



摘要(yào): 米克朗UCP1x50 加(jiā)工中心(xīn)刀庫是故障率較高的部件,涉及到較為複雜的(de)一係列調整步驟和方法。詳細(xì)介紹(shào)了該加工中心刀庫(kù)故障的維(wéi)修判斷過(guò)程及調整(zhěng)方法,為該係列機床刀庫的維修調整(zhěng)提供有實用價值的參考。
米克朗UCP1x50 加工中心采用海德漢530 數控(kòng)係統,高速電主軸,刀庫采用Commander SK 係列變頻器驅動,46 把刀,其刀庫係(xì)統結構複雜,相對於(yú)機床其他部(bù)件故障(zhàng)率較高。對於此次故(gù)障(zhàng),作者也是第一次碰到,缺乏經驗,經過一周的反複摸索、實驗並(bìng)與廠家反複交流,終於(yú)總結出一套完整的解決方案,徹底排除了故障。以下就是作者維修(xiū)判斷的過程以及處理問題(tí)的方式方法。
1 、故障現象
2010 年3 月,某單位米克朗UCP1x50 加工中心刀庫出現刀鏈無法轉動故障,排除機械卡死的原因後,刀庫在完成回零動作後,在目標刀位發生相(xiàng)鄰兩個刀位(wèi)之間來回振蕩(dàng)的現象,持續1 分多鍾後改為逆時針慢(màn)速旋轉(zhuǎn),且無法停止,隻能拍下急停按鈕。
2、 機械卡死(sǐ)的故障原因及(jí)刀庫恢複方法
2. 1 刀(dāo)鏈故障原因及清除故障的方法
一般刀鏈無法轉動時,會采取使用變頻(pín)器手動控製和手盤電機的方法使刀鏈轉動。變頻器(qì)手動控製旋轉是利用(yòng)變頻器的手動功能,即設(shè)定其5 號參(cān)數為Pad,利(lì)用變頻器上(shàng)的按鈕操(cāo)作(zuò)電機旋(xuán)轉,或模擬外部指令信號控製(zhì)電機的正反(fǎn)轉(zhuǎn)( 具體會在後麵的篇幅中(zhōng)有詳細介紹) ; 手盤電機則要拆掉電機(jī)後端蓋( 由(yóu)於安裝條件的限製挨近安裝底板的螺釘拆卸非常困難) ,然後就可以盤動電機了。
但是此次故障無論(lùn)用那種方(fāng)式(shì),都隻能(néng)正、反移動1 /4 個刀(dāo)位就轉不動了,明顯有異物(wù)卡住。作者采取了如下(xià)方法:
( 1) 拍下急(jí)停按鍵,關掉機床進氣開關,等待幾(jǐ)分(fèn)鍾後,控製換刀回轉臂的氣缸杆就可以手動拉出(chū)或收回了,推動換刀位刀套把換刀位的回轉臂擺出去,從而讓開了換刀刀位。
( 2) 把刀鏈上(shàng)的刀套依次沿導軌滑到換刀位取出,等所有刀套(tào)取出後,清理刀鏈滑軌(guǐ)裏的障礙,然後把刀套按刀套(tào)號依次順(shùn)序裝回,再把回轉臂擺回複原,接通進氣開關,彈起急停,完畢。
通過上(shàng)述(shù)手動操作完成了異(yì)物清理工作,結果發現故障原(yuán)因在於: 粘接在8 號刀(dāo)套上的固定圓(yuán)形槽(cáo)裏的圓鋼片脫落在刀鏈滑軌上,造成了刀鏈運行的阻礙。
把圓鋼片表麵被撞出的毛刺、突起打磨光(guāng)滑,用環氧樹脂牢(láo)固粘接於8 號刀套上的固定圓形槽裏,特(tè)別注意不要高出圓形槽表麵。
8 號刀套的(de)作用在於(yú)作為刀庫(kù)的(de)零位(wèi)標記,其(qí)他刀(dāo)套則不具備這個功能。
2. 2 刀庫恢複方法和步驟
( 1) 重啟機床。
( 2) 按下CE 清除所有信(xìn)息,直到啟動刀庫開始回參考。
( 3) 當刀庫(kù)運(yùn)行(háng)時,必須用急停鈕將刀庫停(tíng)在正確的位置。如圖1 所(suǒ)示,正確的(de)位置就(jiù)是1 號刀位的定位釘正對V 型中心槽(cáo),在(zài)這個位(wèi)置上(shàng),8 號(hào)刀位則在參考傳(chuán)感器(qì)B607 下麵,這(zhè)時B607 將變為1。如果按下急停鈕時,刀庫不在正確位置,則重做,直到刀庫停在正確位置為(wéi)止。

圖1 刀位定位釘正對V 型中心槽示意圖
( 4) 這時選擇programming and editing 方式(shì),按下MOD 鍵,並輸入PLC 密碼807667,回車。
( 5) 按下軟(ruǎn)鍵“Trace”後(hòu),按下select“M/I /O/T /C”,然後選取I81、I80 和I82 作為波形觀察信號,I81 為(wéi)刀庫零位接(jiē)近(jìn)開關輸入信號(hào),I80 為刀庫編碼器計數信號,I81 為刀庫編碼(mǎ)器(qì)零位信號。
( 6) 按下軟鍵“table”,再按“I”鍵,觀察I81、I80 和I82 的狀態,用手盤動電機(jī)使得上述3 個信號均(jun1)為“1”。
( 7) 按下軟鍵“Logic Diagram”,再按下“StartTrace”。
( 8) 鬆開刀鏈減(jiǎn)速器上固定(dìng)電機編碼器的扇(shàn)形(xíng)片上(shàng)的兩個螺釘,這時鬆開急停鈕,按下CE 清除信息,刀庫開始轉動,這時立即(jí)切換(huàn)到後台Logic Diagram查看波形。轉動編碼器,直到(dào)出現如圖2 所示正確的波形為止。

圖2 高速運(yùn)行時正確的信號時序圖
( 9) 擰緊電機編碼器的兩個螺釘,完成調整。正確的時序是: 當刀鏈轉到(dào)8 號刀套位置正(zhèng)對刀庫零(líng)位接近開關時(shí),I81 發出高電平,I82 編碼(mǎ)器零位脈衝也要出現在I81 高電平包(bāo)括的範圍之內,考慮到刀庫就近找到有可(kě)能(néng)正轉或反轉(zhuǎn),所以I82 的(de)信號最好在(zài)I81 的中間,正對I81 包含的I80 六個方波的第三個(gè)方波。
出現如圖3 所示這種錯誤的波形時,可以把(bǎ)編碼器旋轉180°安裝; 再微調使得編碼器零位脈衝出現(xiàn)在(zài)如圖2 所示的中間位置。

圖3 錯誤的信號時序圖
在慢速運行時(shí),調整編碼器使得I82 的零位脈衝與I81 高電平包含的I80 第3 個計數(shù)脈衝的上升沿和下降(jiàng)沿一致,如圖4 所示。

圖4 慢速運行時(shí)正確的時序圖
上述調整方(fāng)法是在變頻器驅動係統正常的前提下實(shí)施的,而此次維修中作者遇(yù)到(dào)了很大(dà)的困難,需要先(xiān)排除變頻器控製係統的故障。
3 、 變頻器控製(zhì)係統故障(zhàng)查找與(yǔ)調整
機械故(gù)障(zhàng)排除後,機床(chuáng)刀庫出現了前述的新問題,作者分析了導致該問題(tí)的可能因素有如下幾個(gè)方(fāng)麵: 刀庫調整(zhěng)不好; 變頻器故障(zhàng); 編(biān)碼器故障; 變頻電機故障; 機床參數錯(cuò)誤; PLC 硬件接口故障; PLC軟件(jiàn)或參數錯誤等。
3. 1 刀庫驅動變頻器控製方式簡介
刀庫驅動變頻(pín)器是采用Commander 公司的SK 係列產品,型(xíng)號: SKB3400037,0. 37kW/400 V。端子B2、B4、B5、B6、B7 組成了控製(zhì)邏輯,其(qí)中B2、B4 通過K464 完成變頻器使能控製,B7 控製變頻器(qì)以預(yù)置55 Hz 高(gāo)速運行; B5 控製變頻器以預置15 Hz低速運行; B6 以高/低電平確定變頻器的反/正轉控製。控製時序(xù)由PLC 軟(ruǎn)件結合(hé)I80、I81、I82 的外部邏輯狀態,通過O23、O43、O44 的輸出實現(xiàn)對變頻器B5、B7、B6 的控製。刀庫位置反饋由脈衝編碼器B608 提供。
3. 2 刀庫調整
為了(le)排(pái)除刀庫調整不良可能造成的(de)影響,作者按照第2. 2 節所述的調整步驟進行了調整(zhěng),使得I81、I80 和I82 的(de)波形如圖(tú)2 所示,為正確波形,從波形上可以(yǐ)看(kàn)出,兩個零位脈衝之間(jiān)對應著20 個計數(shù)脈衝(chōng),同時觀察渦輪蝸杆減速器下麵的凸(tū)輪結構。發(fā)現: 編碼器每轉360°,下麵的凸輪撥2 個(gè)刀位,這樣就可以推斷10 個計數脈衝對應一個刀(dāo)位。這也就驗證了編碼器是正(zhèng)常的(de)。
3. 3 變頻控(kòng)製係統的檢修
先對變頻器的參數進行了記錄(lù),具(jù)體數據見表(biǎo)1。首先把其5 號參(cān)數設為Pad,利(lì)用變頻器上的按鈕操作,電機可以按照手動設置的頻率朝固定方(fāng)向旋轉; 其次,把11 號參數設為0,用接在B2 端(duān)子的導線連接B5 端子,相當於給B5 一個24 V 高電平,這時(shí)電機可以正向旋轉,斷開後(hòu)電機就停止; 同樣(yàng)給B6 高電平,電(diàn)機反轉,斷開(kāi),電機停止。電機(jī)轉速(sù)由B7 控製; 第三,再把11 號參數設為2,給B5 高電平時,B6 為低電平,電機正轉,B6 為高電平,電機反轉(zhuǎn); B5 低電平時,無論B6 是高、低電平,電(diàn)機(jī)均不(bú)轉。電機轉速由B7 控製(zhì)。5 號和11 號參數的(de)定義見(jiàn)圖5、圖6。由此可以說明電機是正常的(de)。
表1 變頻器參數設置表
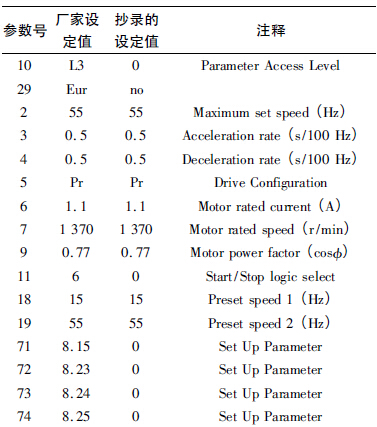
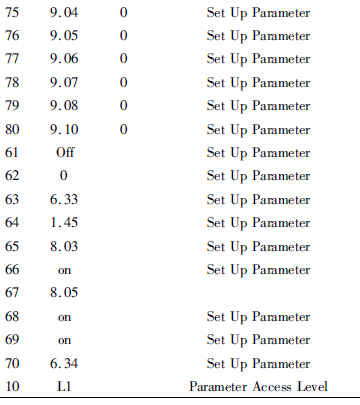
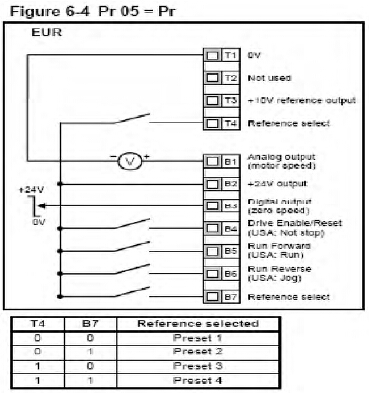
圖5 變頻器(qì)5 號參(cān)數為Pr 時的接線方式
圖6 變頻器11 號參數為0 - 6 時的接線端子邏輯定義通過對11 號參數的分析,結合圖11 所示的變頻器控製邏輯圖,再參考米(mǐ)克朗UCP1350 的變頻器設置,作(zuò)者認為: 11 號參數設為2 比較符合控製邏輯,但是變頻器(qì)上設的是0,設成2 則電機根本(běn)不動。設成6 則與設成0 的狀(zhuàng)況一樣。所以無法判斷變頻器的好壞。
3. 4 機床參(cān)數調整及PLC 輸入輸出硬件檢查為了驗證是(shì)否由於機床參(cān)數和PLC 軟硬件的(de)意(yì)外變化(huà)對變(biàn)頻器(qì)控製造成影響,作者采取(qǔ)如下檢查措施:
首先,利用(yòng)海德漢專用(yòng)傳輸軟件TNCremoNT,建立好網絡連接( 注意: 必須使(shǐ)用交叉連(lián)接的(de)網線) ,對現機床所有(yǒu)參數進行備份; 其次,把該設備進廠時備份的參數進行回(huí)傳(chuán),該備份是設備調試驗收完畢後做的,結果發現情況沒有任何改變,這就說明機床參數和PLC 軟件是正常的(de); 第三,再次把剛剛備份的數據回傳,恢複現(xiàn)有狀態( 主要是為了避免對當前加(jiā)工的影響) 。
用示波器監控B5、B6、B7 端子,結合海德漢530 係統的波形顯示功能,觀察對應的O23、O44、O43 的時序,發現是一致的,說明PLC 的硬件I /O 口是正常的(de)。
3. 5 變(biàn)頻器故障(zhàng)的排除與調整
上述幾個方麵的影響被排除後,就隻(zhī)剩下變頻器的因素了,但是在沒有備件的情況下無法確定變頻器的好壞,於是向機床生產廠家進行了谘詢,對方給我們報價是12 082 元,而且是(shì)換購價,單買一台要2 ~3 萬元。嫌貴,作者(zhě)通過有關途徑在成都買了一台同型(xíng)號變頻器(qì),3 天到貨,價格僅為2 250 元。換上新的變頻器,輸入(rù)抄錄的老變頻器的參數,結果令作者非常沮喪: 新變頻器根本就沒有動作! 無論11 號參數設0、2、6 都不動作; 而老變頻器11 號參數(shù)則除了設2 以外均能動作,這就非常奇怪了!按照第3. 3 節所述的(de)辦法對新變頻器進(jìn)行模(mó)擬控製,也可以運行,無法解釋這樣的現象。
再次聯(lián)係(xì)米克朗廠(chǎng)家,把作(zuò)者所做的調整進行了交(jiāo)流,並要(yào)求廠家把變(biàn)頻器參數發給了作者,通過對比作者發現廠家的11 號參數設的是6,而且60 - 80號參數都有數值,而作者抄錄的參數則沒有,且61- 70 號參數根本就顯示不出來,見表1。按照廠家發過來的參數和方法進行了設置:
( 1) 設置參數前先將B4 移去(qù),然後(hòu)必須按順序將以下參數輸入;
( 2) 首先設10、29 號參數,再輸入2 - 19 號參數,再輸入71 - 80 號參(cān)數,這(zhè)時61 - 70 號參數才會顯示出來,設置61 - 70 號參數。表中未(wèi)出現的參數按缺省值設置。
( 3) 重新接上B4。
( 4) 關閉並打開驅動器,重啟後顯示變為rd =0. 0。該驅動器現在可以準備運行了。
運行後,發現(xiàn)新變頻器可以正常(cháng)使用(yòng),刀庫運(yùn)行恢複正常(cháng),老(lǎo)變頻器故障依舊。
在調試中還發現65 號參數漏(lòu)輸時,出現8 號刀套找到零位後隻向前走了半個刀位就停止的現象,說明參數影響很(hěn)大,由於變頻器說明書中,沒有提及71 - 80、61 - 70 號參數的定義,所以無法(fǎ)判斷這些參數所能起到的作用。作者所能做(zuò)的就是記錄下這些參數的設定值,並嚴格按要求正確(què)輸入變頻器。
由此作者可以得出如下結(jié)論: 刀庫卡死(sǐ)後,由於強電流衝擊或意外幹擾,使(shǐ)得老變頻器的參數和接口電(diàn)路發生了異常變(biàn)化,而作者手上又沒有(yǒu)變頻器的原始參數資料,這就是造成上述調整(zhěng)始終無法(fǎ)見效的原因。
4、 刀庫的控製邏輯和原理分析
以往都是根據原理來進行維修,而這次維修由於作者不掌握廠家的設計原理,隻能通過大量的模擬試驗來推測。
機(jī)床恢複正常運(yùn)行後再仔細觀察(chá)I81、I80、I82、O23、O44、O43 的組合時序波形,發現刀庫正常運(yùn)行時的時序是(shì)這樣的:
( 1) 機床(chuáng)開機,自檢完畢後,彈(dàn)起急停開關,首先開始執行刀庫回零的PLC 程序,O43 低電平變高電平(píng),執行高速55 Hz 運行,並啟動刀庫運行(háng),I80 出現規律的計數脈衝,O44 根據就近選刀的原則正轉低電平,反轉發出高(gāo)電平,O23 保持(chí)低電平(píng)。
( 2) 當(dāng)8 號刀套到達零位接近開關,I81 發出高電平,I82 編碼器發出一個零位脈衝信號時,建立刀庫零點位(wèi)置。參見圖7 所示波形。
圖(tú)7 刀庫運行到零位前後的組合(hé)時序圖(tú)
( 3) 運行到零位脈衝(chōng)信號後的第(dì)4 個計數脈衝的下降沿,O23 發出高電平,O43 變成低電平,電機減速至15 Hz 運行,直到第10 個計數(shù)脈衝,刀(dāo)鏈繼續向前運行(háng)一個刀位,O23 變成低(dī)電平,稍做延遲,O44 電平改變,刀鏈反轉,同時(shí)O43 低(dī)電平變高電平,執行(háng)高速55 Hz 運行,反轉再次(cì)回到8 號刀套,從編碼(mǎ)器零位脈衝開始計數,根據上一(yī)次關機前(qián)記憶的刀位距離零位相(xiàng)差幾(jǐ)個刀位( 假設差N 個刀位) ,就計N × 10 個計數脈衝( 本刀庫N≤46) 。參見圖8所(suǒ)示波形。
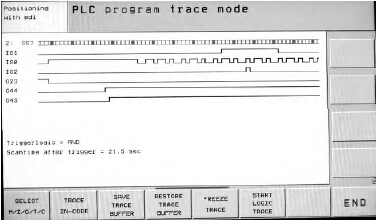
圖8 刀庫到了零(líng)位再向前運行一(yī)個刀位後執行反向運行的組合時序(xù)圖
( 4) 當運行到(dào)目標(biāo)刀位的前(qián)一個刀位到位後,第(dì)4 個計數脈衝的(de)下降沿,O23 發出高電平,O43 變(biàn)成低電平,電機減速至15 Hz 運行,直到第10 個計數脈衝,O23 變成低電平,到達目標刀位,刀鏈停(tíng)止,從(cóng)而完成刀庫初始化。參見圖9 所示(shì)波形。
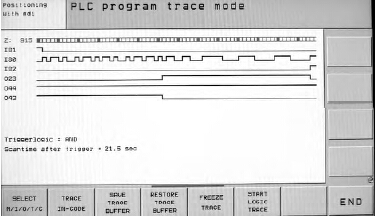
圖9 刀庫運行到目標刀位準(zhǔn)備(bèi)停止的組合時序圖
相對比老變頻器前3 個步驟是正常的,執行到第4 個步驟,即出現振蕩,刀庫無法停止(zhǐ),隻有拍(pāi)急停中斷(duàn),由於刀庫回零的PLC 程序沒有(yǒu)執行完畢,機床無法正常運行。
由此推(tuī)斷(duàn)變頻器11 號參數(shù)設6,特別是71 - 80、61 - 70 號參數被正(zhèng)確(què)設置後,各(gè)端子的定義(yì)應(yīng)該是:
B5 即O23,為高電平時,執行變頻器預置1 的15 Hz低速和變頻器運行指令; B6 即O44,為PLC 發出的正反轉(zhuǎn)信號,高電平執行反轉,低電平執行正(zhèng)轉;B7 即O43,為高電平時,執行變(biàn)頻器預置2 的55 Hz高(gāo)速和變頻器運行指令。
這(zhè)樣的(de)端子(zǐ)邏輯定義決定了,新、老變頻器(qì)在11 號參數設2 時,以上述PLC 發出控製時序,變頻器無法接收到(dào)啟動信號,因此(cǐ)不能運(yùn)行; 新變頻(pín)器無論設置成0 - 6 的哪個值,隻要(yào)71 - 80、61 - 70 號參數沒(méi)有正(zhèng)確設(shè)置,均不能運行; 老變頻器除(chú)了設(shè)2 不能運行外,設其他(tā)值,均無法正確運行,這也就說明該變頻器的接口電路已經發生了異常,確實需要更換(huàn)。
5、 結束語
這一次的維修經曆使作者對米克朗UCP1x50 加工中心刀庫(kù)控製有了較深入的了解和理解,同時也希望(wàng)為大(dà)家在維修(xiū)同類型機床的類似故障提供參考。
參考文獻:[1]米克朗機床說(shuō)明書 .[2]Commander SK 係列變頻器英文說明書
如果您有機床行業、企業相(xiàng)關新聞稿件發表(biǎo),或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年(nián)11月 基本型乘用車(轎車)產量(liàng)數據
- 2024年11月 新(xīn)能(néng)源汽車產量(liàng)數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月(yuè) 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切(qiē)削機床產量數據
- 2024年(nián)10月 金屬切(qiē)削(xuē)機床產量數據
- 2024年(nián)9月(yuè) 新(xīn)能源汽車銷量情況
- 2024年8月 新能源(yuán)汽車產(chǎn)量數據
- 2028年8月 基本型乘用車(轎車)產量數據(jù)