精機")



提高雙轉台五軸數控機床加(jiā)工精度方法研究
2021-3-4 來源: 廣州數控信息科技有限公司 作(zuò)者:劉(liú)風帆
摘要:精度是五(wǔ)軸機床最(zuì)重要的技術指標,它直接決定加工產品的精度和(hé)表麵質(zhì)量,因此機床精度是機床製造商和機床用戶共同關注的焦點。先進五軸機床多數配備高精度探頭,並且具備自動(dòng)調(diào)整精度(dù)的自適應能力,有一些五軸機床(chuáng)不具備昂貴的探頭工具,也不支持自動校正的功能,一旦五軸機床精度喪失,機床用戶需花巨額的費用聘請具有資質的檢測單位進行調整,浪費了大量(liàng)的人力、物力和財(cái)力。本文針對雙轉台五(wǔ)軸數(shù)控係統(tǒng)功能的(de)工作原理進行分析,介紹如何通過一些簡易(yì)的方法快(kuài)速提高機床加工精度,減少機床的停(tíng)機時間,提高機床產值和產能,間接地為公司企業(yè)創造效益。文章從五軸功能的工作原理(lǐ)出發,闡(chǎn)述如何(hé)通過調整係統參數來提高雙轉(zhuǎn)台五(wǔ)軸機床的加工精度,解決機床加工不合格的問題。
關鍵(jiàn)詞:雙轉台;五軸數控機床;精度;企業效益
1、機床加工精度(dù)
我司在利用雙轉台五軸(zhóu)數(shù)控機床加工腕體零(líng)件時,出現個別形(xíng)位公差不合格的現象。該零件為(wéi)典型的五麵(miàn)體零件,有兩個孔的同軸(zhóu)度要求在 0.025mm 以(yǐ)內,但這兩孔中(zhōng)間的特征小,屬於兩頭大,中間小的產(chǎn)品,無法(fǎ)從一(yī)個方(fāng)向進行加(jiā)工,所以選(xuǎn)擇使用雙轉台五軸機床一次性裝夾,從兩(liǎng)個方向進行加工(gōng)。但工件加(jiā)工後的同軸度均在 0.04mm以上,不能達到圖紙(zhǐ)的加工要(yào)求,經過調整加工工藝,問題依(yī)然存在。最後,公司決定對機床精度進行檢測。
2、 機床加工精度檢查
造成(chéng)五軸機床加工精度差的因素有很多,各平動軸(zhóu)和(hé)旋轉軸定位精度、重複精度的影(yǐng)響,機床幾何精度的影響,環境溫度的影響,五軸結構數據(jù)的影響等。為此,針對各個可能產(chǎn)生(shēng)的影響作(zuò)一一排查:利用激光幹涉(shè)儀對平動軸和旋轉軸對定位精度(dù)進行檢測(cè),並重新進行螺距誤差補償(cháng)。利用方尺、平尺、角尺等(děng)工具對機床幾何精度進行檢測。均未發現很大的偏差(chà),不是問題的根源所在,最後針對(duì)五軸結構數據進(jìn)行檢測。
目前先進的五軸數控係統均(jun1)具備五軸聯(lián)動 RPCP 功能和傾斜(xié)麵加工功能,操作者在使用這些(xiē)功能時,數控係(xì)統(tǒng)內部會根據(jù)輸入的 NC 程序進行數據轉(zhuǎn)換,在進行數據轉換時,數控係統會調用機床的一些數據信息,而這(zhè)些數據信息(xī)如果不能準確反映機床的真實情況時,數(shù)控係統轉換後的數據(jù)也就會出現(xiàn)偏差,也(yě)就會造成機床的(de)加工精度變差,不能達到用戶的使用要求。而機床在長(zhǎng)期的使用過程中受溫度、以及絲杆導軌磨損等因素(sù)的影響,實際的位置必然會產生變化,比如轉(zhuǎn)台旋轉中心的位置發生位(wèi)移,而係統本身不能(néng)檢測轉台的實際位(wèi)置,係統記錄的數據並不是機床當前真(zhēn)實(shí)的位置(zhì),所以就造成腕體零件加工不合格的根源(yuán)所在。
下麵將詳細介紹(shào)與五軸加工精度相關的數據參數以(yǐ)及如何進行校正。
3 、五軸相關參數
五軸機床在出廠(chǎng)前除了調試好基(jī)本功能外,還需對五軸相關(guān)參數進行調(diào)試。以廣州數控 GSK25I 五軸聯動數控係統為例,介紹(shào)雙轉台五軸機床的調試過程:
①機床結構類型參數(8010):雙轉台類型的(de)五軸機(jī) 床(chuáng),參數設置為“12”。“0”沒有旋轉軸“2”雙擺頭(分別用第一軸和(hé)第二軸做主從軸)“12”雙轉台(tái)(分別用第一軸和(hé)第二軸做主從軸)“21”擺頭+轉台(第 1 旋轉軸為刀具旋轉軸,第 2 旋轉軸為工(gōng)作(zuò)台旋轉軸)
②第一旋轉軸軸(zhóu)向參數(8012)和第二旋轉軸的軸向參數(8016):以 AC 雙轉台為(wéi)例:主動軸為 A 軸,第一旋轉軸軸向參數(8012),設置為“1”,從動軸為 C 軸,第二旋轉軸(zhóu)的軸向參數(8016)設置為“3”。
③刀具軸方(fāng)向參數(8019),以立式(shì)五軸機床為例,參數 8019# 設置(zhì)為“3”Z 軸。
④轉台(tái)中心位置參數(8020):轉台中(zhōng)心位置是(shì)第(dì)二旋(xuán)轉軸的軸心(xīn)處“機床坐標值(zhí)”。以 AC 雙轉台為例,為(wéi) C 轉台的軸心位置。
⑤第一旋轉(zhuǎn)軸到第二旋(xuán)轉軸的(de)偏(piān)置矢量參數(8021):此參數是一個矢量,矢量起點為主(zhǔ)動軸(zhóu)軸心,終(zhōng)點為從動軸(zhóu)軸心,參照為機床坐標係。以(yǐ) AC 雙轉台為例,如果C 轉台在 A 轉台之上,此參數為正(zhèng),如果為“搖籃式”結構,此參數為負。
4 、五(wǔ)軸加工(gōng)精(jīng)度校正
①旋轉(zhuǎn)台中(zhōng)心位置 XY 軸檢查:利用高精度尋邊器對轉台(tái)止口進行分中,完畢(bì)之後將基準孔中心位置的 XY 軸機械坐標(biāo)值設(shè)置到係統參數8020#X 和 Y 上。
②檢查參數 8020Z 方向的數值,利用高精度 Z 軸設定器檢測主軸端麵到 C 軸工作台的機械坐標值,並修正(zhèng)參數(shù)。將(jiāng) A 軸移動至+90°工(gōng)作台垂直(zhí)狀態,利用尋邊器(qì),尋找工作台麵 Y軸的機械坐標(biāo)位置(zhì),記錄數值。再將 A 軸移至-90°工(gōng)作台垂(chuí)直狀態,尋找工作台(tái)麵(miàn) Y 軸的機(jī)械(xiè)坐標位置,記錄數值。將兩(liǎng)組數據相減再除以 2,即可得出 8021Z軸的數據。XY 軸數據默認為零。
③球頭檢棒檢查五軸聯動動態精度:調整好參數之後,利用球頭檢棒檢查五軸的工作精度,分別檢測 A 軸、C 軸、以及 AC 聯動時的動態精度。觀察千分表(biǎo)的跳動(dòng)情況,並修改參(cān)數 8020 和 8021,直到(dào)表跳動(dòng)的刻度在公差範圍內。球頭檢棒安裝好後,測量(liàng)好(hǎo)主軸端麵到球心的長度(135.351mm),將數值寫入係統中。先檢測 C 軸,將主軸移至離旋(xuán)轉中心約 60mm 處,校(xiào)
表吸在工作台麵上,調(diào)整(zhěng)校(xiào)表的位(wèi)置使(shǐ)指針接觸圓球的側麵(盡量找到圓球的最大直徑處),壓表 0.1mm 左右,在係統 MDI 方式下執行:“G43.4H1C360”指(zhǐ)令,觀察(chá)表針在四個象限的跳動情況,反複調整,直(zhí)至指(zhǐ)針跳動在 0.005mm範圍時則(zé)視為通過檢測。
同樣的方法檢測 A 軸,不過 A 軸轉動角度隻能旋轉-30°~100°,此時注意程序的編寫,不要超出行程。同樣當表針跳動在 0.005mm 範圍時(shí)則視為(wéi)通(tōng)過檢(jiǎn)測。再檢測 AC 軸聯動的動態精度,同樣方法(fǎ)當表(biǎo)針跳動在 0.005mm 範圍時則視為(wéi)通過檢測。
5 、工件對刀
①找正工件坐標係:使用五軸功能時,工件可以不用放在轉台中心,但是必(bì)須要(yào)注意坐標係(xì)測量的順序。基本的(de)測(cè)量順序為:A 軸設置:將可傾軸 A 軸放(fàng)置(zhì)水平狀態時設置為 A軸零點。
C 軸設置:通(tōng)常的做法是毛坯的長邊平行於(yú)工件的 X軸,做(zuò)法同樣是(shì)利用千分表進行校正。X、Y 軸設置:X、Y 軸(zhóu)方法與三軸機(jī)床的設置方法一致,根據編程需要進行設置。X、Y 軸對刀時(shí)不(bú)可再移動 A、C 旋轉軸(zhóu)。Z 軸設置:主軸不裝刀(dāo)具,移動 Z 軸,當主軸端麵碰到工件上表麵時設置為(wéi) Z 軸工件坐標係零點(編程零點在工件上表麵),操作時可借助(zhù) Z 向設定器進(jìn)行對刀,防止損壞主軸或工件。
②刀長設置:五軸機床一般都使用絕(jué)對刀長,即其刀長偏置 H 值為由主軸端麵(miàn)到刀尖的長(zhǎng)度(dù),測量方法是利用 Z 向設定器測量刀長(zhǎng)。
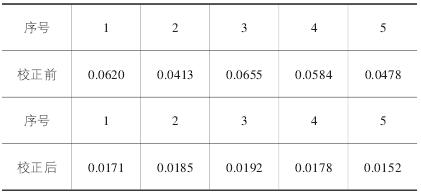
6 、校(xiào)正前後工件加工對比
校正前,連續加工了五件,同軸度均不能達到圖紙0.025mm 的要求,校正機床以後,同樣(yàng)加(jiā)工五件(jiàn),該位置(zhì)的同軸度均在合格範圍內(nèi),達到圖紙的設(shè)計要求。
表 1 孔¢78mm 和孔¢72mm 同軸度數據(單位:mm)
7、 結束語
機床(chuáng)的加工(gōng)精度直接影響加工工件的質量,因此掌握五軸精度的檢驗和校正方法有著重要(yào)的意義,而上述的校正(zhèng)補正的方法(fǎ)已經在五軸聯動數控(kòng)機床的使(shǐ)用(yòng)中發揮了重要的作(zuò)用。通過(guò)這些簡易的方法,機床(chuáng)操作者就可以進行調整,無需花(huā)費任何費用便達到了提高(gāo)機床(chuáng)精度的目的,為企(qǐ)業減少不必要的開支,而且(qiě)充分(fèn)利用了機床,增加了(le)機(jī)床的產能和產值。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更(gèng)多

行業數據
| 更多
- 2024年11月(yuè) 金屬切削機床產量數據
- 2024年11月 分地區金(jīn)屬切削機床產量數據
- 2024年11月 軸承出口(kǒu)情況
- 2024年11月 基本型乘用車(chē)(轎車)產量數據(jù)
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷(xiāo)量情況
- 2024年10月 新(xīn)能源汽(qì)車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產(chǎn)量數據
- 2024年10月 金(jīn)屬切削機床(chuáng)產量數據(jù)
- 2024年(nián)9月 新能源(yuán)汽車(chē)銷(xiāo)量(liàng)情況(kuàng)
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據(jù)