精(jīng)機")



VMCL600立式Jjo-r中心故障維修實例
2016-8-10 來源(yuán):中國電子科技集團公司第五十五研究所 作者:成家平
摘要:VMCL600數控立式加工中心Y430係統報警故障,設備基(jī)本結構和工作原(yuán)理,y軸電機(jī)過熱報警的原因和(hé)排除思路。
關鍵詞:JjnT中心;溫(wēn)度傳感器;編碼器OOI
0、概述
VMCL600精密立式加工中(zhōng)心,采用FANUC一(yī)0i—MD數控係統(tǒng),配裝FANUC伺(sì)服驅動模塊(kuài)、FANUC電源模塊、I/O模塊、台灣吉普圓(yuán)盤式刀庫(kù)、ATC自動換刀(dāo)裝置(zhì)等。加工中心3軸聯動控製,如選用數控轉台,可擴大為4軸控製,實行多麵加工。主傳動采用德國SIEMENS主軸伺服電機,進給係統采用全數子德國SIEMENS交流伺服電(diàn)機,並裝有同軸編瑪器,構成位置及速度信息反饋半閉環伺服控製(zhì)係統,保證了機床加工時(shí)定(dìng)位定(dìng)位精度和工作精度。設備結構合(hé)理、性能優越、廣(guǎng)泛應(yīng)用於精密數控加工及(jí)其相關行(háng)業中。
加_丁中心正常運行較長(zhǎng)時間後,突然出現故障,開機顯示屏出現Y430係(xì)統故障報警,查報警內容為y軸電機過熱(rè)報警,重新(xīn)啟動及斷電再(zài)開機後故障依然存在。
1、故障分析
設備顯(xiǎn)示電機過熱,而過熱一般是由(yóu)機械過載和(hé)電氣原因造成,接下(xià)來需要對這兩方(fāng)麵逐個排查。機械過載方麵需要檢查y軸滑板的鑲(xiāng)條是(shì)否過緊,滑板和床身導軌之間的摩擦力是否增大(dà)從而使電(diàn)機運(yùn)轉困(kùn)難,工作台滾珠絲杆間隙是否過小導(dǎo)致絲杆軸承損壞,工(gōng)作(zuò)台導(dǎo)軌是否(fǒu)彎(wān)曲變形或潤滑不暢,滾珠(zhū)絲杆和托架是否同心,滾珠是否磨損(sǔn)造成絲杆過緊等。電氣原因需要排(pái)查電機三相繞組阻值是(shì)否異常,三相絕緣電阻是否異常,伺服驅動模塊輸出(chū)波(bō)形是否異常,電源模塊輸入(rù)電壓(yā)及輸出電壓是否異常,電機冷卻風扇是否損壞等。維修思路分析見圖1。
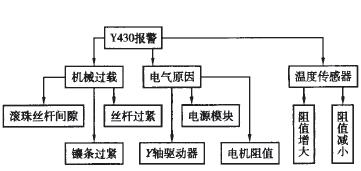
圖1維修思(sī)路
首(shǒu)先(xiān)確認機(jī)械過載:在停電狀態下手動正反向轉動y軸滾珠絲杆,移動y軸工作台,發現其移動靈活,不存在(zài)異常。其次確(què)認電氣原因:檢查y軸驅動器無報(bào)警內容,用萬用(yòng)表電壓擋測電源(yuán)模塊三相交流輸入電壓210 V、輸出直流(liú)電壓300 V正常,功率模塊IGBT管正反向(xiàng)電阻正常、示波器測其正弦波形正常無(wú)畸變形象,電機(jī)三(sān)相繞組阻值和絕緣(yuán)阻值正常,手模電機外殼(ké)溫度正常。機械與電氣排查均未見(jiàn)異常,懷疑為設備誤報警。大多數控製係統都將溫(wēn)度傳感器(俗稱熱敏電阻)作為電機過熱保護(hù)器,以該加工中心為例,其y軸電機的定子繞組埋置一隻負(fù)溫度係數溫度傳感器,其阻值隨電(diàn)機溫度變化而變化(huà),可(kě)對電機工作(zuò)時定子繞組溫度進行檢測與反饋。當電(diàn)機溫度異常時,該阻值超出正(zhèng)常閾值,CNC控製係統監控功能檢測該點電壓異(yì)常,立刻通過I/O模塊,輸出報警代碼,同時設備不再動作,以避免(miǎn)電機過熱導致繞組短路(lù)甚至(zhì)燒毀。
根據上述反饋原理,如果電機的溫(wēn)度傳感器(qì)阻值出現偏差(chà),有可能誤觸發報警。經查該傳感器型號為專用於電機熱保護(hù)領(lǐng)域的德國西門子(zǐ)KTY84,可通過德國海德漢增量式編碼(mǎ)器直接反饋信號到驅動模塊再反饋到CNC控(kòng)製係統。經準確測(cè)量該電機(jī)的溫度(dù)傳感器阻值為69 k1),與正常值(86 k11)相差17 k1),過(guò)低。反饋(kuì)與檢測信(xìn)號流程見圖2。

圖2反饋與檢測信號流程
故障原因(yīn):由於設備長期工作造成負溫度係數溫(wēn)度傳感器的電阻值下降,導致CNC控製係統監控(kòng)功能誤認為y軸電機(jī)溫度異常從(cóng)而使I/O模塊輸出報警信息到CNC控(kòng)製係(xì)統,同時加工中(zhōng)心停機報警。
2、解決(jué)問題
找到原因且將不良再現後,需對症下藥。將編碼器(qì)外(wài)殼打開,首先用萬用表電壓擋檢測編碼器直流5 v電壓正常,手動轉動滾珠絲(sī)杆,示波器檢測其零脈衝、A*A、B*B、正弦波形、餘弦波形正常(cháng),利用PBC板空餘之(zhī)處,將一隻阻(zǔ)值17 kfl金屬膜電阻與阻值(zhí)69 k1)的原電(diàn)機內部的溫度傳感器串聯,焊接(jiē)完畢並清洗幹淨,使之總阻值達到(dào)86 kll的正常值。裝上電機尾蓋,開機係統不(bú)再報警,故障代碼消失。將y軸1320參數(shù)由10000改(gǎi)為99999,手動(dòng)模式(shì)下移動機床3軸參考點正常(cháng)歸零,在POS模式下,打開監視(shì)負載畫麵,手動點擊鍵盤,使y軸工作台兩邊移動,觀測y軸負載(zǎi)MVAE圖,負載運行正常,設備可重新投(tóu)入使用。
3、結論
分析與處理結果表明,當電機內置溫度傳感(gǎn)器因長期工作或環境因素,阻(zǔ)值會出現偶(ǒu)發性不良,與正常數值相比存在較大差異,導致CNC係統誤(wù)發出報警信息,設備不工(gōng)作。可(kě)串聯或並聯外接電阻,使總阻值達到正常值,以消(xiāo)除報警信息,恢複設備正常工作。
該維修方法的前提是電機(jī)無機械過載(zǎi)和其他(tā)電氣故障,溫度傳感器阻值(zhí)變化<30%,>30%後如果(guǒ)采(cǎi)用此方法,溫度(dù)傳感器模塊T-R曲線的斜率(lǜ)會發生較大(dà)變化,失去保護電機過熱的能力)。在無(wú)法更(gèng)換(huàn)或大幅度維修電機時,此法可作(zuò)為類似故障有效的應急措施。
投稿箱:
如果您(nín)有機床行(háng)業(yè)、企業(yè)相關新聞(wén)稿件發表(biǎo),或(huò)進行資訊合作,歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您(nín)有機床行(háng)業(yè)、企業(yè)相關新聞(wén)稿件發表(biǎo),或(huò)進行資訊合作,歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信(xìn)息
")
業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬(shǔ)切削機床產量數據
- 2024年11月 分(fèn)地區金屬(shǔ)切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(chē)(轎車(chē))產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能(néng)源汽車銷量情況
- 2024年10月(yuè) 新能源汽車產量數據(jù)
- 2024年10月 軸承出(chū)口情況
- 2024年10月 分地區金屬切削(xuē)機床產量(liàng)數據
- 2024年10月 金(jīn)屬切削機床產量數據(jù)
- 2024年9月 新能源汽車銷量情況(kuàng)
- 2024年8月(yuè) 新能(néng)源汽車產量數據
- 2028年(nián)8月 基本型乘用車(轎車)產量數據
博文選萃
| 更多
- 機械加工過程圖示(shì)
- 判斷一台加工(gōng)中心精度的幾種辦法
- 中走絲線切割機床的發展趨(qū)勢
- 國產數控係統和(hé)數控機床何去何從?
- 中國的技術工人都去哪裏(lǐ)了?
- 機械(xiè)老板做了十多(duō)年(nián),為何還是小作坊?
- 機(jī)械(xiè)行(háng)業(yè)最新自殺性營銷,害人害己!不倒閉(bì)才
- 製造業(yè)大逃亡(wáng)
- 智能時代,少談點(diǎn)智(zhì)造,多談點製造
- 現實麵前,國人沉默。製(zhì)造業的騰飛,要從機床
- 一文搞懂數控車床加工刀具補償功能
- 車床鑽孔(kǒng)攻螺紋加工方法及工裝設計(jì)
- 傳統鑽削(xuē)與螺旋銑孔加工工藝的區別