



某五軸數控加工(gōng)中心(xīn)在線檢(jiǎn)測關鍵技術研究
2018-7-19 來源:轉載 作者:曹著(zhe)明,孫紅梅,史海軍
摘 要:眾所周時,當今(jīn)製造業正朝智能製造進行轉型(xíng)升級,智能製造過程中的自感知功能(néng)很大部分是通過在線檢測來實現的。在製造過程中引入在線(xiàn)檢測能大大提高零件的生(shēng)產效率和精(jīng)度。通過研究某五軸(zhóu)數控加工中心中的HEIDENHAIN ITNC530 數控係統,搭建了機床的探測功能;對該(gāi)係統的 TCH PROBE411 探測循環的工(gōng)作原理和執行過程進行了深入研究,進而實現在製造過程的自動對刀和加(jiā)工原點精確修正功能,大大縮短了零件(jiàn)的加工輔助時間(jiān),降低(dī)勞動強度,提高加工效率。
關鍵詞:智能製(zhì)造;在線檢測;探(tàn)測循環;原(yuán)理;效率
1 、在線檢測技術
在線檢測指的是在數控加工中心上安裝觸(chù)發式測(cè)頭,測頭(tóu)在(zài)刀庫中占據(jù)一個特殊的刀具號,測頭工作時不需要主(zhǔ)軸旋轉;在進(jìn)行檢測工作(zuò)時,換刀(dāo)機械手將刀庫裏的(de)測(cè)頭安裝至(zhì)加工中心主軸上;然(rán)後按相應的檢測程序進行檢測,根據檢測結果,進而判斷加工精度,從而決定是否進一步加工工件。
在(zài)線檢測技術把加工過程與檢測過程高效地結合起(qǐ)來(lái),在(zài)加工(gōng)複雜空間(jiān)曲麵的產(chǎn)品時有明顯的優勢,它自(zì)由度大(dà),避免了對(duì)工件多次裝夾造成的誤差,縮短製造周期,降低生產成本,同時能(néng)夠對加工過程給予精(jīng)確的指導,所以在(zài)氣缸、葉(yè)片、整體葉輪以及螺旋槳(jiǎng)等這類結構複雜且為空間曲麵(miàn)的零件加工上有重要的研究意(yì)義。
因此,基於數控加工中心的在線檢測技術得到(dào)迅速的發展,越來越多的專家學者進行了深(shēn)入研(yán)究。
在線檢測相對於離線測量的優勢主要表現在:工件的加工和測量都在機床上完成,節省了工件的拆卸和裝夾時間,縮短產品生產周期;減少(shǎo)貴重的離線測量設(shè)備(如三坐標測量儀)的使用,節約生產成本;避免因將工(gōng)件由(yóu)機床轉移至離線測量設備時產生的(de)裝夾誤差,從而提高(gāo)加工(gōng)精度;加工(gōng)檢測一體化,能增強操作員信心,進而實現無人加(jiā)工。
數控加工中(zhōng)心在線檢測技術發展的趨勢主要表(biǎo)現在智能化、人性化;開放式、網絡化;技術標準化、規範化。在五軸數控加工中心采用探測功能,可以將工件的位(wèi)置快速地確定下來,並設定好坐標係。
在檢(jiǎn)測工件(jiàn)尺寸的同時,還(hái)會根據測量(liàng)的(de)數據結果對刀偏量自動(dòng)地(dì)修正。此外,在線自動檢測技術可以設定夾具和旋轉軸,而且在進行柔性加工中確認工(gōng)件以及夾具。其主要功能包括:自動修正加工坐標係;能在數(shù)控(kòng)加工程(chéng)序中嵌入測量程序;減低夾具的消耗;實現良(liáng)好的過程控製,提高安全性。
2 、五軸數控加工中心探測功能搭建
研究的是基於 DMU60MONOBLOCK 五軸數控加工中心中的 HEIDENHAINITNC530 數控係統,使(shǐ)用的是 HEIDENHAIN460三維觸發式光電測頭。搭建改係統的探測功能,首先要標定探頭的長度和半(bàn)徑,然後對(duì)已加工零件(jiàn)進行尺寸檢測、找正、標定以及對刀修正等。
標定探頭的長度和半徑時,首先先在光電測頭安裝 3.6V 的電池;探頭內的工作模式(shì)選擇 3(自動模式);在數控係統刀具表中定義探頭刀具時,應在(zài) PLC 參數設置為:%00010000,代表該(gāi)刀具為探頭;同(tóng)時應將 B 和 C 軸複位(wèi);啟動探頭功能指令 M27(機床快速移動速度降(jiàng)低)。標定探頭長度時首先用 50mm 高(gāo)的標準量塊(kuài)找正主軸端(duān)麵與機(jī)床工作台之間的距離,使(shǐ)它(tā)們之間(jiān)的(de)距離剛好為 50mm,此時將(jiāng)機床該位置設為 Z0;然(rán)後安裝上探頭,在(zài)數控係統中手動/探測功能/標定 L/循環啟動,則探頭的探測量塊上表麵,則(zé)係統(tǒng)能直接顯示探頭(tóu)的高度原理,如圖1 所示。
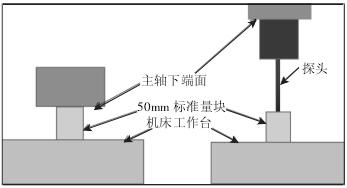
圖 1 探頭長度測量原理
如圖(tú) 2(a)和 2(b)所(suǒ)示(shì),由於探針的紅寶石觸頭在檢測觸碰(pèng)時,觸(chù)頭會受力,使得探針產(chǎn)生一定(dìng)角(jiǎo)度的傾斜,所以實際工作時的有效半徑將不是觸(chù)頭的實際半徑,因此需要測量出探頭檢測時的有效直徑。檢(jiǎn)測時,首(shǒu)先安裝標準環規(guī) 49.998mm,然(rán)後(hòu)將探頭在手輪模(mó)式下移動至環規的(de)圓環內部,紅寶石觸頭的位置要求是在環規上表麵以(yǐ)下;然後在手動模式下啟動探測(cè)功能,先輸入環規 R 值 2,按(àn)循環啟動,探頭則能(néng)分別朝+X/-X/+Y/-Y 四個方向進行檢測;檢測完後,選擇軟件/旋轉 180,探頭則再次朝+X/-X/+Y/-Y 四個方向進行檢測,然後係統自動計算出有(yǒu)效半徑 R 值。如圖 2(c)所示,探(tàn)頭初始位置是在 O 點,移動過程是依次(cì)點(diǎn) o→點1→點 o→點 2→點 o→點 3→-點(diǎn) o→點 4-→點 o。
由此可測量(liàng)出a\b\c\d 四個直線的距離,由此可以構建 R 探(探頭有效半徑)的計算(suàn)模型,如式(shì)(1)~式(6)所(suǒ)示。
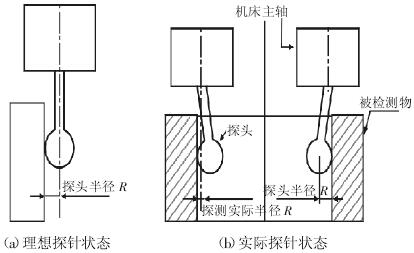
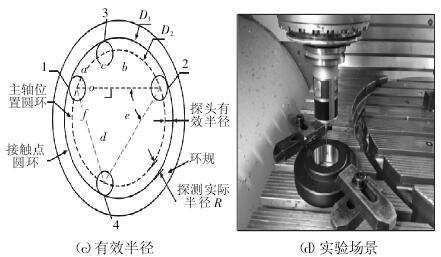
圖 2 標定探頭半徑 R

3 、探測功能及應用研究(jiū)
3.1 探測功能
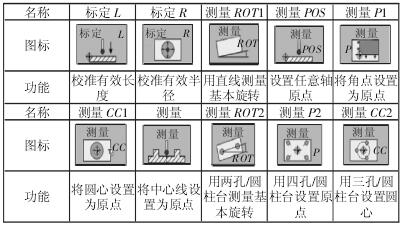
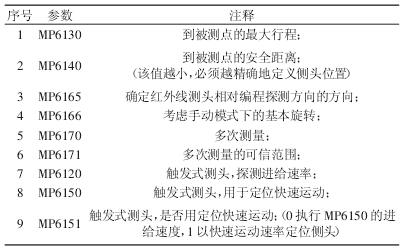
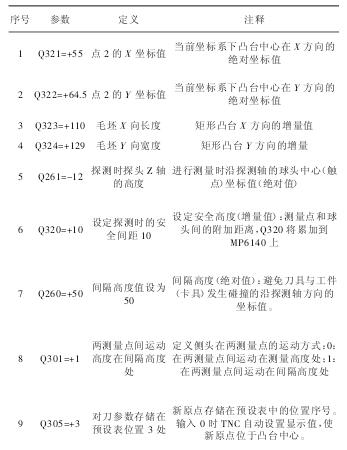
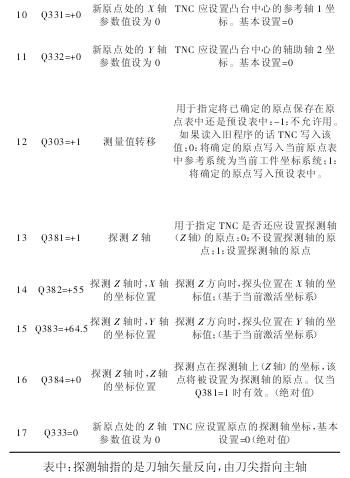
HEIDENHAIN ITNC530 數控係統中的探測(cè)功能,如表 1 所示。共 10 項,能實現多種模式的測量和標定,大大提高零件的測量和加(jiā)工效率。在移動探頭時應在手輪模式下,以保證安全;在輸入檢測值時,應先選擇設(shè)為原點,鍵入預設表,則係統將該位置設(shè)為加工原點,同時(shí)將原點參數(對刀參數)存儲在預設表的 0 號位置;然後選擇要用(yòng)的預設號/啟用預設,則能把 0 號位的預設值(zhí)參(cān)數複製到相應的預設號(hào)中。
表 1 探測功能
3.2 通用(yòng)參數
為使探頭擁有更廣範的應(yīng)用,應提前完成探測(cè)循(xún)環通用參數的設置,以保證探頭的正確、安全使用,通(tōng)用參數(shù)內容及注釋如表 2 所示。
表 2 通用參數
3.3 探測循環
- - TCH P ROBE411如圖 3(a)所示,探測循環 411(TCH PROBE411)能實現加工原點的偏置,同時也能對加工原點的位置進(jìn)行精確修正,也(yě)可以用於確定矩形凸台的中心並將其定義為原點。如果需要的話,TNC 也可以將坐標輸入到原點表或預定表中。TNC 將(jiāng)按照 MP6150 或MP6361 的設置值快速移動定位,將測頭定位(wèi)在(zài)編程起點(diǎn)位置 1處(chù)。TNC 將執行循環中數據和 MP6140 的安全高(gāo)度數據計算探測起點;然後測頭(tóu)運動到所輸入的測量高度處並以探(tàn)測進給速(sù)率(MP6120 或 MP6360)探測第一觸點;然後將測頭沿近軸運在測量高度處或下一起點 2 的間(jiān)隔高度處並探測第二(èr)觸點;然後 TNC將測頭定位在起點 3 位置處,再定位在(zài)起點 4 位置處,探測第三和(hé)第四觸點;最後 TNC 再將測頭移回間隔高度處並處理根據循環參數 Q303 和 Q305 所確定的原點。TCHPROBE411 循環(huán)各參數的圖解,如圖 3 所(suǒ)示。
探測(cè)循環 411 參數,如表 3 所示。在圖 3(a)中,若在尺寸(cùn)為 110×129×50 的長方體毛坯上,執行將加工原點由位置 1 轉移至位置 2。首先在手動模式下,選擇探測(cè)功(gōng)能/測量 POS/X+、Y+、Z-,分別(bié)探測毛坯的左側、前側和(hé)上表麵,將工件(jiàn)的上表麵左下方的位置 1 設置為加工原點,並激(jī)活(huó);然後執行(háng)表 3 中的“TCH PROBE411”循(xún)環和相關參數,則能實現將點 2(毛坯上表麵中心)設為原點,並將原點的對刀參數存儲在設表中的 3 號位置處;激活預設表中(zhōng)的 3 號位置,則完成加工原點轉移設置
“TCH PROBE411”同時也可以進行加工坐標係原點的修正,進行精(jīng)確定位。首先在目測模式(shì)下將探頭移動至矩形毛坯上表麵的中(zhōng)心附件(盡量接近,但不要接(jiē)觸);然後(hòu)將當前位置設為加工原點並激活;然後基於該原點執行“TCH PROBE411”循環,此時“TCH PROBE411”循環中 Q321、Q322 應設置為 0。為避免測頭(tóu)和工件發生碰撞,輸入 Q323
和(hé) Q324 參數時(shí),可輸入較大的估計值(zhí);循環定義前必須編程一(yī)個刀具調(diào)用功能以定(dìng)義探測軸。
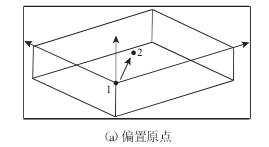
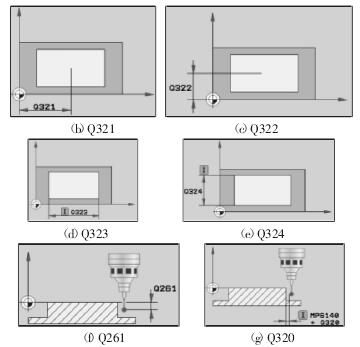
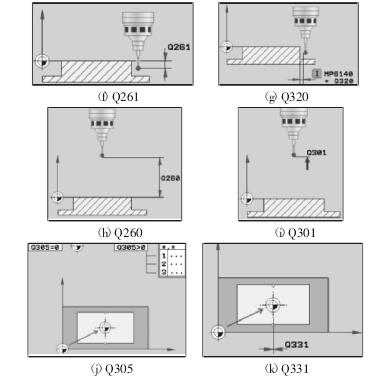
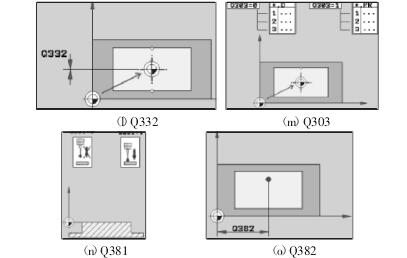
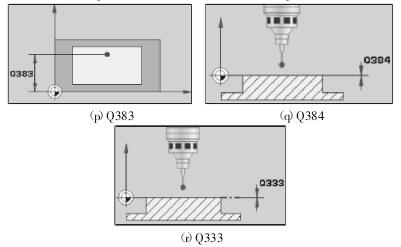
圖 3 探測循環(huán) 411
表 3 探測循環 411 參數
4 、小結
介紹(shào)了基於 HEIDENHAIN ITNC530 數控係統的 DMU60M-ONOBLOCK 五軸(zhóu)聯動加工中心的自動對刀的和在線檢測功能。通過係統的“探測(cè)功能”能(néng)實(shí)現自(zì)動對刀,同時通過“TCHPROBE411”循環能將實現加工(gōng)原點的智能轉換和修正,從而大大提高生產製造效率並減輕勞(láo)動強度。在執行(háng)“TCH PROBE411”循環時為避免測頭和工件發生碰撞,輸入第 1 和第 2 邊長(zhǎng)度較大的估(gū)計值;循環定義前,必須編程一個刀(dāo)具(jù)調用功(gōng)能以定義探測軸。
“探測功能”輸入參數時,應先選擇(zé)設為原點,鍵入預(yù)設表;改(gǎi)變預設,啟用預設則能把 0 號預設複製到其(qí)它序號的預設表(biǎo)中。在(zài)加工零件的加工製造過程中引進在線檢測功能,不但省時省力,而且還提高了加工效率,具有廣泛的應(yīng)用價值。目(mù)前高效、精密製造研究的(de)關鍵(jiàn)技術之一就是在數控機床上對工件進行在線檢測。
文(wén)自:北京電子科技職 汽車工(gōng)程學院 首都航(háng)天機械
投稿箱:
如果您有機床行業、企業相(xiàng)關新聞稿件發(fā)表,或進(jìn)行資訊合作(zuò),歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相(xiàng)關新聞稿件發(fā)表,或進(jìn)行資訊合作(zuò),歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息
金馬")
業(yè)界視點
| 更多
牌調查")
行業數據(jù)
| 更(gèng)多
- 2024年11月 金屬切削機床產量數據
- 2024年(nián)11月 分(fèn)地區金屬切(qiē)削機床產量數據
- 2024年11月 軸承出(chū)口情況(kuàng)
- 2024年11月 基本型乘用車(轎(jiào)車)產量數據(jù)
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽(qì)車產量數據
- 2024年10月(yuè) 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數(shù)據
- 2024年(nián)10月 金屬切削機床(chuáng)產量數據
- 2024年9月(yuè) 新能源汽車(chē)銷量情(qíng)況
- 2024年(nián)8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量(liàng)數據