克(kè)")



基於(yú)光柵調節車床卡盤(pán)同軸度的研究
2020-5-14 來源: 中天科技精密材料有限公司 作者:錢本華;徐希(xī)凱;周慧;蔣新力
摘要:在光纖預製棒製造領域,預製棒(bàng)的幾何參數(不圓(yuán)度、偏壁度、弓曲度(dù))有著相(xiàng)當嚴格的要求。設備的精度直接影響到預製棒產品質量,而在(zài)設備精度(dù)中,同軸度參數又是其中最重要的參數之一。本文主要(yào)研究是根據非接(jiē)觸式的激(jī)光光柵檢測方法,快速、準確地檢測出設備的同軸度誤差值,並且提供了一種車床上兩個卡盤間的同軸度(dù)調節方法(fǎ)。該方法克服了傳統通過讀千分表示(shì)數來確定偏差(chà)值的速度慢(màn)、精度差、操作繁瑣的缺點;利用光柵技術優化(huà)了調節方法,極大提升車床精度,提高了車床精度的調節效率、降低操作難度(dù);進一步提升光纖預製棒的幾何精度。
關鍵詞:同軸(zhóu)度調節;光(guāng)柵;預製棒加工車(chē)床
在預製棒製(zhì)造領域,車床(chuáng)是最基本、最(zuì)主要的(de)生產設備之一。車床的精度直接決定了預製棒的產品質量,其中,兩端卡盤的同軸度參數在車床精度中更是重中之重。
傳統的調節車床同軸度精度的方法是,使用(yòng)兩(liǎng)根高精度的校準(zhǔn)棒分別夾持在兩端卡盤上,用千分表分別檢(jiǎn)測兩根校準棒的精度,根據千分表的測量(liàng)的示數進行車床精度的調節;具體方法主要包括 3 個步驟:①調節床身的水平度,②調節兩卡盤的跳動(dòng),③調節兩根校準棒的同心(xīn)度;完成以上三個步驟即(jí)可(kě)算是完成了同軸度的調節工作。但由於采用接觸式的千分表檢測精(jīng)度,不可避免地產生測量誤差,導致車床調節精度較低,影響後期加工的產品質量;同時(shí),千分表檢測需要一定的空間及固定位置,很多情況(kuàng)下無法滿足該條件,這也造成了傳統(tǒng)調節方法的局限性。
本文的研究是針對上(shàng)述傳(chuán)統檢測方法的不足,而提供一種基於光柵(shān)調節(jiē)車床卡盤同軸度的裝置,以及調節(jiē)的方法(fǎ)。
光柵傳感器兩端分別由投光器和接收器(qì)組成,投光(guāng)器發出的光直(zhí)射到接收器上,形成一個光(guāng)幕平麵,任何放置在(zài)光幕之間的(de)物體將會阻擋一部分光線,使其不能射到(dào)相應(yīng)的接(jiē)收器上,通過檢測這些(xiē)未被接收的光線距離來(lái)測量(liàng)物體外徑。
同軸(zhóu)度檢測裝置如圖 1 所示,主要由左側三維調節支架、右側三維調節支架、光柵傳感器裝置以及母線結構組成(chéng),如圖 2 所示,傳感器支架成(chéng)圓筒空(kōng)心結構(gòu),上部開(kāi)4mm 線槽,用(yòng)於穿過母線;兩端(duān)焊接平板,焊(hàn)好後加工兩(liǎng)平麵,保證兩(liǎng)個麵的平行度(dù)公差在 0.01mm 以內。
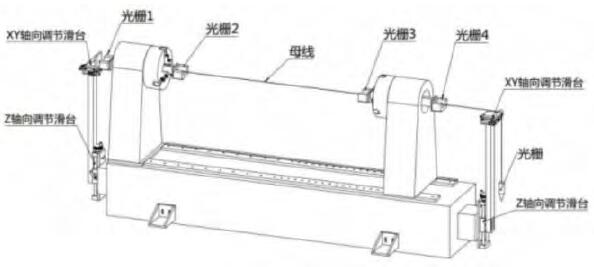
圖 1 同軸度檢測(cè)裝置
左側、右側三維調節裝置分別由 Z 軸向調節滑台、滑台支架、XY 軸向調節滑台組成,可實現;X、Y、Z 三方向(xiàng)高精(jīng)度微調以及相(xiàng)應方向的鎖死功能(néng);
為了方便敘述,定義車床床身平行於地麵(miàn)的為水平麵,即 XY 平麵(miàn);定義垂(chuí)直於水平麵的(de)為垂直麵,即XZ 麵。
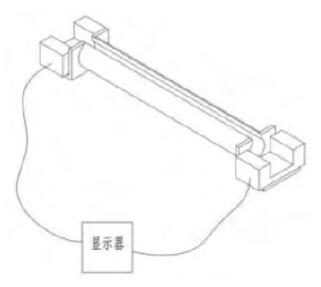
圖 2 傳(chuán)感器支架
具體實施方法如下:
①調節車床床身水平度:使用水平儀(yí)測量床身位置Ⅰ、位置Ⅱ、位置Ⅲ的 X方向(xiàng)及 Y 方向水平度,通過調節車床的調整(zhěng)墊塊,使車床水平度偏差≤0.1mm/m;
②確定母線(xiàn)位置:從左向右(yòu)移動右卡盤,通過(guò)調節光柵傳感器示數,分別調節(jiē) Z 軸向調節滑台、XY 軸向調節滑台,使母線在 Z 方向及 Y 方向的最(zuì)大值(zhí)與最小值(zhí)偏差<0.15mm/m;若達不到該標準,則需對(duì)導軌水平度進行調節;
③調節左卡盤中心:光柵傳感(gǎn)器 1 讀數如圖 3(a)所示,光柵傳感(gǎn)器(qì) 2 讀數如圖 3(b)所示,分別在 A-1、B-1 測試點時將光柵傳感器(qì)清零,以該點位作為零點位置,然後旋轉卡(kǎ)盤(pán),分別在 12 點、3 點、6 點、9 點鍾方向讀取四個值,並做記錄;兩個光柵傳感器共 8 個值,經過對卡盤座調整螺栓(shuān)調(diào)節後(hòu)滿足以下要(yào)求,方可視為左卡盤中心調(diào)節完(wán)成:
④調節導軌水平度:將右卡盤移動到位置Ⅰ後,在(C-Ⅰ-1)、(D-Ⅰ-1) 測試點將傳感器清(qīng)零,然後(hòu)旋轉卡盤,分別在 12 點、3 點(diǎn)、6 點、9 點鍾方向讀取光柵傳(chuán)感器3、4 的示數,如圖 3(c)、(d)所示,將該組 8 個值與左卡盤的 8 個值(zhí)相比較(jiào),需(xū)滿足以下要求,否則對導軌(guǐ)進行(háng) Y 方向、Z 方向繼續調節:
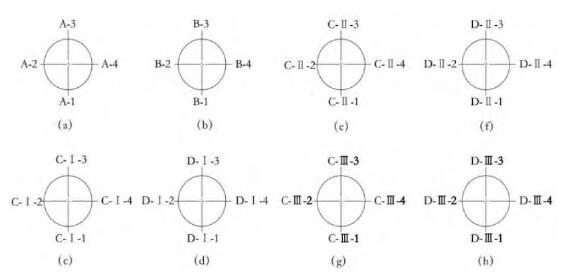
圖 3 傳(chuán)感器示數
表 1
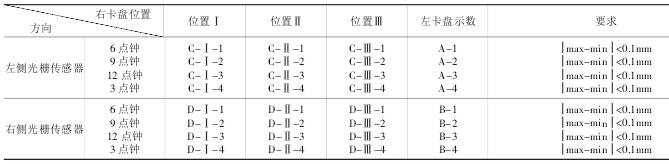
表 2

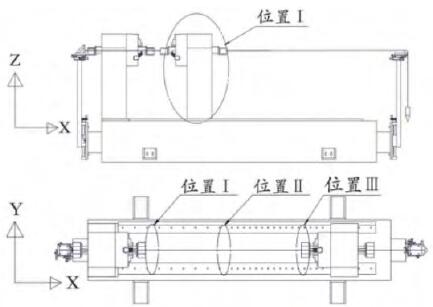
圖 4 測量位置(zhì)
接著,將右(yòu)卡盤移動到位(wèi)置Ⅱ、位置(zhì)Ⅲ,讀取的相(xiàng)應示數,分別如圖 3(e)、(f)、(g)、(h)所示;再將該值與(yǔ)之前的(de)示數進行對比,需滿(mǎn)足表 1 所示要求,否則對導軌繼續(xù)調(diào)節。
⑤調節右卡盤中心位置:如圖 4 所示,將右卡盤分別移動至位置(zhì)Ⅰ、位置Ⅱ、位置Ⅲ,讀取相應位(wèi)置的光柵傳感器示數,使其滿足表 2 所示要(yào)求(qiú),否則繼續對右卡盤的調整螺栓進行調節。
MCVD 車床是一種(zhǒng)製作(zuò)光纖預製棒的設備,由於產品的生產工藝對車(chē)床自身的兩卡盤間同軸度精度要求很高;運用該裝置及方法對車床進行精度調節,滿足要求後使用該設備連續生產 2 個月多模芯棒(共 30 根棒),芯棒匹配套管(guǎn)在(zài)拉絲塔上製成光纖。對光纖產品進行測試,並(bìng)統計、分析測試結果,多模光纖的芯/包層同心度誤差標準要求在 1μm 以內,從數據中可以看出,所有(yǒu)芯棒參數均在該範圍以內。
投稿箱:
如果(guǒ)您有機(jī)床行業、企(qǐ)業相關新聞稿件發表,或(huò)進行資訊合作,歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
如果(guǒ)您有機(jī)床行業、企(qǐ)業相關新聞稿件發表,或(huò)進行資訊合作,歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多
")
行業數據
| 更多
- 2024年(nián)11月 金屬切削機床產量(liàng)數(shù)據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新(xīn)能源汽車(chē)產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能(néng)源汽車產量數據
- 2024年(nián)10月 軸承(chéng)出口情況
- 2024年10月 分地區金屬切削機床(chuáng)產量數據
- 2024年(nián)10月 金屬切削機床產量數據
- 2024年9月(yuè) 新能源汽車銷量情況
- 2024年8月 新能源汽車產(chǎn)量數據
- 2028年8月 基本型乘用車(轎車)產量數(shù)據