



在機床製造過程中,各進給軸(滾(gǔn)珠絲杠副)的反向間隙是影響機床加工(gōng)精度的重要因素。而反向間隙的測量和調整,一般是在整機(jī)裝配完成後,利用千分表、數控係統電子手輪或激光幹涉儀進行測量。如在《設備管(guǎn)理與維修(xiū)》2011年第六期中王天旭所著的“滾珠(zhū)絲杠副反向間隙調整方法”文章中詳細介紹了(le)反向間(jiān)隙測量及調整的方法。在實際操作過程中,由於機床裝配(pèi)已完成,如反向間隙不符合要求,需要對不符合要求的進給軸傳動(dòng)係統總成進行檢查調整,對影(yǐng)響間隙不符(fú)合要求軸的絲杠軸承,壓蓋,隔墊(diàn),螺母等進行排查,非常不方便。為了在部(bù)裝過程中不需要數控係統或激光(guāng)幹涉儀就能及時發現和解決問題,我們設計製造了這套滾珠絲杠副反向間(jiān)隙測量裝置,可作為質檢人員部裝檢驗和裝配人員自檢使(shǐ)用。
該裝置采用蝸輪蝸杆傳動機構,減速比大,測量精度高,使用方便。如圖一所示:它主要由(yóu)1箱體,2蓋板,3蝸杆,4 手(shǒu)柄軸,5軸承,6壓蓋,7刻度手(shǒu)柄,8軸承,9壓蓋,10壓蓋,11軸承,12定(dìng)蝸輪,13動蝸輪,14壓縮彈簧,15鋼球,16軸承,17壓蓋,18連接軸,19調整螺釘, 20聯軸器等組成。
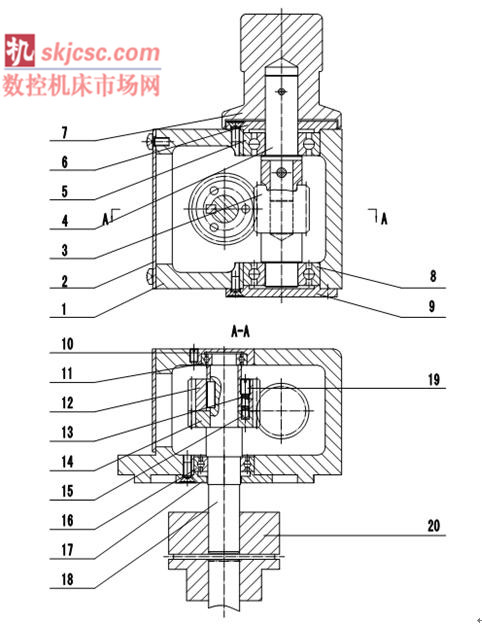
圖一
為解決蝸輪蝸(wō)杆傳動齒側間隙對測量精度的影響,我(wǒ)們使用了一種新型齒輪消隙機構,由一(yī)對蝸輪12、13裝在連接軸18上,其中定蝸輪12通過連接(jiē)鍵與連接軸19固(gù)定連接,動蝸輪13內孔與連接(jiē)軸19小間隙滑動連接(jiē)。定蝸輪12與動蝸輪13端麵(miàn)之間通過(guò)調整螺釘19、壓縮(suō)彈簧(huáng)14、鋼球15組成的(de)彈簧鋼球消隙機構,使定(dìng)蝸輪12和動蝸輪13之間產(chǎn)生反方向的周向扭矩,在兩蝸輪的接觸中(zhōng)心位(wèi)置與蝸杆3相齧合,消除了(le)反向齧合間隙,當蝸輪蝸杆旋轉或產生微量磨塤時,依靠消隙機構中彈簧的作用力(lì),使蝸輪蝸(wō)杆無間隙傳動(dòng),測量(liàng)精度可達0.002。傳動軸19由軸承11、軸承16兩端支撐與箱(xiāng)體1組裝一起,兩端通過壓蓋10、壓蓋17限定連(lián)接軸軸向位置。蝸杆(gǎn)3一端通(tōng)過軸承8、壓蓋(gài)9與箱體1組裝一(yī)起,另一端通過銷軸與手柄軸4固定連接,手柄軸4通過軸承5、壓蓋6與箱體1組裝一起,同時手柄軸通過銷軸與刻度(dù)手柄7固定連接(jiē)。當旋轉(zhuǎn)刻度手(shǒu)柄7時,帶動手柄軸4、蝸杆3旋轉,蝸杆3傳動動(dòng)力(lì)給定蝸輪12,帶動連接軸18旋轉,連接軸18通過聯軸器20與被測進給軸(滾珠絲杠副)固定連接。
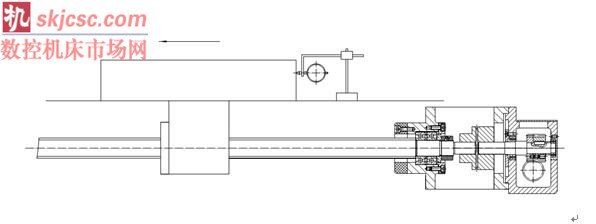
圖二
在實際使用過程中,該裝置按圖(tú)二所示,箱體1的法蘭盤與電機支架連接,並通過螺釘緊固。將千分(fèn)表的(de)觸頭放在被測軸的運動副(fù)上,旋(xuán)轉刻度手柄7使(shǐ)手柄上的刻度和千分表的指針調整到零(líng)位,然後旋轉刻度手柄7到(dào)一定的刻度後,反向(xiàng)旋轉(zhuǎn)刻度手柄7到零位。此時,千分表指針與零位之差,即為該進給(gěi)軸(滾動絲杠副)的反向間隙誤差。可對進給的不同位(wèi)置進行測量,取其平(píng)均(jun1)值作為(wéi)該軸的反向間隙【一般要(yào)求0,02以內】,符(fú)合要求後進行總裝工序(xù)。
通過本裝置在部裝過程中即可對(duì)滾珠絲杠(gàng)副反向間隙進(jìn)行測量、調整,在機床總裝後進行試車、複檢,一般無需(xū)再(zài)進(jìn)行調整(zhěng),隻做係統誤差補償(cháng)即(jí)可,很大程度上(shàng)提高了生產效率和部裝(zhuāng)質量,效果較好。(文自:山(shān)東威(wēi)達重(chóng)工股份(fèn)有限公司)
如果您(nín)有機床行業、企業相關新(xīn)聞(wén)稿件發(fā)表(biǎo),或進行資訊合(hé)作,歡迎聯(lián)係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
")

- 2024年11月 金屬(shǔ)切削機床(chuáng)產量數據
- 2024年(nián)11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本(běn)型乘用(yòng)車(轎(jiào)車)產量數據
- 2024年11月 新(xīn)能源汽車產量(liàng)數據
- 2024年11月 新能源汽車銷量情況
- 2024年(nián)10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬(shǔ)切削機床產量數據
- 2024年9月(yuè) 新能源汽車銷量情況
- 2024年8月 新能源汽車(chē)產量數據
- 2028年8月 基本型乘(chéng)用(yòng)車(轎車)產量數(shù)據