太克")



隔膜泵曲軸部裝裝配治具設計
2017-2-16 來源:中國有色(沈陽)泵業有限公司 作者:楊(yáng)立業
摘要:本(běn)文重點介紹了隔膜泵曲軸部裝裝配治具的結構設計要點,通過對曲軸(zhóu)部裝治具:液壓升降支撐裝置、結構件的定(dìng)位(wèi)支撐裝置、滑(huá)輪平衡裝置的結構優化設計,為高質、高效、高安全性的曲軸部裝提供了技(jì)術保障,滿足了快節奏高效率的曲軸部裝需要,是(shì)極具使用價值和推廣價值的一種曲軸(zhóu)部(bù)裝裝配治具。
關鍵詞:曲軸;隔膜(mó)泵;部裝;治具;裝置
1.概述
隔膜泵是當今世界高腐蝕、高濃度、高壓力、高溫度固- 液兩相介質長距離管道化輸送的關鍵備,廣泛應用(yòng)於大型石化和煤化工等(děng)領域(yù)。隔膜泵(bèng)主體由:傳(chuán)動係統、動力(lì)端、液力端、液壓輔助係統、電氣控製係統等部分組成,其中動力端是隔(gé)膜泵的重(chóng)要組成部分,它由(yóu)動力端箱體、偏心曲軸(zhóu)、連杆、軸承、十字頭及導板、介杆等組成一個小的曲軸部裝,是隔(gé)膜泵整體結構中的(de)一個重要的部裝傳動結構。工作原理為:傳動係統的電動機通過傳動係統帶動小齒輪、大(dà)齒輪、曲拐總成(chéng)、連杆、十字頭,使(shǐ)旋轉(zhuǎn)運動轉變為直線運動,帶動活塞進行往複運動;曲軸的作用是把動力傳動係統(tǒng)提供的旋轉(zhuǎn)運動轉化為直線(xiàn)往複運動。
偏心曲軸部裝結構做為(wéi)動力端的(de)重要傳(chuán)動部件之一,承擔著隔(gé)膜泵整個轉動的最大負荷和全部傳動功率的轉化,承受著來致不同偏心曲軸、不同曲軸對應裝配的連(lián)杆、介杆等強度、方向不斷變化的彎矩、扭矩及長時(shí)間高速運轉(zhuǎn)的聯動作用,因此,曲軸各(gè)部件裝配(pèi)精度及(jí)裝配質量的好壞,直接影響著曲軸部裝運轉聯動作用發揮的效果,直接影響著設備的(de)使用壽命。
以往曲軸部(bù)裝采用V 型托輥支撐橫裝方法,將曲軸(zhóu)橫放在V 型托輥上,用吊車將曲軸前端吊起,將三連杆套入曲軸上,雖然(rán)連杆可以平行裝入,但是需要利用V 型鐵支撐曲軸,每裝入一個連杆轉動120° ,連杆受自身重力影(yǐng)響,裝配後三個(gè)連杆在不同角度與地麵接觸,加之(zhī)由於曲(qǔ)軸重量大,與V 型托(tuō)輥接觸時(shí)連(lián)杆沒轉120° ,需要克服很大的摩擦力,也就是(shì)說,無法手動轉動,隻能通過天車的拉力才可(kě)以完成曲軸三個互成120°連杆的裝(zhuāng)配。這樣,裝配的效率大大下降了,而且由於摩擦力的作用(yòng)導致曲軸的加工表麵有劃痕,嚴重的(de)影響產品質量。圖1 為采(cǎi)用V 型托輥進行曲軸部(bù)裝的結構示意圖:
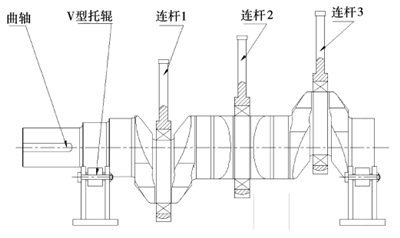
圖1 采用V 型托輥進行曲軸部裝的結構示意圖
目前泵業公司加工的隔膜泵曲軸多為(wéi)三拐曲軸,由於隔膜泵三拐曲(qǔ)軸長(zhǎng)達(3 000 ~ 5 000) mm ,重量重達10 餘噸,且有(yǒu)三個偏心(xīn),豎直安裝時由於重心分布不均,極易導致傾斜偏移(yí),而曲軸部裝相關件:連杆(三個,各成120°) 、半套、軸承等其相互(hù)配(pèi)合及裝配精度要求很(hěn)高(gāo),受(shòu)場地條件限製,這種曲軸與之裝(zhuāng)配件間的調試困難,裝配精度和工作效率極低,如何設計專(zhuān)用裝配治具,提高曲軸部裝裝配質量、裝配效率,是(shì)解(jiě)決曲軸部裝瓶頸問題(tí)的關鍵。
2.曲軸部裝裝配治具關鍵技術
2.1液壓升降支撐裝置的設計
圖2 為液(yè)壓升降裝置(zhì)結構示(shì)意(yì)圖。
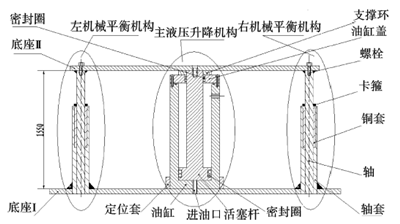
圖2 液壓升降裝置結構示意(yì)圖
它主要由底座Ⅰ 、底座Ⅱ 、主液壓升降機構、左右機械平衡機構(gòu)組(zǔ)成,主液壓升降(jiàng)機構它主要由定位套、油缸、活塞杆、油缸蓋、密封圈等組成,采用形式為普通液壓升降油缸,液壓油通過底座Ⅰ 的進(jìn)油(yóu)口進入油缸,在壓(yā)力(lì)的作用下,活塞杆被頂起(qǐ)向上(shàng)運動,同時帶動整個液壓升降支撐裝(zhuāng)置舉升,當達到需要高度(dù)後,利用液壓站的自鎖功能,油缸停留固定在需要位置;降落時,利用缸體本身的(de)進油口,將液壓油泄壓,活塞杆開始(shǐ)降(jiàng)落,直至缸體底部,從而實現(xiàn)了液(yè)壓舉升(shēng)及(jí)降落的整個過程(chéng)。
由於在舉升及降落的過程中,定位安裝套及(jí)曲軸重量及直徑過大(dà),考慮到(dào)曲軸部(bù)裝時間過長,液壓升降裝置的自動泄壓問題,同時為保證(zhèng)曲軸舉升及降落(luò)過程的平穩性,避免(miǎn)因左右傾斜導致裝配質量及安全(quán)性問題,設計開發了左、右機械平(píng)衡機構,他代(dài)替了以往沒有平(píng)衡支撐機構或采用左右單缸液(yè)壓升降機構的設計模式(shì),通過機械鎖緊的(de)平衡機構的設計,降低了設計成(chéng)本及繁(fán)瑣的液壓(yā)係統,而且通過液壓、機械雙鎖緊的方(fāng)式(shì),實現升降(jiàng)平麵的平穩,避免了兩側不平衡現象的發生及曲軸升降過(guò)程(chéng)的傾斜(xié),確(què)保了新型液壓升降裝置(zhì)升降過程的平穩。
該液壓升降支撐裝置(zhì)主要由軸(zhóu)套、軸、銅套、卡(kǎ)箍等組成,結構形式為:將機械鎖緊平衡機構分別固定在底座兩側,通過焊接將其與(yǔ)底座形成(chéng)一體,軸套與軸(zhóu)之間采用間隙配合的方式實現軸的上下自由移動,為避免軸與軸套間的剛性摩擦及相對穩定,在軸與軸套之間鑲嵌了定位及減緩(huǎn)摩擦及平衡(héng)作用的銅套,同時設計了專用(yòng)卡箍,當(dāng)主液壓升降機構升降到裝配需(xū)要位置及高度時,利用卡箍的鎖緊功能,將(jiāng)軸卡緊在固定位置(zhì)高度,實(shí)現了液壓、機械雙(shuāng)鎖緊;該左右機械(xiè)鎖緊(jǐn)機構,結構簡單,操作方便使用靈活,現應用在曲軸裝配中,使用效果很好。
2.2結(jié)構件的(de)定(dìng)位支撐裝置設計
圖3 為定位支撐裝置(zhì)結構示(shì)意圖:
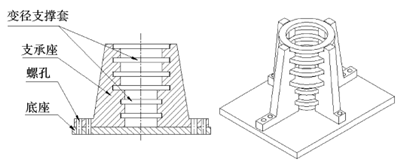
圖3 定位支(zhī)撐裝置結構(gòu)示意圖
定位變徑支撐裝(zhuāng)置主要由:底座、支承座、變徑支撐套等部分組成,采(cǎi)用新型(xíng)結構件的定位支撐裝置:將(jiāng)定位支撐套設(shè)計成與三拐曲軸軸頸匹配的變徑直徑,放置在支承座(zuò)上,支承座(zuò)通過高強(qiáng)度螺栓與底座(zuò)固定,當被加工曲軸軸徑發生變化時,隻(zhī)需要調整支承座位(wèi)置,將不同直徑的支撐套放置(zhì)在支承座上(shàng),即可實現軸徑的變徑功能,定位更加準確穩定(dìng),減少安裝調試過程中(zhōng),由於穩(wěn)定(dìng)性差而導致的曲軸裝配(pèi)精度低等問題;既便於安(ān)裝又節省材料,提高了曲軸裝配的穩定性、支(zhī)撐強度及定位精度。
2.3滑輪平衡裝置(zhì)的設計
圖4 為(wéi)滑輪平衡裝置結構示意圖。
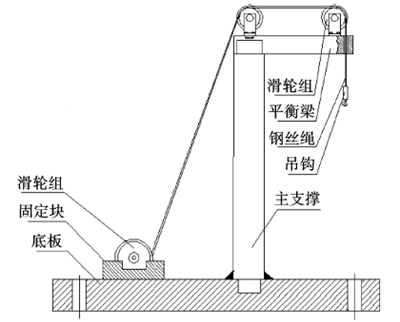
圖4 滑輪平衡裝置結構示意圖
滑輪平衡裝置主要由:底板、固定塊、滑輪組、主(zhǔ)支撐、平衡梁、鋼絲繩、吊鉤等部件組成,以往曲軸部裝時無論是豎裝還是橫裝,連(lián)杆的裝配都需要借助裝配場地的吊車進行三連(lián)杆不同部(bù)位,彼此相互位置120°的裝配(pèi),由於連杆自身重量因(yīn)素,在裝配時三連杆的平衡定位相當困難,而且由於天(tiān)車受(shòu)人工控製因素影響,很難準確(què)定(dìng)位三連杆的準確裝配平衡(héng)位置,裝配精度差,耗費時間長(zhǎng),裝配效率低,人為調動天車移動連杆(gǎn)時,安全隱患極大(dà)。采用自行設計的滑輪平衡裝置後,有效解決了上述問題,為曲軸部裝(zhuāng)時各裝(zhuāng)配件的裝配質量(liàng)提(tí)供了質(zhì)量保障(zhàng),提高了生產效率。
工作原理:首先將底板通過高強度螺栓與地麵固定,形成穩定可靠的地基,然後將主支撐豎直插(chā)入底座中,利用地板預留的定(dìng)位孔將(jiāng)主支撐豎(shù)起,為(wéi)確保其穩定(dìng)性,采用焊接的方式將(jiāng)底板與主支撐焊接穩固,平衡梁與主支撐通過定位孔及把和螺栓穩定連接,滑(huá)輪組安放在地板及平衡梁上,根據曲軸部裝時三連(lián)杆(gǎn)高度(dù)要求位置,通過滑輪控製鋼絲繩、吊鉤的升降來(lái)準確定位連杆的位(wèi)置,當第(dì)一個連杆(gǎn)裝配(pèi)結束後,再進行第二、第三連杆的裝配(pèi)。
3.結(jié)語
(1) 本曲軸部裝裝配治具設計新穎,結構簡單實用(yòng),通過滑輪(lún)平衡裝置的設計,實現了曲軸部裝時相關(guān)部件位置(zhì)、高度的準確;
(2) 通過設計液壓升降裝置,實現了曲軸的平穩升降,保障了曲軸(zhóu)裝(zhuāng)配部件的地麵裝配,提高了裝配質量,提高了裝配效率,確保(bǎo)了(le)裝配才(cái)安(ān)全(quán)性;
(3) 采用結構件定位支撐(chēng)套,實現了曲(qǔ)軸裝配的精準定位,同(tóng)時(shí)由於係列化定位套的使用,降低了加工成本,實現了(le)高效、快捷(jié)的現代化裝配(pèi)。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行(háng)資訊合作,歡迎聯係本網(wǎng)編(biān)輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行(háng)資訊合作,歡迎聯係本網(wǎng)編(biān)輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業(yè)界視點
| 更(gèng)多

行(háng)業(yè)數據
| 更多
- 2024年11月(yuè) 金屬切削機床產量數據
- 2024年11月 分地(dì)區金(jīn)屬切削機床產(chǎn)量(liàng)數據
- 2024年11月 軸承出口(kǒu)情況
- 2024年11月 基本型乘用車(轎車)產量(liàng)數據
- 2024年(nián)11月 新能(néng)源汽車產量數據
- 2024年11月(yuè) 新能源汽車銷量情況(kuàng)
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承(chéng)出口情況
- 2024年10月 分地區金(jīn)屬切削(xuē)機床產量數據
- 2024年10月(yuè) 金屬(shǔ)切削機床產量數據
- 2024年9月 新能源(yuán)汽車(chē)銷(xiāo)量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用(yòng)車(轎車)產量數據
博文選萃
| 更多
- 機械加工過程圖示
- 判斷一台加工(gōng)中(zhōng)心精(jīng)度的幾種辦法
- 中走絲線切割機床的發展趨勢
- 國產數控係統和(hé)數控機床何去何從?
- 中國的技術工人都去哪裏(lǐ)了?
- 機械老板做了十(shí)多年(nián),為何(hé)還(hái)是小作坊?
- 機械行業最新自殺性(xìng)營銷,害(hài)人害己!不倒閉才
- 製造(zào)業大(dà)逃亡
- 智能時代(dài),少(shǎo)談點智造,多談點製造
- 現實麵前(qián),國(guó)人沉默。製(zhì)造業的騰(téng)飛,要從機床
- 一文搞懂數控車床加工(gōng)刀具補償功能
- 車床鑽孔攻螺紋加工方法及工裝(zhuāng)設計
- 傳統鑽削與螺旋銑孔加(jiā)工工藝的區別