太克")



加工中心主軸拉(lā)刀機構的設計與研究
2022-8-1 來源(yuán): 科德數控股份有限公司 作(zuò)者:郭翠娟 鄧鑫
摘要: 對加工中心主軸用的自(zì)動換刀裝(zhuāng)置-拉刀機構的結構進行了剖析,重點對拉(lā)刀機構拉刀力的實現(xiàn)原理進行(háng)了分析,對其增力機構的放大係數進行了詳細計算,闡述了拉刀機構的設計思路及注意事項,為自主設計拉刀機構提供了(le)依(yī)據。
關鍵詞: 主軸; 拉刀機構; 增力機構; 放大係數
拉(lā)刀機構是可自動換刀的主軸關鍵部(bù)件(jiàn)之一,隨(suí)著(zhe)機床自動化(huà)程度越來越高,帶有可自動換刀(dāo)功能的(de)電主軸成(chéng)為加工中心的主流產品(pǐn)。拉刀機構是實現自動換刀功能的關鍵零部件,其(qí)應用越來越普遍。現階段國內自己設計生產拉刀機構(gòu)的主軸或機床企(qǐ)業非常少,絕大部分采用國外(wài)進口,貨期長(zhǎng),價格貴。本文針對拉刀機構的(de)實現原理及結構設計方麵對其進行了詳細闡述,為自主設(shè)計拉刀機(jī)構提供了依據。
1、結構組成及動作原理(lǐ)
主軸拉刀機構(gòu)通常由前端拉爪、拉丁、拉杆、彈簧及相應結構(gòu)件組成。如圖 1 所示,主要完成刀具的抓取及鬆開動作。

刀具的拉緊過程是(shì)彈簧彈開,將(jiāng)拉杆向後頂,拉丁隨拉杆向後移動,同(tóng)時將拉(lā)爪撐開,拉爪卡住刀柄(bǐng)的內扣槽,將刀柄拉緊。其中拉緊力由彈簧產生,通過前端的增力機構(gòu)放大,實現刀具的穩固夾緊(jǐn),增力機構主要存在於拉爪和刀柄之間以及拉爪和拉丁之間。刀(dāo)具(jù)的鬆開通常由一套液壓缸動作(zuò)來實現,活塞打在拉杆後端,將拉杆向前推,彈簧壓(yā)縮,拉丁頂出,拉(lā)爪收縮,將(jiāng)刀柄推出錐孔。此文僅針對刀具的夾緊過程進行詳細的說明。拉刀機構在拉刀(dāo)時(shí),由彈簧產生拉緊力,並通過前端的(de)增力結構達到最終刀具(jù)的使用要求。因此設計過程(chéng)中,確(què)定(dìng)彈簧出力時必須要了解刀具的拉刀力要求以及增(zēng)力機構的放大(dà)係數。通常刀具的拉刀力都是按國家(jiā)標(biāo)準來設(shè)計。如標準中針(zhēn)對 HSK-A 型的應用簡易表如表 1 所示。
表 1 刀柄與拉刀力(lì)的對照表
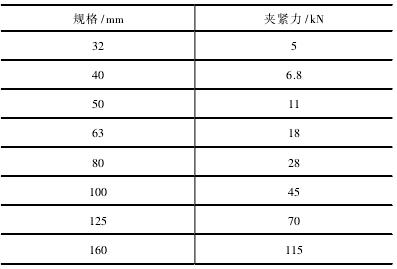
當切削負載低時,比較小的夾緊力就夠了,反之,當遇到切削負載高時,就需要較大的夾緊力。因此設(shè)計時,除考慮到(dào)標(biāo)準要求(qiú),還要考慮實際應用需求。
2、拉刀(dāo)機構的增(zēng)力機構
如上所述,拉刀機構的增(zēng)力存在於前端拉爪(zhǎo)部(bù)位,自主設計時(shí),要先明確增力機(jī)構的放大係數,下麵(miàn)以某廠家前端機構為例進行詳細剖析。
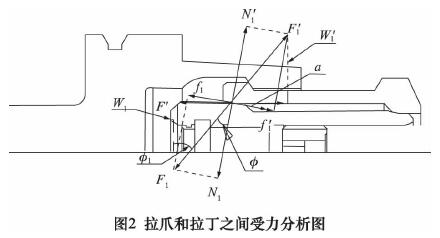
如上圖,拉杆施加拉刀力的過程(chéng)中,拉杆的力為F ,受(shòu)到拉爪給的阻力: 垂直斜麵的力 N1和沿斜麵的摩擦力 f1,合力為 F1。
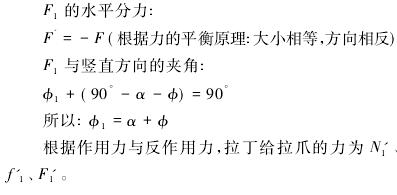
再分析刀柄給拉爪的力: 支反力 N2和摩擦力 f2,拉爪相對刀(dāo)柄外脹,向外滑,所以摩擦力 f2向內。
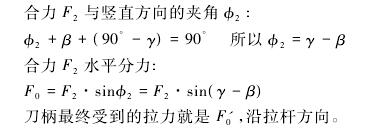
所謂斜(xié)楔增力就是由水平力通過斜麵轉化成垂直方向的力,兩力的比(bǐ)值為增力係數。
斜(xié)麵一: 拉丁和拉爪之間,增力(lì)係數為:
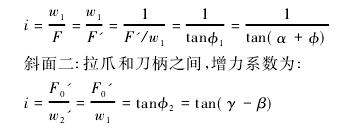
對於(yú)不同廠家的拉刀機構(gòu),因為刀柄都是標準的,所以拉爪與(yǔ)刀(dāo)柄間的角度(dù)和放大倍數是相同的,不(bú)同(tóng)的是拉丁與拉爪之間的作用力。經(jīng)過兩次放大後:
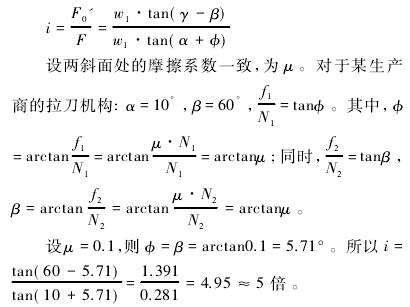
所以(yǐ)在自(zì)主設計拉刀機構的過(guò)程中,考慮到前端的(de)放大倍數,以及標準刀柄的拉力標準值,判斷出後端出力的彈簧組結構設計。例如 HSK-A63 的標準拉刀力為 18 k N,如前端拉緊部位放大倍數為 5,則需(xū)拉緊狀態時的彈簧能提供至少
1/5× 18 = 3.6 k N 的彈簧力。
3、彈簧組設計
在設計彈簧組結(jié)構(gòu)時,除了考慮拉刀時(shí)力值滿足外,還要綜合(hé)整個鬆拉刀行程,整個行程彈簧都處於壓縮狀態,尤其在鬆(sōng)刀狀(zhuàng)態下,即彈簧處於最大壓(yā)縮時,彈簧受力應(yīng)在其壽命(mìng)允許的可承受(shòu)範圍內,如碟簧通常要(yào)求不超過 75%的壓縮量,否則壽命(mìng)會(huì)大幅下(xià)降。
拉刀機構的彈簧可以選(xuǎn)用碟簧或卷簧。碟簧相對成本要低很多,組合方式多樣,可根據設計參數選擇合(hé)適的組合,但在高速運轉(zhuǎn)下碟簧對主軸動平衡的影響要大一些。卷簧在拉刀機構中的應用也(yě)非常多,但是其價格非常貴,性能穩定,沒有噪聲。卷簧在使用過程中需要注意的是要成組使用,即一個(gè)左旋卷簧,一個右旋卷簧。卷簧和卷簧(huáng)之間要放置隔片(piàn)。碟簧如(rú)果疊加的組合非常(cháng)多的情況(kuàng)下,也需要在中間增加隔片設(shè)計。碟簧(huáng)推薦的(de)最佳使用範圍介於其最大壓縮行程的10% ~ 75%。因此在設(shè)計(jì)過程為了保證拉刀機構的使用壽命,要按照(zhào)碟簧的使用要求設計。通常碟簧同方向疊加(jiā)的片數不超(chāo)過 3 片。利用卷(juàn)簧時,則要按(àn)照卷簧的工作曲線來設(shè)計。
4、實例驗證
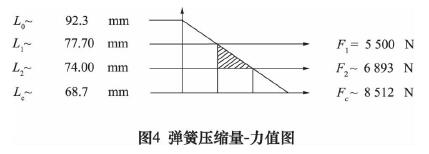
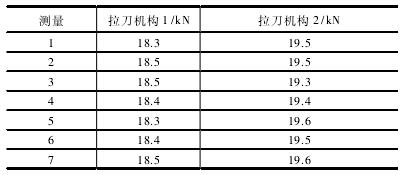
為驗證以上(shàng)結論(lùn),現場自製(zhì) 2 台卷簧式(shì)拉刀機構,前端拉爪部位增力放大係數為 3,刀具接口 HSK-A63,按表 1 數據得知(zhī)拉刀力為 18 k N,則拉刀狀態下的彈簧力為 6 k N。選用的卷簧壓縮量和力值關係圖如圖 4。
多次測量結果如表 2。
可見,經過對兩(liǎng)個拉刀機構拉刀力的反複測量(liàng),其拉刀力基本維持在 18 k N 附近,符合設計預期。力值差異應考慮到彈簧實際剛性與理論的誤差、零件相關(guān)尺寸的誤差等造成(chéng)。但總體是符合設計需求的。可以通過調整跟彈簧連接的隔墊厚度尺寸,或者增加墊片的辦法來調整彈簧力,最終達到滿意(yì)的拉刀力(lì)值。
表 2 拉刀力測(cè)試(shì)
5 、結語
彈(dàn)簧力和增力機構是拉刀機構實現拉緊的關鍵因(yīn)素。近年來,我國采用自動(dòng)換刀-拉刀機構的(de)企業越來越多,這對(duì)未來自主設計製造、降低產品成本,擁有自主知(zhī)識產權具有重要意(yì)義。隨著現代工業(yè)的不斷發展,自(zì)動換刀拉刀機構在(zài)主軸上的應用會越來越廣泛。
投稿(gǎo)箱:
如果您有機床行業、企業相關新(xīn)聞(wén)稿件(jiàn)發表,或進行(háng)資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新(xīn)聞(wén)稿件(jiàn)發表,或進行(háng)資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多(duō)相關信息

業界視點
| 更多

行業數據
| 更多(duō)
- 2024年11月 金屬切削機(jī)床產量數據
- 2024年11月 分地區金屬切削機床產量(liàng)數據
- 2024年11月 軸承(chéng)出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數據
- 2024年11月 新(xīn)能源汽車產量數據
- 2024年11月 新能源汽車銷量(liàng)情況
- 2024年10月 新能源汽車產量數據
- 2024年(nián)10月 軸承出口情況(kuàng)
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年(nián)8月 新(xīn)能源汽車產量數據
- 2028年8月 基(jī)本型乘用車(chē)(轎車)產量(liàng)數據