台精(jīng)機")



摘要:通過加工中心4個故障實例闡述其機(jī)械故障及電氣故障出(chū)現時的分析過程和排除的方法,正確地區(qū)分電氣故障(zhàng)和機械故障(zhàng),縮小尋(xún)找故障的(de)範圍,更快、更準確地找出故障點,高效排除故障,保證加工中心正常運轉。
由於現代機械製造業的飛速發展,加工中心在生產中占(zhàn)有重要的地位。加工中心作(zuò)為機械製造中核心設備(bèi),機械故障及電氣(qì)故障問題排除的方法(fǎ)和解決問題效率,對生(shēng)產和成本有很大的影響。
1. 數控機床(chuáng)的故障分類
數控機床故障分為機械故(gù)障和電氣故(gù)障,按故障產生的(de)性質分為自然(rán)故障和人為故障。
(1)機械故障。人為機(jī)械故(gù)障,主要是(shì)機床在運行過程中,由(yóu)於操作失誤使機(jī)床受到不應有的(de)機械外力的破壞(huài),安裝不合理而造成的故(gù)障,嚴重故障會危及人身安全。自然(rán)機械(xiè)故障(zhàng)主(zhǔ)要是由於機床保養不(bú)到位,如(rú)機床(chuáng)長期處於缺油狀況下工作和機械之間的高溫磨損,因而產生的機械(xiè)故障。
(2)電氣故障。電氣故障在自然故障和人為故障中出(chū)現(xiàn)的頻率幾乎一樣。電氣出現自然故障的原因主要是由於機床在運行過程中,其電(diàn)氣設備常受到許多不利因素的影響,如電器動作過程中(zhōng)的機械振(zhèn)動(dòng)、過電流的熱效應, 會加速(sù)電器元件(jiàn)的絕緣老化、變(biàn)質,以及(jí)對周圍環境溫度和濕度的影響等。
2. 機床故障的排除方法
( 1 ) 查找故障之前的準備。查找故障之前的準備工作必須有,機械(xiè)用的工具、機械結構圖、儀表和電氣(qì)原理圖、接(jiē)線圖及數控係統的相關說明(míng)書等。
(2)查找故障的方法。首先是現場勘查,向機床操作者了解故障(zhàng)的現象,因為操作者清楚在哪個操作環節使機床發生了故障,根據操作者的敘述,可以全麵了解機床故障發生的過程,並引導維(wéi)修(xiū)人員做出初步判斷。
分析故障原因。同一個故障現象產生的原因可能各不相同。維修人員可使用報警信號分析法、線路排查(chá)法及部件替換法等,結合必要的測試手段(duàn),最終確定故障原因。
排除故(gù)障。盡(jìn)量在不改變機床原有線(xiàn)路和(hé)結構的前提下,排除發生的故障,避免造成新的人為故障。
3. 案例(lì)分(fèn)析
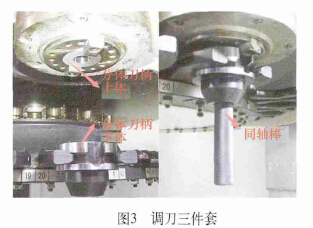
(1)案例1:加(jiā)工中心主軸緊刀不到位。加工中心主軸緊刀(dāo)未(wèi)到位,該故障(zhàng)可能發生的原因有: ①主軸自動(dòng)夾緊機構內部分碟形彈簧疲勞失效。②刀(dāo)柄拉釘(dìng)位置不(bú)對。③主軸錐孔內有雜物等。故障診斷和排除:經過了解(jiě)該加工中心屬於使用年限較短,初步排除碟形彈簧疲(pí)勞失效問題。檢查刀柄拉釘位置,拉釘沒(méi)有鬆動(dòng)。將主軸拆(chāi)開,發現主軸內有(yǒu)切屑,用煤油(yóu)將(jiāng)主軸內孔和四瓣(bàn)爪(zhǎo)清理幹淨,如圖1所示。重新裝(zhuāng)配時,要注意碟(dié)形彈簧不用清洗(xǐ),並且(qiě)要保證四(sì)瓣爪位置正(zhèng)確,如圖2所示,避免造成人為故障。
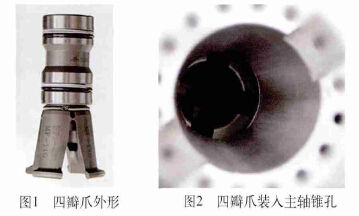
結果:裝配後,加工中心主軸緊刀不到位得到解決。
( 2)案例2:由於操作人員操作不當,鬥笠式刀庫與主軸碰撞,使刀庫機械位置發生改變,機床報修。此時如果繼續運行刀自動換刀,可能造成進一步的機械損壞。
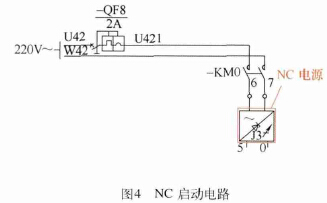
故障診斷和排(pái)除:試運行,將刀庫伸出,使用手輪將Z軸下移,目測刀庫X軸方向發生位移,Y軸方向位移不明顯。排除故(gù)障使(shǐ)用調刀三件套,如圖3所示。首先將主軸箱上移到(dào)換刀點之上,後將分(fèn)體刀柄的上體錐柄部分裝入主軸錐孔內,然後在刀盤的刀卡內裝入分(fèn)體刀柄的下體;將刀庫移到換刀位置,手動操作使主軸定向;用手輪操作主軸箱下移,
使分體刀柄(bǐng)的上體錐柄部與刀卡上分體刀(dāo)柄的下(xià)體之間的間隙約為2mm;用調節螺栓調整(zhěng)刀庫在X和Y向的位置,同時用分體刀柄的(de)同軸棒檢驗分體刀柄的上下兩體的中心線是否重合,上下兩體中心線重合表明刀卡與主軸(zhóu)的換刀點重合,調(diào)整完畢。結果:調整刀庫位置後,運行自動(dòng)換刀,動作正常。
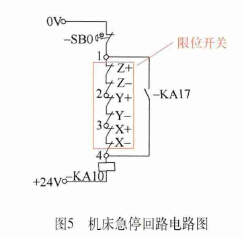
(3)案例3:NC無法上電(diàn)。故障診斷與排除:如(rú)圖4所示(shì),NC無法上電(diàn),說明故障(zhàng)出現(xiàn)在NC啟動電路中。打開電櫃,觀(guān)察給NC供電的開關電源指示燈(dēng)未亮(liàng),進一步觀察給它供電的KM0接觸器處(chù)於吸合(hé)狀態,用萬用表測量KM0常開觸點下端交流(liú)電(diàn)壓220V正常,測量開關電源交流供電6和7端子間電壓為0,初(chū)步判斷6、7號線有斷電現象。斷電用萬用表歐姆擋查出6號線開關電(diàn)源接線處有斷線(xiàn),重新安裝接線端子。
結果:重新啟動機床NC,正常(cháng)上電。
(4)案例4:開機後係統可以正常上電,但機床報急停,鬆開急(jí)停無效。
故障診斷和排除:首先觀察機床沒有撞限位開關(guān),查看機(jī)床急停回路電路圖,如圖5所示,機床各限位開關串聯在急(jí)停回路中,常開觸電(diàn)KA17為超(chāo)程解除開關,如(rú)果按下(xià)超程解除鍵,經過PLC控製將使(shǐ)KA17接通,機床解除(chú)報警,正常複位,則判(pàn)斷故障出現在限(xiàn)位開關電路中(zhōng)。斷電用萬用(yòng)表歐姆擋測量各行程開關相關端(duān)子(zǐ),具體方法:萬用表(biǎo)筆一(yī)端接端子1,萬用表筆另(lìng)一端接端子2,阻值為零,說明Z軸的正負限位開關(guān)均(jun1)可靠接(jiē)通,用萬用表測量1、3兩端的電阻,阻值為零,說明Y軸的正負限位開關均(jun1)可(kě)靠接通,用萬用表測量1、4兩端的(de)電阻,阻(zǔ)值為(wéi)無(wú)窮(qióng)大,說明故障出現在X軸,此時不要盲目拆X軸限位開關,先檢查3、4接(jiē)線端子(zǐ)處是否可靠接通,仍未發現問題,鎖定故障點在行程開關內,拆開相關防護,發現(xiàn)X軸限位開關由於密封失(shī)效,導致常閉觸(chù)點接線頭(tóu)處嚴重鏽蝕,出現斷路現象,用砂紙打磨去除鏽蝕部分,重(chóng)新接線,做好密封,恢複X軸防護。
結果:鬆開(kāi)急停,機床能複位(wèi),工(gōng)作正常。
如果您有機床行業、企業(yè)相關新聞稿件發表,或進行資訊合作,歡(huān)迎聯(lián)係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機床(chuáng)產量數據
- 2024年11月 分地區金屬切削機床產量數(shù)據
- 2024年(nián)11月 軸承出口情況
- 2024年11月 基本型乘(chéng)用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月(yuè) 新能源汽車產量數據(jù)
- 2024年10月(yuè) 軸承出口情況
- 2024年10月 分地區金屬切削機床產(chǎn)量數(shù)據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新(xīn)能源汽車銷量(liàng)情(qíng)況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
- 機械加工過程圖示
- 判斷一台加工中心精(jīng)度(dù)的幾(jǐ)種辦法
- 中走絲(sī)線切割機床的(de)發(fā)展(zhǎn)趨勢
- 國產數控係統(tǒng)和數控機床何去(qù)何從?
- 中國的技術(shù)工人都去哪裏了?
- 機械老板做了十多(duō)年,為何還(hái)是小作坊?
- 機械行業最新自殺性營銷,害人害(hài)己!不倒閉才
- 製造業大逃亡(wáng)
- 智能(néng)時代,少談點智造,多談點製(zhì)造
- 現實麵前,國人沉默(mò)。製造業的騰飛,要(yào)從機床
- 一文搞懂數控(kòng)車床加工刀(dāo)具補償功能
- 車床鑽孔攻螺紋加工(gōng)方法(fǎ)及工裝設計
- 傳統鑽削與螺旋銑孔加工工藝的區別