



【摘 要】本文通(tōng)過對一個典型數(shù)控加工中心零件的分析(xī),係統地介紹了解數(shù)控加工中心零件的(de)工藝規程的(de)製訂,通過分析零件圖結構、合理選擇加工(gōng)設備,確定加工順序及進給路線、製訂出切實可行的加工方案,通過CAXA 自動編程軟件(jiàn)中編製出加工程序並實(shí)現仿真加工。
【關鍵詞】加工(gōng)中心 仿真加工 自動編程
現代企業改(gǎi)革的不斷深化和不斷(duàn)發展促使企業(yè)不(bú)斷提高對(duì)於(yú)人才質量的要求。在(zài)數控加工企業中擁有一支由高級技術工人群(qún)體組成的生產核心隊伍關係著企業的興衰成敗,擁有更高技能的(de)數控高級技工憑借技術的領先及綜合素質備(bèi)受企(qǐ)業青睞,成為“萬金難求”的稀(xī)缺人才(cái)。我國(guó)的數控高級工的認定工作主要由各省市勞動和社會保障部門承擔,認定形式(shì)主要是通過理論考試及(jí)機床實操,對於加工中心高級工典型(xíng)零件的加工分析,有利於具備此項技能的人(rén)才參(cān)與認定,提高(gāo)我國高素質技能人才的比例,壯大高技能人才的(de)隊伍,從而為社會的發展做出貢獻。
1、 零件選取及工藝分析
數控加工中心高級工考工零(líng)件(jiàn)一般為雙麵零件,體素一般取材於(yú)模型加工,具(jù)備加工中心加工零件(jiàn)中型腔,凸台等典型體素,且(qiě)結合定位孔等模具常見結構。
根據如上要求,本文(wén)選取如圖零件作(zuò)為典型零件進行加工仿真。
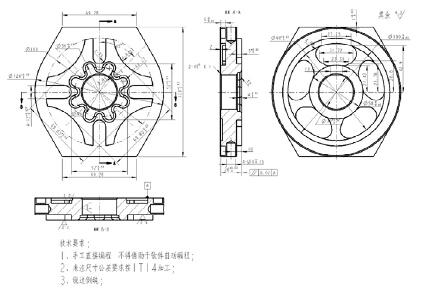
圖1 高級工典型零件圖
1.1 工、量、刀具的選擇
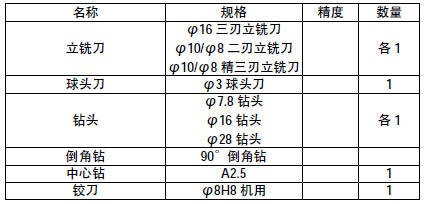
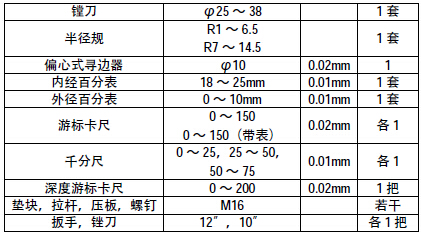
加工中心高級工考工實操考試(shì)一般會根據加工的需要配備必須的(de)刀具及工量具,本零件加工刀具及工量具的選取依據(jù)考工(gōng)常用工具清單配備。清單如下:
表1.1 工、量、刀具清單
1.2 零件加工工藝分析
分析時,主要從兩個方麵考慮:理論上的加工工藝必須達到圖樣的要求,同時又(yòu)能充分發揮出機床的功能。從圖(tú)1.1 中可以看出尺寸上要求比較高的(de)有φ30+00.02 一(yī)個(gè)通孔和4×φ8 四個沉頭孔。為了(le)滿足尺寸要求,在製訂工藝(yì)過程中需特別注意(yì)。零(líng)件加工工藝過程如下。
(1)加工準備
認真閱(yuè)讀零件圖,檢查一坯料尺寸。編製加工程序,輸入(rù)程序並選擇該程序。用平口鉗裝夾工件,伸出鉗口5mm 左(zuǒ)右,用百分表找正。安裝(zhuāng)尋邊器,確定工(gōng)件零點為坯料上表麵的中心,設定零點偏置。
根據編程時(shí)刀具的使用(yòng)情況需編製(zhì)刀具及切削參(cān)數表(見(jiàn)圖1-3),對刀具表依(yī)次裝入刀庫中,並設定各長度補償。
(2)銑正方形外輪廓
使用T1 號刀具粗(cū)銑外輪廓,留0.3mm 單邊餘量,粗銑時(shí)可采用增大(dà)刀補值來區分粗精加工(即刀具半徑16+ 精加工餘量+0.3)。
換T2φ10mm精三刃立銑刀,設(shè)定(dìng)刀具參數(shù),半精銑外輪(lún)廓,留0.1mm 單邊餘量。
實測工(gōng)件尺寸,調整刀具參(cān)數,精銑外輪(lún)廓至要求尺寸。
(3)加工4×φ8 四個沉(chén)頭孔
側麵裝夾,調用T3 號刀具A2.5 中心鑽,由於鑽頭具有較長的(de)橫刃,定位性不好(hǎo),因此采用中心鑽先鑽(zuàn)出φ8 中(zhōng)心孔。切削用量(liàng):n=1500r/min,F=60mm/min(在打中心孔時因整(zhěng)個加工目的就是為後麵的鑽(zuàn)頭打引導孔,所以轉速必須選擇較(jiào)高,否則(zé)可(kě)能會失去定心(xīn)的作用)。
調用T4 號φ7.8mm 鑽頭,分別鑽4×φ8 孔(鑽孔必須加注充分的冷卻液,否(fǒu)則鑽頭易(yì)燒壞,冷卻液必須(xū)在加工前澆注,避免刀具過熱突然冷卻)。
換T5 號(hào)刀具φ8H8 鉸刀並對刀,設定刀具參數,鉸至要求(qiú)尺(chǐ)寸。
(4)加工φ30+00.02 孔和倒角(jiǎo)
調用T6 號φ16 的鑽頭並對刀,設定刀具參數,選擇(zé)程序,打到自動擋運行程序鑽通孔(因為鑽頭越(yuè)大,橫刃(rèn)越厚,則鑽(zuàn)削的阻力將增大,從(cóng)而鑽削(xuē)時對於(yú)機床的功率會(huì)要求更高,加工時產生(shēng)的振動也會比較(jiào)大。所以對(duì)於較大孔徑的鑽削可以采(cǎi)用大鑽頭套小鑽頭的方法來有效避免這(zhè)個問題(tí))。
換T7 刀具φ28 的鑽(zuàn)頭並對刀(dāo),設定刀具參數,鑽通孔。調用T8 鏜刀,粗鏜孔,留0.4mm 單邊餘量。調整鏜刀,半精鏜孔,留0.1mm 單邊餘量。使用已經調整(zhěng)好的內徑百分表測量(liàng)孔的尺寸,根據餘量調(diào)整鏜刀,精鏜孔至要(yào)求尺寸。
換T9 號90°倒角鑽,倒角1×45°至尺寸要求。
(5)銑腰(yāo)形槽
換T10 號(hào)φ10 粗立銑刀,粗銑(xǐ)腰形槽,留(liú)0.3mm 單邊餘量。換T11號φ10 精立銑刀,半(bàn)精銑腰形槽(cáo),留0.1mm單邊餘量。測量腰形尺寸,調整刀具參數,精銑腰形槽至要求尺寸。
(6)檢(jiǎn)驗
去毛刺,按圖紙尺(chǐ)寸檢驗加工(gōng)的零件(jiàn)。
2 、自動編程與(yǔ)仿真加工
編程時,本零件的加工程序隻做粗加工部分,精加工的程(chéng)序通過機床(chuáng)上的複製或者粗加工(gōng)後修改刀補完成,此法在既需打中心孔,又需鑽孔、鏜孔的(de)零(líng)件上也(yě)可使用,因孔的位置間關係不變,精加工程序可通過修改固定循環方式、Z 向深度、切削(xuē)用量等得到。具體加工時,測量過程采用M01 選擇性(xìng)停止,加工穩定後再關閉“可選停”控製按鈕,加工此處時即可跳過暫停指令。程序編製時使用增量旋轉銑腰形(xíng)槽(cáo),這種方可通過有效的減少程序的長度(dù),進一步提高編程速度。
2.1 識圖、繪(huì)製實(shí)體零件
圖2 實體生成
2.2 零件加工軌跡生成
表1.2 刀具及切削參數表
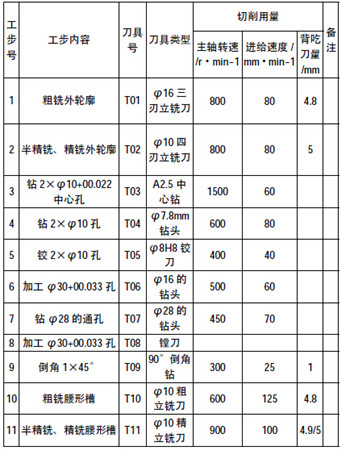

圖3 實體加工軌跡
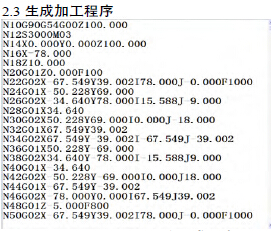
圖4 軌(guǐ)跡生成程序(xù)
3、 零件(jiàn)仿真加工
本(běn)文使用CAXA 製造工程師軟件(jiàn)實現零件實體設計和數控仿真加工,可使加(jiā)工人員避免煩瑣的數值計算,直觀獲取編程結果,減少編程人(rén)員工作量。加工時可通過真(zhēn)切削(xuē)和刀具(jù)幹涉檢查,確保所編程序的(de)正確性,有效縮短(duǎn)零件(jiàn)生產(chǎn)時間,並確保零件表麵(miàn)質量(liàng)和(hé)加工精度,在考工中,有利於參考人員(yuán)節約實(shí)操時間,在生產中(zhōng)也可提高生(shēng)產效率,從而獲得良好的(de)經濟效益。本零(líng)件仿真加工過程如下圖所示:
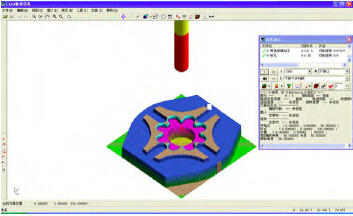
圖5 正(zhèng)麵仿真(zhēn)加工
4 、結語
在現代企業製度(dù)改革逐步深入的今天(tiān),企(qǐ)業對人才的要求日益提高,勞(láo)動者本身必須(xū)適應改革發展, 迎(yíng)合企業對高(gāo)質量人才(cái)的需求。數控高級工隊伍的壯大發展對於提高我國勞動人(rén)口素質具有十分重大的意義,應(yīng)該成(chéng)為(wéi)院校及企業人(rén)才培(péi)養、培訓的重要目標(biāo),並不斷推進。
如果您有機床行業、企業相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯係本網編(biān)輯部, 郵(yóu)箱:skjcsc@vip.sina.com
州(zhōu)金馬")

- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金(jīn)屬切削機床產量數據
- 2024年11月(yuè) 軸承出口情況
- 2024年11月 基本型乘用車(轎車(chē))產(chǎn)量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新(xīn)能源汽車銷量情(qíng)況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切(qiē)削機床產量數據
- 2024年9月 新(xīn)能源汽車銷量情況
- 2024年8月(yuè) 新能(néng)源汽車產量(liàng)數(shù)據
- 2028年8月 基(jī)本型乘用車(轎車)產量數據
- 機(jī)械加(jiā)工(gōng)過程圖示
- 判斷一(yī)台加工中心精度的(de)幾種辦法
- 中走絲線切割機床的發展趨勢
- 國產數控係統和數控機床何去何從(cóng)?
- 中國的技術工人都去哪裏了?
- 機械老板做了十(shí)多年,為何還(hái)是小作坊?
- 機(jī)械行業最新自殺性營銷,害人害己!不(bú)倒閉才
- 製造業大逃亡
- 智能時代,少談點(diǎn)智造,多談點製造
- 現實麵(miàn)前,國人沉默。製造業的騰飛(fēi),要從機(jī)床
- 一文搞懂數控車床加工刀具補償功能
- 車(chē)床鑽孔攻螺紋加(jiā)工方法及工裝設計(jì)
- 傳統(tǒng)鑽削與螺旋(xuán)銑孔加工工藝的區(qū)別