



雙中間軸變速器以其(qí)良(liáng)好的傳動性能及較(jiào)大的承載能力,在重型車市場發揮著巨大作用。因其結構需要,中間軸上齒輪都需要(yào)對齒加工,其對程度高低,直接影(yǐng)響到變(biàn)速器的裝配質量,進而影響(xiǎng)整個變速器的使用性能。本文(wén)根據(jù)公司新產品加工需要,設計出一種簡單的對齒(chǐ)裝置,能夠使內外齒對稱度得到穩定保證,而且結構簡單,操作方便,受到使用者的廣泛好評。
1. 工藝流程
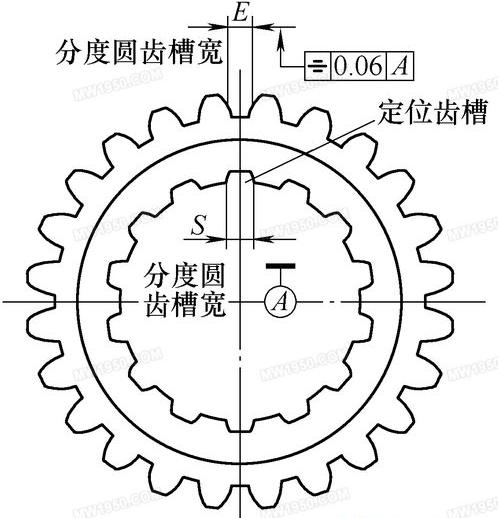
圖1 中間軸二(èr)擋齒輪
我公司某(mǒu)型(xíng)號變速箱中間軸二擋齒(chǐ)輪采用內花鍵(jiàn)齒槽(cáo)與外齒圈齒槽對稱結構,且對稱度要求在0.06mm以(yǐ)內(見圖1)。為滿足產品設計要求,我們采用如下工藝流程:
(1)內(nèi)花(huā)鍵 因內花鍵孔徑較(jiào)小,如采用插齒加工工藝,插齒刀直徑很小,且插齒刀齒數較少,插齒加工後工件內花鍵質量較差,插齒(chǐ)刀壽命低,加工效率低。故內花鍵我們選用加工效率高(gāo)、加工精度高的拉刀拉削工藝。
(2)外齒圈 為保證外齒圈的加工精度,選用插齒後剃齒的工藝,這樣就需要設計一套插外齒圈的(de)插齒對齒夾具。
2. 對齒問題分析
根(gēn)據(jù)產品設計要(yào)求,工(gōng)件(jiàn)加工完成後(hòu)必須保(bǎo)證內花鍵某一齒槽與外齒圈某一齒槽對稱,我們(men)選用內花鍵某一齒槽定位,然後使插齒刀某一刀(dāo)刃剛好(hǎo)切去與內花鍵定位(wèi)齒槽相對的外(wài)齒圈金屬(見圖(tú)2),即可實現加工後工件對稱度要求。
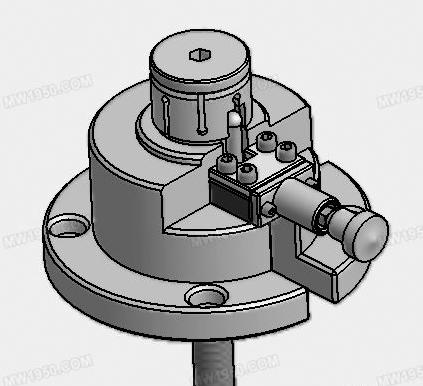
圖2插齒加工示意
3. 對齒問題解決
為(wéi)滿足產品的插齒(chǐ)對齒要求,我們設計了(le)如圖3所示對齒夾具,其結(jié)構為采用圓(yuán)球(qiú)在工件內花鍵齒槽定位方式,圓球固定於滑塊上,滑塊采用彈簧驅動。使用時,用手推動手(shǒu)柄,裝入工件,鬆開手柄,用手輕微(wēi)旋轉(zhuǎn)工件,使圓(yuán)球定在內花鍵齒槽中,使工件圓周方向良好定位,再拉緊漲套,實現工件定心及漲緊。
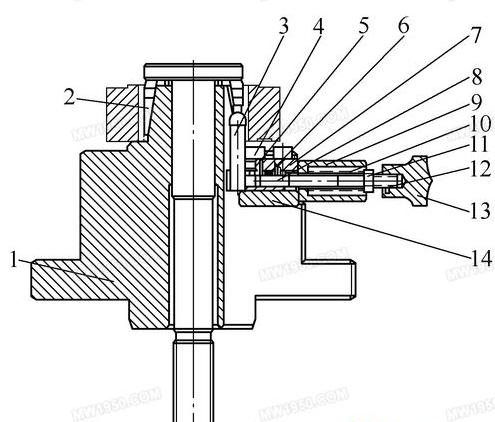
圖3插齒對齒夾具
首輪試製時,共投製50個工件,機床及對(duì)齒夾具調試好後,連續加工45個工件,全部進(jìn)行對稱度測量,對稱度能夠穩定保(bǎo)證在0.06mm以內。滿(mǎn)足了現場生產需求。
4. 結語
通過現場實踐,采用該加工工藝方案及插(chā)齒夾具插削加工外齒圈後,其(qí)對稱度可以穩定控製在0.06 以(yǐ)內,完全(quán)滿足了該工件的批(pī)量生產。
如果您有機床行業、企(qǐ)業相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
")
")
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分(fèn)地區金屬切削機床產(chǎn)量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年(nián)11月 新能(néng)源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能(néng)源汽車產量數據(jù)
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬(shǔ)切削機床產量數據
- 2024年10月 金屬切削機床(chuáng)產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月(yuè) 新能源汽車產量數據
- 2028年8月 基本型(xíng)乘用(yòng)車(轎車)產量數據