



摘要: 以(yǐ)日產BNN-002 加工中心機床主軸部(bù)件的常(cháng)發性故障維修為例,介紹了(le)其結構、功能,以提高對此類機床的認識並(bìng)為維修、保養提供必要的(de)參考。
BNN-002 加工中心機床是以鏜、銑為主(zhǔ)的自動換刀機床,主軸部件具有剛度高、精度高、熱變形小、轉速範圍大( 0 ~ 10 000 r /min) 等特點,帶自動鎖緊裝置、切屑自動清除裝置、內冷卻裝置等。
1 、主(zhǔ)軸(zhóu)部(bù)件結構、功能及故障排除
1. 1 主軸內刀具的自動鎖緊(jǐn)及鬆開
加工中心主軸的自動夾緊機構(gòu)采用並列2 個、共32 組(zǔ)碟形彈簧,在碟形(xíng)彈簧的作用下,拉杆(gǎn)鎖緊拉力通過拉杆左端夾頭中的鋼球將刀(dāo)杆尾部軸頸拉緊。刀具自動鎖緊裝置(zhì)容易出現的故障(zhàng)是刀具有時不鬆開、不(bú)能(néng)自動卸刀。這是(shì)因為通入鬆刀油缸右腔的壓力油油壓過低造成的(de),達不到要求的(de)鬆刀力11 466N。這時應調整油壓。由油缸內徑(jìng)d = 100 mm、油缸外徑D = 140 mm 可知,活塞有效(xiào)麵積S = πD2 /4 -πd2 /4 = 7 536 × 10 - 6 m2 ; 因(yīn)為F = p·S,所以p =F/S = 11 466 / ( 7 536 × 10 - 6 ) = 1. 52 MPa。至少應把油缸(gāng)右腔(qiāng)壓強(qiáng)調(diào)到1. 52 MPa,一般(bān)調到1. 6 MPa,低於這個壓強刀具就不鬆開。
1. 2 主軸軸承的選擇、配置及拆裝
BNN-002 加工中(zhōng)心機床主軸部件的前軸承采用成對的2MM9113WI DUL ( FAFNIR) 向心推(tuī)力球軸(zhóu)承;後軸承采用N1011CCG5 P4 級( NSK) 徑(jìng)向推力滾子(zǐ)軸承。向心推力球軸承能(néng)承受徑向軸(zhóu)間雙向負荷,具有良(liáng)好的(de)變速性能,可(kě)達10 000 r /min,但它的承載能力有限,這就(jiù)決定了這種機床不適(shì)於重切削。
另外,前軸承采用如圖1 的方式安裝,負荷作用在軸承中心線之外,軸的懸臂較小、剛度好且軸受(shòu)熱(rè)伸長時(shí),軸承遊隙增大,不會發生卡死現象。
主軸(zhóu)部件最易發生的故障是主軸內部(bù)異(yì)響,從而影響加工質量。這一般是由軸承的磨損或鏽(xiù)蝕造成的,需要重新更換、調配軸承。重新裝配時要把(bǎ)兩軸承之間(jiān)的內(nèi)、外隔墊進行修配、采用預緊安裝,以減少工作負荷下軸承的實際變形量,從而改變軸承剛(gāng)度、提高旋轉精度。
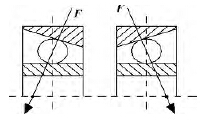
圖1 前軸承背對背安裝
預緊(jǐn)力的大小對軸承的(de)壽命有直接的影響。太小(xiǎo)達不到預緊的目的,太大會使軸承中接觸應力和摩擦阻力增大,從而導致軸(zhóu)承(chéng)壽命的降低(dī)。此軸承適(shì)於高速、輕載條件,預緊主要是為了提高旋轉精度和(hé)減輕(qīng)振動,最小預緊力一般取所受最大載荷的(de)0. 35 倍。
1. 3 主軸油(yóu)霧潤(rùn)滑裝置
機床內(nèi)部發熱是(shì)機床(chuáng)部件產生熱形變的主要熱源,而主軸軸承(chéng)是一個最大的內部熱源。一般的加工中心采(cǎi)用油霧(wù)潤滑,有的還對主(zhǔ)軸(zhóu)部件(jiàn)進行強製冷卻( 即加製冷泵) ,以消除熱變形對加(jiā)工精(jīng)度的影響。此主(zhǔ)軸部件軸承的油霧潤滑方式是在(zài)壓縮空氣內定時、定量(liàng)打(dǎ)入潤滑稀油,油液霧化後通過管(guǎn)路通到主軸箱體上部,通過油道孔進入到主軸前後軸承進行油霧(wù)潤(rùn)滑(huá),然後通過主軸(zhóu)箱體下部的(de)油道孔排出主軸箱體外,既帶(dài)走了(le)軸承所產生(shēng)的熱量(liàng),又使軸承得到潤(rùn)滑,延長軸承使用壽命。
油霧潤滑裝置易產生的故障(zhàng)是打油泵有時調的打油量過小,造成不打油,壓(yā)縮空氣直接進入主軸(zhóu)軸承,引起含水鏽蝕。應在維修巡檢時,適當調節油量。
1. 4 切(qiē)屑的自動清除裝置
如果在主軸錐孔中(zhōng)掉進了切屑或其他汙物(wù),在拉緊刀杆時,主軸錐孔表麵的錐柄就會被劃(huá)傷(shāng),甚至使刀杆(gǎn)產生偏斜,破壞刀具(jù)的正確(què)定位,影(yǐng)響加工零件的精度,甚至使(shǐ)零件(jiàn)報廢。為了保(bǎo)證主軸錐孔的清潔,用壓縮空氣進行吹屑。當刀具鬆開時,鬆刀油缸的活塞(sāi)左移,活塞後檔塊緊貼在銷軸的小平麵上,同時接通油缸(gāng)後端蓋上的壓縮空氣孔道,使壓縮空氣通過活塞進入銷軸,再通過支承軸及(jí)鎖緊螺母的通道進入主軸內孔,再經碟形彈簧的(de)間隙進入拉杆前端,由(yóu)於拉杆前端有多個小孔道,因而壓縮空氣由噴氣小孔吹出,將錐孔(kǒng)清理幹淨。而(ér)當刀具夾緊時,活塞右移自(zì)動切斷氣(qì)道。
1. 5 主軸內冷卻裝置
在加工長孔時,為降(jiàng)低刀具溫升及排除孔內(nèi)切屑,刀具本身開(kāi)有冷卻液通孔。為了(le)提供刀具內冷卻,高壓冷卻(què)水泵打出的高(gāo)壓(yā)冷卻(què)水,經軟管通過接頭進入中空的伺服電機軸的內套中,再進入拉杆軸心中的通道到達拉杆的前端,通過主軸上的兩個斜孔到達刀具內孔,起到了在加工時的內部冷卻作(zuò)用。為了使冷卻液不泄漏到主軸拉(lā)杆的外部(bù),造成主軸其他零件(jiàn)的鏽蝕,在冷卻水道的各個接頭處都加了“O”型密(mì)封圈。
1. 6 主(zhǔ)軸前端麵的氣(qì)壓密封
為防止主軸前端(duān)進(jìn)入切屑或冷卻液等,主軸前(qián)端采用氣壓密封裝置。壓縮空氣通過軟管進入開(kāi)了一道環行(háng)槽的主軸前端蓋,且主軸上開了帶斜麵的環行(háng)槽(cáo),起到氣壓前(qián)頂的作用,達到密封效果,壓(yā)縮空氣中(zhōng)的水氣通過端(duān)蓋下的排屑孔排掉。
1. 7 主軸的準停裝置
加工(gōng)中心(xīn)機(jī)床的切削扭矩是通過(guò)刀杆軸的端麵鍵來傳遞的,每一次自動裝卸刀具(jù)都必須使刀柄上的鍵槽對準主軸的端麵鍵,這就要求主軸具有準確定位功能。主(zhǔ)軸采用伺(sì)服電機中位置編碼器定(dìng)位,如不能準確定位,可通過位置參數進行調整。
2、 結論
加工中心能提高(gāo)生產效率、降低加工綜合費用、提高加工質量,有取代通用機床和專用組合機床的趨勢。美、日等國的加工中心機(jī)床產(chǎn)值已占其機床總產值的50% 左右。通過對BNN-002 主(zhǔ)軸部件的分析,可及時排(pái)除故障、提高維(wéi)修質量; 還可借鑒主軸部件的(de)設計,提高國產加工中心的質量。
如果您有機(jī)床行業、企業相關新聞稿件發表,或進(jìn)行資訊合(hé)作,歡(huān)迎聯係本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com
馬(mǎ)")
調查")
- 2024年11月 金(jīn)屬切削機床產量數據
- 2024年11月 分地區金屬切削機(jī)床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型(xíng)乘用車(轎車)產量數據(jù)
- 2024年(nián)11月 新能源汽車產量數據
- 2024年11月(yuè) 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年(nián)10月 軸承出口情況
- 2024年10月 分地區金屬(shǔ)切削機床(chuáng)產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月(yuè) 新能源汽車產量數(shù)據
- 2028年8月 基本型乘用車(轎車)產量數據