
- 2024年11月 分地區金(jīn)屬切削機床產量(liàng)數據
- 2024年11月 軸承出口(kǒu)情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能(néng)源汽(qì)車產量數據
- 2024年11月 新能源汽車銷量情(qíng)況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況(kuàng)
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量(liàng)情(qíng)況(kuàng)
- 2024年(nián)8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(chē)(轎車)產量數據
博文選萃
| 更多
- 機械加工過程圖示
- 判斷一台加工中心精度的幾種辦法
- 中走絲線(xiàn)切(qiē)割機床的發展(zhǎn)趨勢(shì)
- 國產數控係統和數控機(jī)床何去何(hé)從?
- 中國的技術工人(rén)都去哪裏了?
- 機械老板做了十多年,為何還是小作坊(fāng)?
- 機械行業最新(xīn)自殺性營銷,害人害己!不倒閉才
- 製造業大逃亡
- 智能時代,少談(tán)點智造,多談點製造
- 現(xiàn)實麵前,國人沉默。製造業的(de)騰飛,要從(cóng)機床
- 一文搞懂(dǒng)數控車床加工刀具補償(cháng)功能(néng)
- 車床鑽孔攻螺紋加工方法(fǎ)及工裝設計
- 傳統鑽削與螺旋銑孔加工(gōng)工藝的區別(bié)