



臥式加工(gōng)中心在加工零(líng)件時,由於零件加工部位的需要,通常(cháng)要求工(gōng)作(zuò)台旋(xuán)轉任意角度。當工件坐標係(xì)原點與工作台旋轉中心重合時(shí),工作(zuò)台的旋轉不會給加工帶來影響。但是由於工件坐標係原點的選擇是根據(jù)零件結構特(tè)點、編程的需要而確定的,通常被加工零件無法與工(gōng)作台的旋轉中心重合,工件坐標係(xì)原點的位置隨著工作台的旋轉,在機床坐標係中發生變化。因此,要重新設定工(gōng)件坐標係原點。每一台臥式(shì)加(jiā)工中(zhōng)心z軸主軸端麵與B軸回轉中心有個固定值,因為臥加B軸旋轉時候,用宏程序換算坐標係時候需要用到這個值,下麵是(shì)我公司(sī)研究得出的一個簡單可行的辦法。
一(yī)個麵的工件坐標係原點設定好之後,根據補(bǔ)償值,人工計算其(qí)他麵的工件坐標係原點並輸入到相應的工件坐標係中,容易出錯,且隻能(néng)計算工作台旋轉90度、180度、270度位置的工件坐標(biāo)係原點,不能計算任意旋(xuán)轉角(jiǎo)度(dù)的坐(zuò)標(biāo)係原點。該(gāi)程序可根據初始工件坐標係原點設定值,實現工作台旋轉任意角度的工件坐(zuò)標係原(yuán)點自動補償(cháng)計算,並設定新(xīn)的工件坐標(biāo)係原點,自動輸入到相應的工件(jiàn)坐標係中,減少了工件坐標係設定時間和(hé)出錯的概率(lǜ),提高了生產效率(lǜ)和準確性。
測量原理:
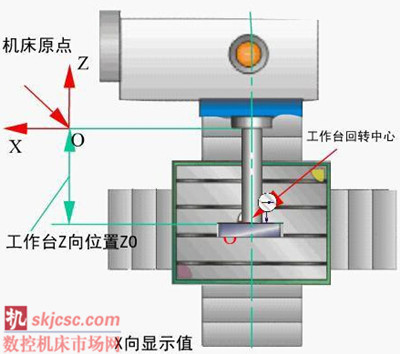
找出工作台回轉中心到Z向機床(chuáng)原點(diǎn)的距離Z0即為Z向(xiàng)工作(zuò)台(tái)回轉中心的(de)位置。工(gōng)作台回轉中心的位置如圖1c所示。
測量方法:如圖4所(suǒ)示,當工作台分別在0度和180度時(shí),移動工作台以調整Z向(xiàng)坐標,使百分表的讀數相同,則:
Z向回轉中心=CRT顯示的Z向坐標(biāo)值(zhí)
Z向回轉中心的準確性,影響機床調頭加工工件時兩端麵之間的距離尺寸(cùn)精度(在刀具長(zhǎng)度測量準確的前提(tí)下)。反之,它也可修正(zhèng)刀具長度測量偏差。
臥式加工中心機床回轉中心在一次(cì)測量得出準確值以後,可以在一段時間內作為基準(zhǔn)。但是,隨著(zhe)機床的使用,特別是在機(jī)床相關部分出現機械故障時,都有可能使機床回轉中(zhōng)心出現變化(huà)。例如(rú),機(jī)床在加工(gōng)過(guò)程中出現撞車事故、機(jī)床絲杠螺母鬆(sōng)動時等。因此,機床回轉中心必須定期測量,特別是在加工相對精度較高的工件之前應重新(xīn)測量,以校對機床回轉中心(xīn),從而保證工件加工的精(jīng)度。
如果您有機床行業、企(qǐ)業相關新聞稿件發表,或進行資訊合(hé)作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com

調查")
- 2024年11月 金(jīn)屬切(qiē)削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承(chéng)出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據(jù)
- 2024年11月 新(xīn)能(néng)源汽車銷量情況
- 2024年10月 新能源(yuán)汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數(shù)據
- 2024年10月 金(jīn)屬切削機床產量數據
- 2024年9月 新能源汽車銷量情(qíng)況
- 2024年8月(yuè) 新能源(yuán)汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據